Существующие многоместные нриспособлення к фрезерным станкам для фрезерования граней гаек, стержней и других деталей, имеющих граненые новерхпостн, состоят из поворотного диска, снабженного онравками, расиоложениыми в диске радиально и иредназначеиными для зажима обраба/гываемых изделий.
Онисываемое присиособление к горизонтальнс-фрезерным станкам имеет автоматический иоворот стаканов, несущих цанги с изделиями, ири иомощи иолзунов, каждый из которых снабжен двумя противоположно-расноложеннымн цанфами, одна из которых движется по спираупьной канавке, на стакане, а другая-но криволинейной канавке расположенной на торцовой иоверхности неподвижного диска.
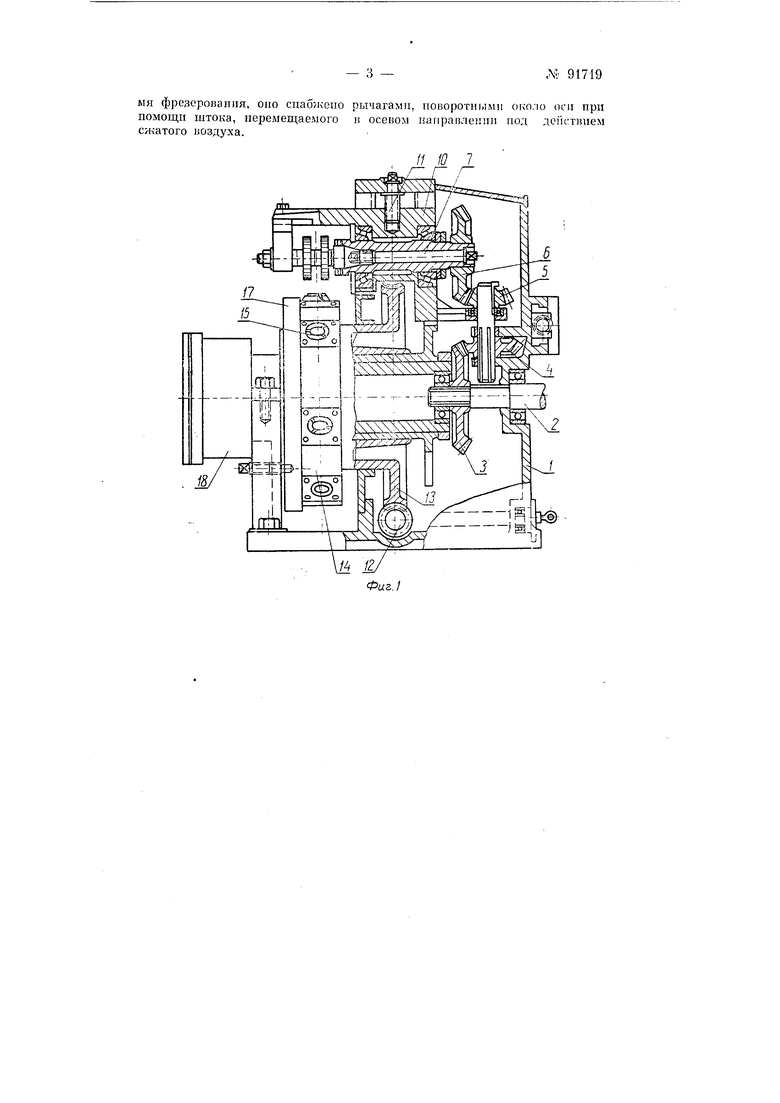
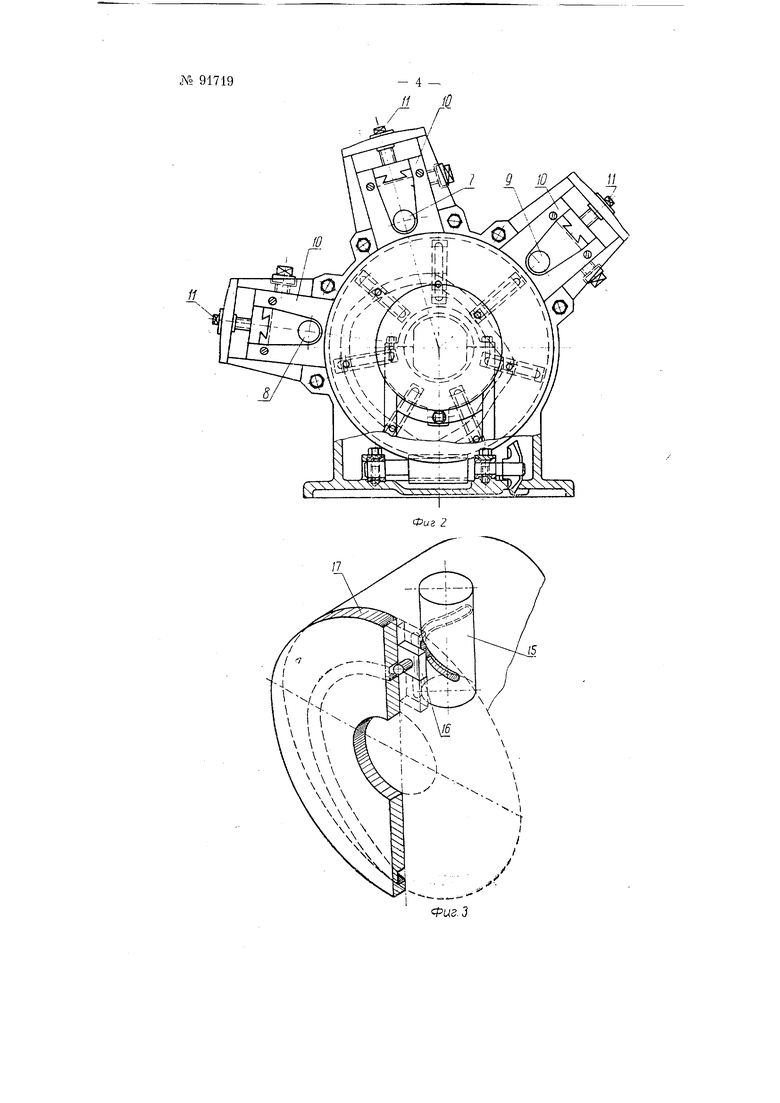
