(54) СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЦИЛИНДРИЧЕСКИХ Изобретение относится к бумагодела тельному производству и предназначено гфеимущественно для изготовления сотовых валов бумагоделательных машин. Известны сотовые валы, составленные из прямолинейных продольных элементов, соединенных гофрированными лентами, составляющими поперечные элементьи Причем поперечные элементы изготавли-вают путем штамповки. Форма штампован ной гофрированной ленты обеспечивает радиальное направление продольных поперечных элементов IJ. . Однако изготовление штамповков гофрированных лент трудоемко. Штампы име ют сложную конструкцию. Известен способ изготовления сотовых цилиндрических Изделий, включающий гофрирование полос листового материала, соединение их с продольными несущими элементами в отдельные блоки и сборку блоков с образованием изделия 2.
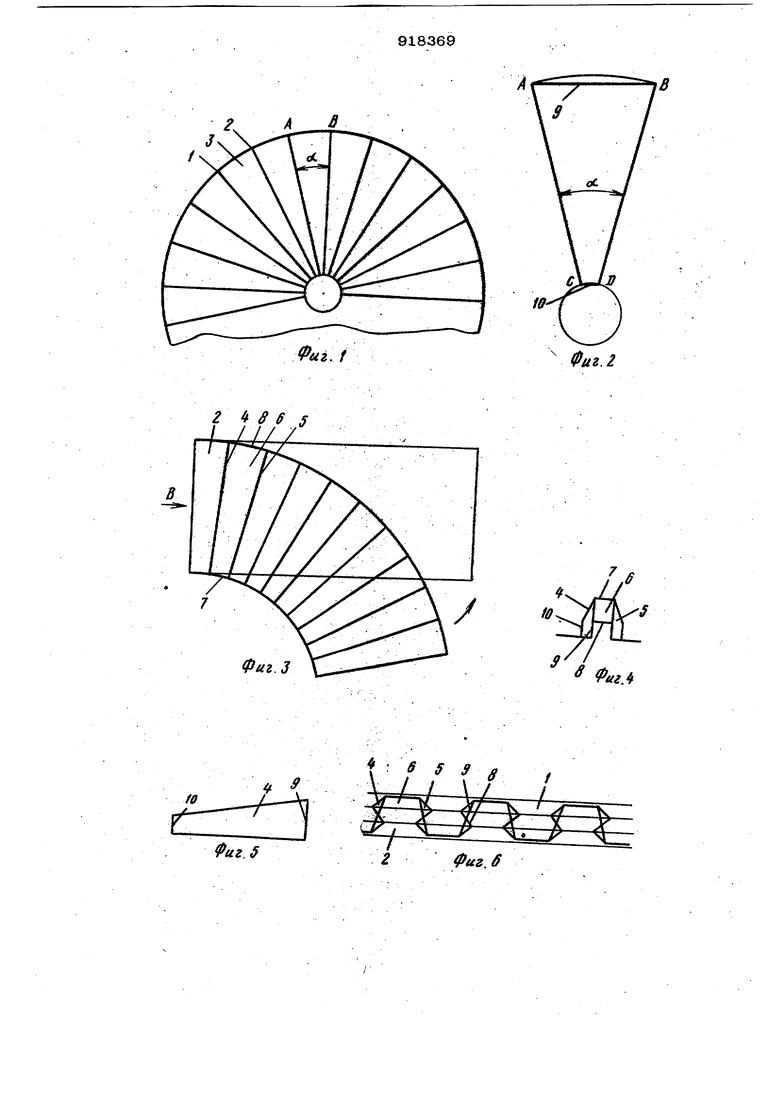
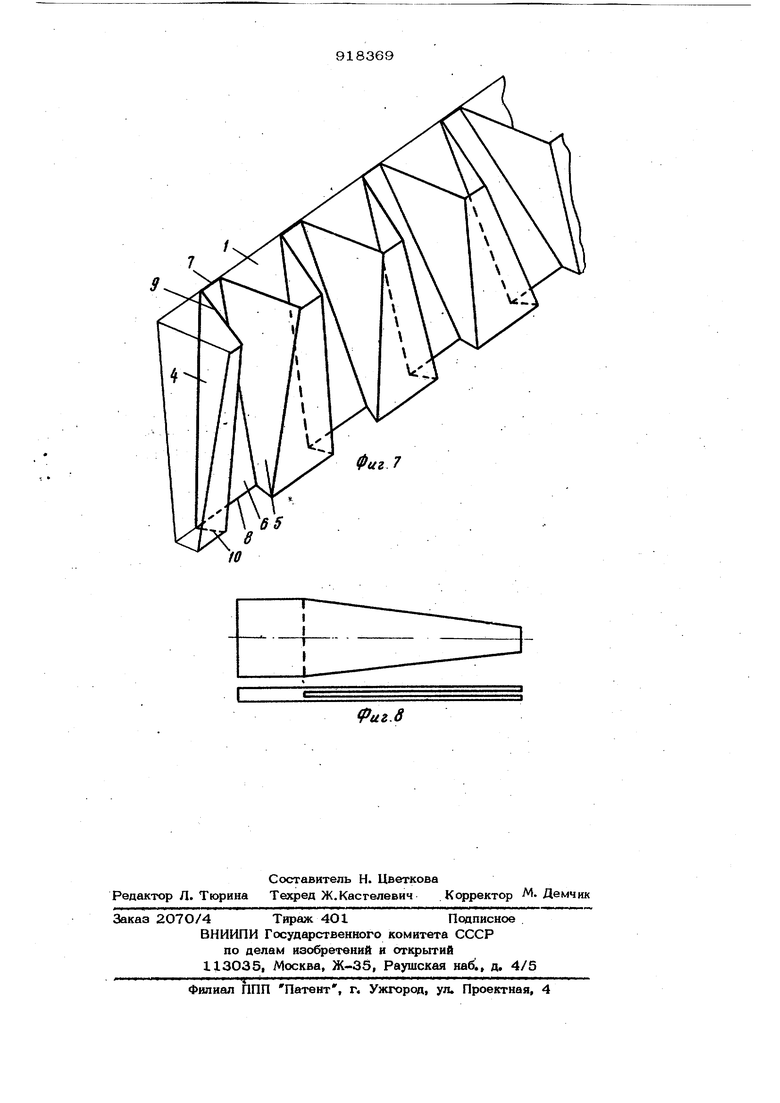
ИЗДЕЛИЙ Однако этот способ трудоемок. Вал не имеет достаточную прочность и жесткость. Целью изобретения является упрощение изготовления вала и увеличение прочности. Достигается это тем, что гофрирование производят по трапецеидальному щаблону с получением изогнутых по терцу полос, которые перед соединением с продольными несущими элементами спрямляют, причем пря сборке блоков меньшие основания вершин гофр трапеции располагают со стороны, образующей наружную поверхность изделия., Способ позволяет получить аилиндрическое тело большой прочности и жесткости. Способ не требует сложного штампового оборудования. На фиг. 1 изображено цилиндрическое иэделие, вид с торца; на фиг. 2 - часть наделия; на фиг. 3 - гофрированная лента, из которой образуются поперечные элемеигы; на фиг. 4 - 6 - то же, отдель 39 кые виды; на фиг. 7 - часть вала, аксоно метрия; на фиг. 8 - форма шаблона. Способ позволяет получить цилиндрическое изделие типа сотового вала или цилиндра, состоящего из продольных прямолинейных элементов типа 1 и2 (фиг. 1 между которыми установлены поперечные элементы 3, обеспечивающие радиальное расположение элементов 1 и 2 под углом d . Элемент 3 выполнен из гофрированной ленты. Способ изготовления цилиндрического изделия заключается в следующем. Ленту изгибают по трапецеидальному шаблону, профиль которого АВСД равен проекции сектора, обеспечивающего радиальное расположение прямолинейных продольных элементов (фиг. 2) под углом dL Таким