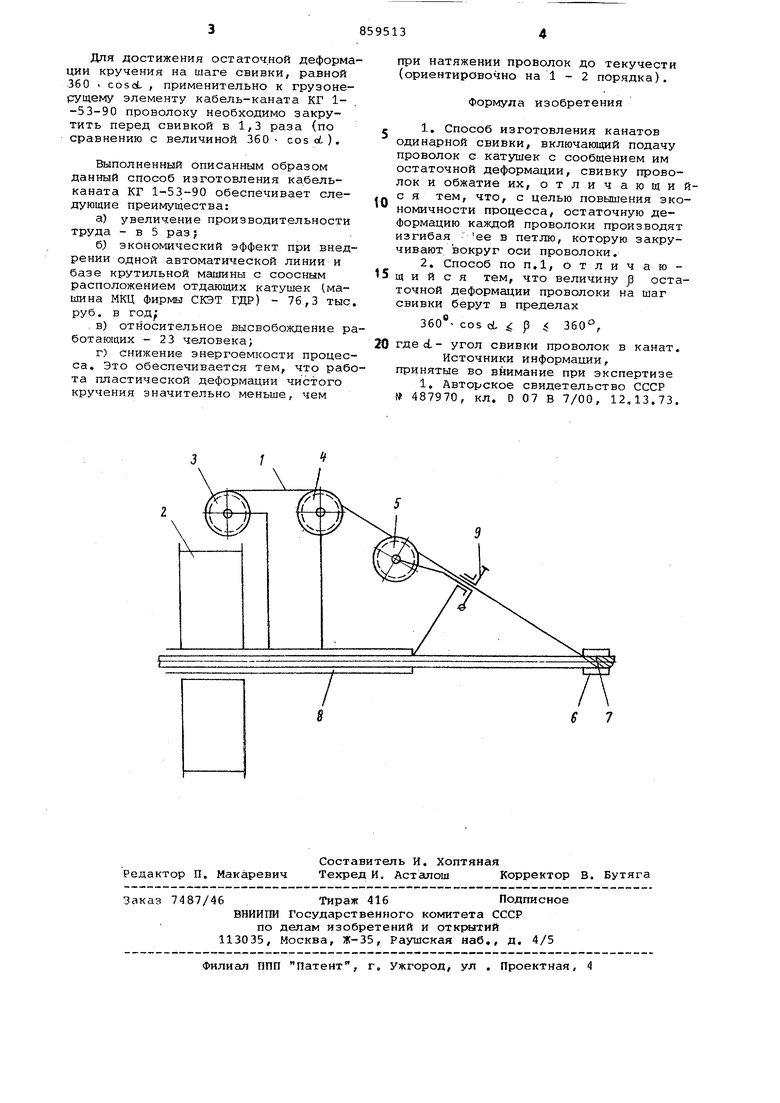
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ ОДИНАРНОЙ Изобретение относится к технологи изготовления проволочных спиральных канатов одинарной свивки, а также может быть использовано при изготовлении грузонесущих кабелей, например проволочной брони. Известен способ изготовления проволочных канатов, включающий подачу проволок с катушек с сообщением им остаточной деформации путем растяжения, свивку проволок и обжатие их И Существенным недостатком этого способа является его высокая энергоемкость, обусловленная большим тяговым усилием для достижения текучести в каждой проволоке. Цель изобретения - повышение экономичности за счет снижения энергоемкости процесса изготовления канатов. Поставленная цель достигается тем что остаточную деформацию каждой про волоке сообщают, изгибая ее в петлю, которую закручивают вокруг оси прово локи, при этом величина В остаточной деформации проволоки на шаг свивки находится в пределах: 360° cos i J3 360°, где ct - угол свивки проволок в канат (обычно 15-25 ). СВИВКИ На чертеже представлена схематичная конструкция устройства для выполнения способа. Проволока 1, сматываясь с отдающей катушки 2, проходит через направляющий ролик 3, огибает фиксирующий кручение ролик 4 и опорный ролик 5 и свивается с другими проволоками в калибре б. Ролики 3, 4 и 5 синхронно вращаются вокруг свиваемого каната 7 с частотой вращения крутильной клети 8. Кроме того, ролик 5 вращается вок-. руг оси проволоки 1 от шестерни 9, связанной с приводом (не показан). Частота вращения ролика 5 вокруг проволоки превышает частоту вращения клети В в 1,1 - 2,0 раза и противоположна ей по направлению. Принудительным вращением ролика 5 вокруг оси проволоки 1 последней сообщается пластическая деформация кручения на участке между роликами 4 и 5 , Пример. В лабораторной установке производилось закручивание проволоки применительно к грузонесущему элементу кабель-каната КГ 1-53-90, Образец проволоки длиной 417 мм с иаметром 1,1 мм закручивался на стене, после чего отпускался и измерялся угол упругой отдачи.
Для достижения остаточной деформации кручения на шаге свивки, равной 360 cosoL , применительно к грузонерущему элементу кабель-каната КГ 1-53-90 проволоку необходимо закрутить перед свивкой в 1,3 раза (по сравнению с величиной 360- cosot).
Выполненный описанным образом данный способ изготовления кабельканата КГ 1-53-90 обеспечивает следующие преимущества:
а)увеличение производительности труда - в 5 раз;
б)экономический эффект при внедрении одной автоматической линии и базе крутильной машины с соосным расположением отдающих катушек (машина МКЦ фирмы СКЭТ ГДР) - 76,3 тыс руб. в год
в) относительное высвобождение работающих - 23 человека;
г) снижение энергоемкости процесса. Это обеспечивается тем, что работа пластической деформации чистого кручения значительно меньше, чем
при натяжении проволок до текучести (ориентировочно на 1 - 2 порядка).
Формула изобретения
1.Способ изготовления канатов одинарной свивки/ включающий подачу проволок с катушек с сообщением им остаточной деформации, свивку проволок и обжатие их, отличающийс я тем, что, с целью повышения экономичности процесса, остаточную деформацию каждой проволоки производят изгибая ее в петлю, которую закручивают вокруг оси проволоки.
2.Способ ПОП.1, отличаю5 щ и и с я тем, что величину J3 остаточной деформации проволоки на шаг свивки берут в пределах
cos d р 360,
0 где А - угол свивки проволок в канат.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 487970, кл. D 07 В 7/00, 12,13.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скрутки проволочной брони грузонесущих кабелей | 1978 |
|
SU918978A1 |
| Канатовьющая машина | 1981 |
|
SU910009A1 |
| Способ изготовления металлических канатов | 1981 |
|
SU1041610A2 |
| Способ свивки каната | 1975 |
|
SU547486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ КАНАТОВ ЗАКРЫТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243053C1 |
| Способ рихтовки каната | 1984 |
|
SU1159967A1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