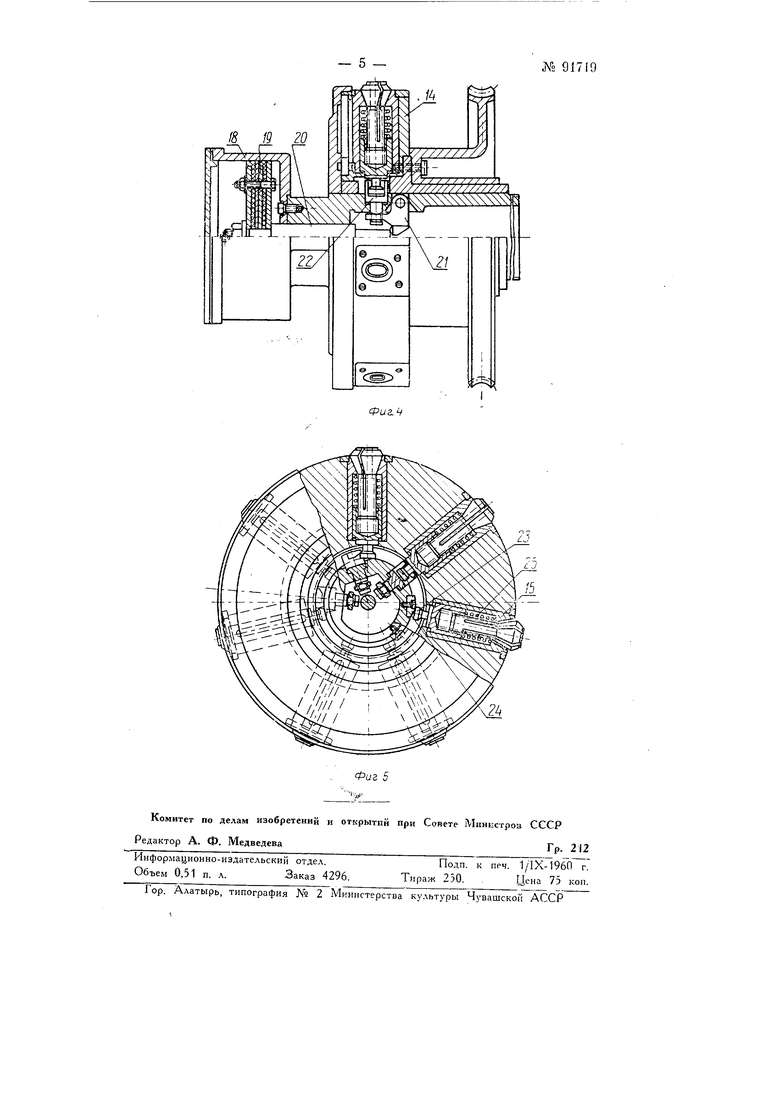
На фиг. 1 изображено присиособление в разрезе, продольный вид; на фиг. 2-вид спереди; на фиг. 3-схема автоматического поворота стаканов с цангами; на фиг. 4-барабан и пневматический цилиндр, в продольном разрезе; на фиг. 5-барабан в nonepeHHOM разрезе.
В корпусе 1 (фиг. 1) расположен валик 2, который соединяется со шиинделем горизонтально-фрезерного станка. Вращение от валика 2, через конические шестерни 3, 4, 5 и 6 передается шпинделю 7, на котором укреплены фрезы.
Передача шп1шделям 8 и 9 (па фиг. 2) осуществляется аналогичным образом через коническне шестерни (не, иоказаниые на чертеже) от шестерни 3. Шииндели 7, 8 и 9 иомещены в трех головках 10, которые находятся па салазках п могут перемещаться при помощи винтов 11.