образом, вершина 6 и боковые стенки 4 и 5 гофры имеют форму трапеции (фиг. 3 - 5). При таком сгибании лента сворачивается в дугу на торец, как показано на фиг. 3. Затем согнутую ленту спрямляют на торец и прикрепляют вершиной 6 последовательно к прямрлинейному элементу, например, 2 (фиг. З). При этом край 7 находится со стороны, образующей наружную поверхность изделия, а край 8 - внутри (фиг. 4 и 7). Это возможно из-за того, что боковые стенки 4 и 5 гофров перекручиваются. Края 9 и 10 перекручиваются, как показано на фиг. 6. Это искривление имеет небольшую величину. Приближенно можно сказать, что стенки 4 и 5 перекручиваются в торсовую поверхность. Одновременно к вершинам гофров с другой стороны прикрепляют прямолинейную полосу 1. Таким образом, последовательно набирают все изделие. Все датали скрепляют известным образом сваркой или клеем. Изготовлена модель изделия по предложенному способу. Ячеистый валик имеет диаметр 2ОО мм. 9 Размер сектора АВ 20 мм, АС 9 мм. Толщина материала (сплав алюминия) 0,1 мм. По предложенному способу можно из- roTOBffTb валики разного назначения. Это могут быть рубашки для сушильных или сукиосушильных валов с небольшой толщиной рубашки. Можно сделать направляющие и ведущие валики типа трубчатых, полностью заполненные ячейками, как показано на фиг. 1. Валик имеет небольшой вес, а жесткость его достаА точна. Формула изобретения Способ изготовления сотовых цилиндрических изделий, преимущественно валов бумагоделательных машин, включающий гофрирование полос листового материала, соединение их с продольными несущими элементами в отдельные блоки и сборку блоков с образованием изделия, отл ичаюшийся тем, что, с целью упрощения способа при обеспечении повьШ1енной прочности изделия, гофрирование производят по трапецеидальному шаблону с получением изогнутых по торцу полос, которые перед соединением с продольными несущими элементами спрямляют, причем 1фи сборке блоков меньшие основания вершин гофр трапеции располагают со стороны, образующей наружную поверхность изделия. Источники , информации, гфшштые во внимание при экспертизе 1.Патент США N 3590453, 29-121, кл. D 21 F 3/10. 2.Патент Франции № 2О18837, кл. D 21 F 1/ОО (прототип).
XfЛ
ttt.t

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Способ изготовления ячеистого вала | 1975 |
|
SU629268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
2 ff S 5
В
Фиг. J
fff
игЛ
fo
иг.5
Риг.8