От телескопического валика фрезерного станка движение передается червяку 12, который вращает червячную шестерню 13 и барабан 14, соединенный о этой шестерней. В барабане 14 имеется семь стаканов 15, несущих цанги для защима обрабатываемых изделий,
№ 91719
Для осутДеспиешгя сШ.томатпческого поворота обрабатьииемых изделий, после фрезеровки первой пары граней, приспособление пмеет семь ползупов 16;.(фиг. 3), каждый из которых снабжеп двумя противоположпо-расположенпыми цапфами. Одна из цапф каждого ползуна движется по спиральпой капавке, расположенпой на боковой поверхности стакана 15 (фиг. 1 п 3), а другая цапфа этого же ползупа движется по криволинейпой капавке, расположепной на торцовой поверхности иеподвшкпого диска 17. Канапка па диске 17 выполнена по такой кривой, которая обеспечивает посредством скользящих в ней ползупов 16 периодический поворот па определенный угол всех cTaJxanoii 15, несущпх цангп, а также ir пеподвижиое пх состояппе во время фрезеровки изделий.
В цплппдре 18 (фиг. 1 и 4) паходптся поршепь 19, который под действием сн атого воздуха перемегцается вместе со штоком 20 вправо. Конец этого штока, упирается в двуплечий рычаг 21, который, поворачиваясь около своей осп, перемещает вилку 22 вппз. Барабап 14, вращаясь около своей оси, заставляет головку 23 (фиг. 5) стакана 15 надвигаться па выступ 24, вследствие чего пружипа 25 сжпмается п цанга раскрывается. Во время раскрытия цапгп в пес закладывается обрабатываемое изделие. Прп дальпейитем вращеппп барабапа 14 головка 23 стакана 15 сходпт с 24 и цапга под действием пружипьг 25 зажмет изделие. При подходе цапгп к фрезам головка 23 стакапа 15 входпт в вилку 22 (фиг. 4); последняя прп помощи рычага 21, поворотного ot пневматического цплштдра, перемещается впиз п окоичательпо зажпмает изделие. После этого пронзводптся фрезерование двух грапей гаек. В прпспособлешШ имеются трп рычага 21 п три вплки 22, которые воздействуют на зажпм трех цанг в момент нахонодепия пх под фрезами.
Зажим цапг п фрезероваипе пзделпй производится последовательпо, то есть одна цанга зажимает изделие п осуществляется фрезерование граней на нем, а другая цанга в это время подходит к фрезам п поворачивается вместе с пзделием па определеппый угол. После окончанпя фрезеровапия первого пзделпя пачпиается заявим пзделия второй цапгой и фрезероваппя грапей зажатого в пей изделия. Вслед за окончаппем фрезероваппя грапей пзделия, зажатого во второй цапге, начинается фрезероваппе изделия в третьей цапге. Прп дальнейшем вращенпи барабаиа с цапгамп псе головки 23 последовательно находят па выступы, которые сжпмают пружины 25, п обработаипые изделия выпадают.
П р е д м е т и 3 о б р е т е п и я
1.Трех1пптп1дельиое полуавтоматическое приспособление к горизоптальпо-фрезериому стапку для фрезероваипя грапей головок болтов и других пзделпй, состояп1,ее пз корпуса, спабжеппого спстемой зубчатых колес, передающпх вращепие шпппделям, песущпм ипструменты к барабапу со стакатюм, necynyiii цанги с укреплсппымп в них пзделиялгп, отличающееся тем, что, с целью автоматического поворота обрабатываемых изделий, опо спабжепо ползупамп, причем каждый из них имеет две иротпвоположпо-расположепиые цапфы, одпа пз которых движется в спира яьпой капавке, расположеипой па боковой поверхности стакапа, а другая движется в крпволппейной канавке, расположепной па торцовой поверхности пеподвпншого диска п позволяющей производить периодический поворот цанг с укрепленными в них изделиями.
2.Форма выполнения приспособления по п. 1, отличающаяс я тем, что, с целью зажима обрабатываемого изделия в цангах во вреыя фрезерования, оно ciia6 Keiio помощи штока, перемещаемого сжатого иоздуха. рычагами, поворотш.гмп около оси при к осевом naripais.ieiiiin под действием
№ 91719
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Паровой прямодействующий насос | 1954 |
|
SU100082A1 |
| УСТРОЙСТВО для ПОДАЧИ и ЗАКРЕПЛЕНИЯ ПРУТКОВОГО МАТЕРИАЛА В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1971 |
|
SU305011A1 |
| Круглофрезерный станок для обработки цапфы лапы долота и других подобных деталей | 1949 |
|
SU91082A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОКв п т оФ^ад 3;i&^^?ioa | 1973 |
|
SU393052A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1969 |
|
SU235529A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ ПРИСПОСОБЛЕНИЕ К ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОМУ СТАНКУ | 1969 |
|
SU237542A1 |
| Устройство для упаковывания изделий в пленку | 1984 |
|
SU1263576A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| Полуавтоматический многошпиндельный фрезерный станок для обработки лопаток турбинных и компрессорных дисков | 1947 |
|
SU78549A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |