(54) ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
1
Изобретение относится к обработке металлов давлением, в частности к инструментам для чистовой и упрочняющей обработки внутренних поверхностей деталей, и, может быть использовано при обработке деталей типа тел вращения, например цилиндров, гильз, втулок и других, поверхностным плас тическим деформированием.
По основному авт. св. № 664826 известен инструмент с деформирующими элеменTaMji, расположенными в кольцевой камере ю Корпуса и воспринимающими воздействие рабочего агента, подаваемого через осевой канал и отверстия, смещенные в сторону движения деформирующих элементов. Причем в качестве деформирующих элементов применены ролики с опорными цапфами 1.
Недостатком известного инструмента является наличие утечки рабочего агента из кольцевой камеры через кольцевые канавки кол.ец, а также в зазоры между деформирующими элементами, что приводит к сии- 20 жению давления сжатого воздуха в кольцевой камере и эффективности воздействия деформирующих элементов на обрабатываемую поверхность. Кроме того, при движении
деформирующих элементов по круговой траектории в кольцевой камере они соверщают, сложное колебательное движение относительно оси инструмента. Так, находясь в районе расположения отверстий для подвода рабочего агента, деформирующие элементы прижимаются к обрабатываемой поверхности заготовки, а в пространстве между этими отверстиями непосредственное воздействие рабочего агента на деформирующие элементы отсутствует и они смещаются к оси инструмента в пределах зазоров в кольцевой камере. Такое колебательное движение деформирующих элементов приводит к тому, что между ними происходит соударение (косой удар), что также ведет к потерли кинетической энергии и снижению воздействия деформирующих элементов на обрабатываемую поверхность заготовки. Все это уменьщает контактные давления в зоне деформирования, а следователь 1о, снижает производительность и качество обработки.
Цель изобретения - повыщение производительности и качества обработки.
Цель достигается тем. что камера снабжена дополнительны.ми кольцами с канавками под цапфы роликов, установленными с возможностью ноБОрота, при этом в кольцах по осям канавок и в корпусе выполнены отверстия для подвода рабочего агента, причем ОСИканавок и отверстий расположены радиально.
Кроме того, отверстия в корпусе для подвода рабочего агента к одному ряду цапф роликов смещены в угловом наг1равлении относительно другого ряда.
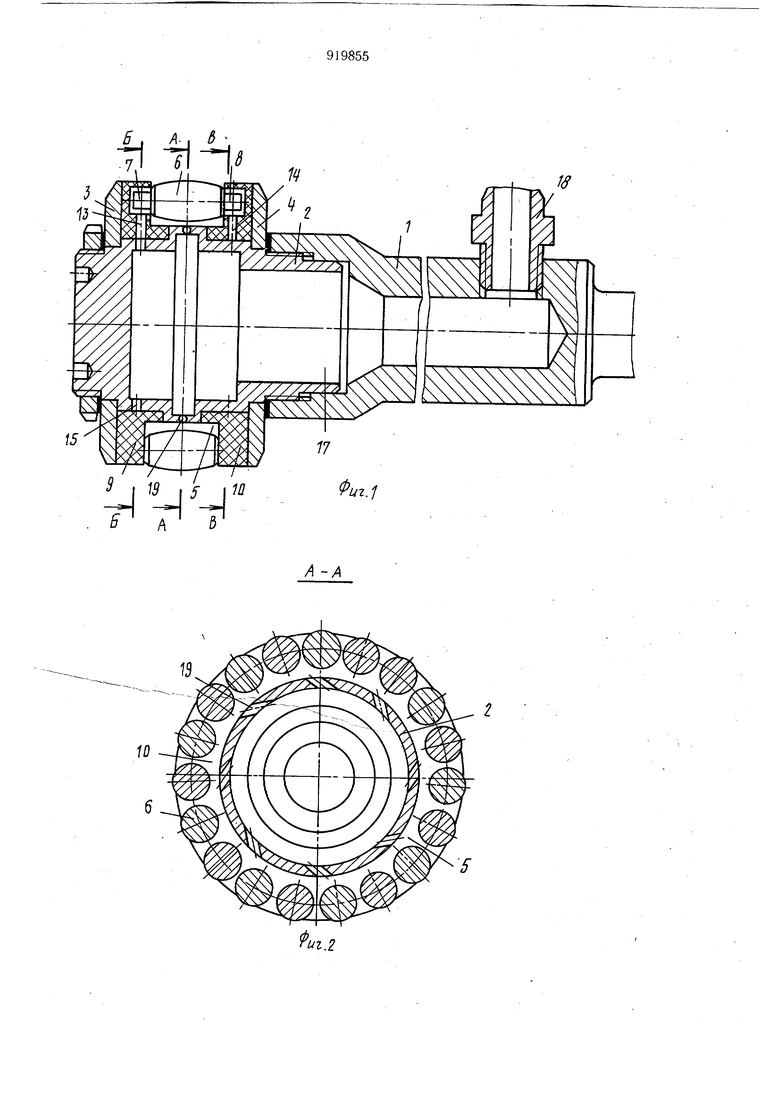
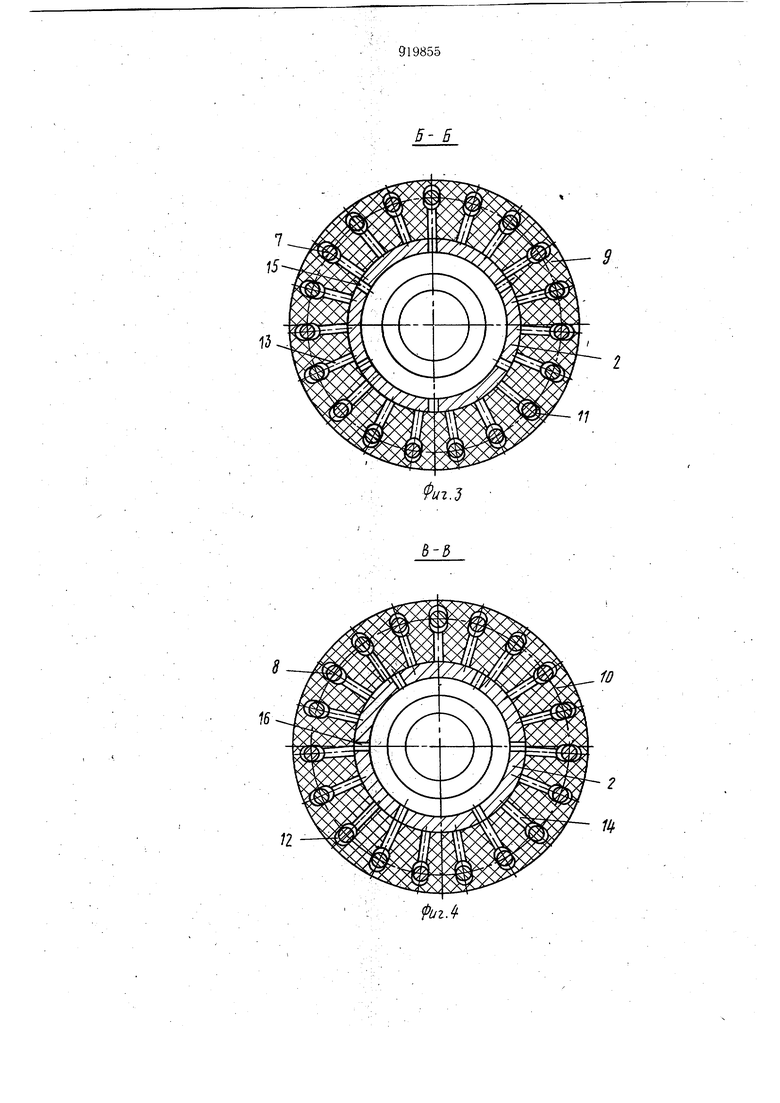
На фиг. 1 изображен инструмент для чистовой обработки тел вращения методом пластической деформации; на фиг. 2 - разрез А-А на фиг. ; на ф.иг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В - В на фиг. 1; на фиг. 5 - положение деформирующего элемента в момент совпадения отверстия в дополнительно.м кол1)Це, служащем для размещения левых цапф деформирующих элементов, с дополнительным отверстием в корпусе инструмента; на фиг. 6 - положение деформирующего эле.мента в момент совпадения отверстия в дополнительном кольце, служащем для размещения,правых цапф деформирующих элементов, с дополнительным отверстием в корпусе инструмента.
Предлагаемый инструмент состоит из оправки I с установленным в ней корпусом 2, несущим кольца 3 и 4, образующие кольцевую камеру 5 с размещенными в ней деформирующими элементами 6, выполненными, в виде бочкообразных роликов с цапфами 7 и 8. Кольцевая камера 5 снабже:1а дополни. тельными,: контактирующими с торцами роликов 6 кольцами 9 и 10, установленными с возможностью вращения вокруг оси инструмента и оснащенными радиально расположенными канавками 11 и 12, служащими для размещения цапф 7 и 8 деформирующих элементов 6. При этом торцы роликов 6, контактирующие с дополнительными кольцами 9 и 10, .выполнены по сфере диаметром, равным длине деформирующего элемента 6. Дополнительные кольца 9 и 10 содержат выполненные в радиальном направлении отверстия 13 и 14 для подвода рабочего агента в канавки 11 и 12, ОД.ИН конец каждого из которых обращен соответственно к цапфам 7 и 8 ролика 6, а другой взаимодействует с введенными в корпус 2 инструмента дополнительными радиально расположенными отверстиями 15 и 16 для подвода рабочего агента, -причем дополнительные отверстия 15, обращенные к цапфе 7 деформирующего элемента 6, смещены относительно отверстий 16, обращенных к цапфе 8 ролика 6 в плоскости, перпендикулярной оси инструмента. Дополнительные кол.ьца 9 и 10 выполнены из материала, обладающего низкой плотностью и малым коэффициентом трения скольжения, например капрона. В оправке 1 и корпусе 2 размещен осевой канал 17, сообщающийся через штуцер 18 с источником сжатого Воздуха (не показан). Осевой канал 17 соединен с кольцевой камерой 5 посредством тангенциально расположенных отверстий 19, а с канавками И и 12 дополнительных колец 9 и 10 - через дополнительные отверстия ,15 и 16 корпуса 2 и отверстия 13
и 14 дополнительных колец 9 и 10.
Обработка предлагаемым инструментом осуществляется следующим образом.
Обрабатываемую заготовку устанавливают и закрепляют в патроне станка и сообщают ей вращательное движение, а инструменту - осевое пере.мещение с рабочей подачей. Затем в осевой канал 17 через щтуцер 18 подают из источника рабочего агента сжатый воздух, который, поступая в кольцевую камеру 5 через тангенциально расположенные отверстия 19 корпуса 2, воздействует на деформирующие элементы 6, разгоняет их в кольцевой камере 5 и сообщает им вращательное движение по круговой траектории. Деформирующие элементы 6 прижимаются к обрабатываемой поверхности заготовки, образуя точечные пятна контакта в зоне деформирования всл дствие бочкообразной формы роликов 6, что позволяет создать повыщенные контактные давления в зоне контакта. Одновременно с вращением деформирующих элементов 6 по круговой траектории в кольцевой камере 5 начинают вращаться дополнительные кольца 9 и 10, поскольку цапфы 7 и 8 роликов 6.размещены в радиально расположенных канавках 11 и 12 дополнительных, колец 9 и 10. При этом происходит периодическое совпадение отверстий 13 и 14, расположенных в дополнительных кольцах 9 и 10, с дополнительными отверстиями 15 и 16, раз.мещенными в корпусе 2. При периодическом совпадении отверстия 13 до.полнительного кольца 9 с дополнительным
отверстием 15 корпуса 2 сжатый воздух из осевого канала 17.поступает через дополнительные отверстия 15 и отверстие 13 в канавку 11, воздействуя на цапфу 7 (левую) ролика 6 силой истечения струи сжатого воздуха, что вызывает перемещение цапфы 7 в канавке 11 от инструмента, разворот деформирующего элемента 6 в плоскости, проходящей через ось инструмента, и вследствие этого смещение пятна контакта ролика 6 с обрабатываемой поверхностью заготовки к его торцу, сопряженному с цапфой 7 При Дальнейщем вращательном движении ролика 6 и дополнительных колец 9 и 10 в кольцевой камере 5 отверстие 13 дополнительного кольца 9 смещается относительно дополнительного отверстия 15 и перекрывается корпусом 2,-что прерывает подачу сжатого воздуха в канавку II, а отверстие 14 дополнительного кольца Ю совпадает с одним из дополнительных отверстий 16 корпу-са 2 из-за смещения последних в окружном
направлении относительно отверстий 15. При этом сжатый воздух из осевого канала 17 поступает через дополнительное отверстие 16 и отверстие 14 в канавку 12 дополнительного кольца 10 и воздействует на ца-пфу 8 (правую) ролика 6 своей струей. Цапфа 8 перемещается в канавке 12 от оси инструмента, деформирующий элемент 6 разворачивается в плоскости, проходящей через ось инструмента, а пятно контакта ролика 6 с обрабатываемо.й поверхностью заготовки смещается к .торцу ролика 6, сопряженному с цапфой 8, перемещаясь по всей длине образующей деформирующего элемента 6 от одного его торца к другому. Затем отвер.стие 14 смещается относительно дополнительного отверстия 16 и перекрывается корпусом 2, что прерывает пбдачу сжатого воздуха в канавку 12 дополнительного кольца 10; Отверстие 13 совпадает со следующим дополнительным тверстием 15, и цикл колебательных движений ролика 6 в плоскости, проходящей через ось инстру у ента, повторяется. Так как торцы ролика 6 выполнены по сфере диаметром, равным его длине, это позволяет беспрепятственно соверщать ему указанные колебательные движения в кольцевой камере 5. Следовательно, пластическое деформирование микронеровностей обрабатываемой поверхности осуществляется за счет периодического силового, воздействия сжатого воздуха, истекающего через тангенциально расположенные отверстия 19, на деформирующй-е элементы 6 центробежных сил, развиваемых роликами б от кинетической энергии струй сжатого воздуха, а также вследствие колеба-. тельных движений деформирующих элементов 6 под периодическим воздействием струй сжатого -воздуха на цапфы ролика 6, что вызывает периодическое смещение пятна комтакта и зоны деформации от одного торца к другому. Частоту колебательных движений ролика 6 выбирают за счет количества дополнительных отверстий 15 и 16 и их относительного смещения в плоскости, перпендикулярной оси инструмента, причем частоту колебательных движений выбирают такой , чтобы обеспечивалось полное смещение пятна контакта от одного торца к другому и обратно по всей длияе образующей деформирующего элемента за период колебания. При этом радиальное направление канавок-:- : и 12, отверстий 3 и 14 и дополнительных отверстий 15 и 6 обеспечивает получение наибольшего импульса воздействия сжатого воздуха на цапфы 7 и 8 ролика 6 и .наг именьщие потери на трение йри перемещении цапф 7 и 8 в канавках 1 и 12 дополнительных колец 9 и 10. Выполнение же дополнительных колец 9 и 10 из материала с низкой плотностью и малым коэффициентом трения, например капрона (плотность 1,13 г/ /см, коэффициент трения скольжения О,()...
...0,12), обеспечивает снижение потерь энергии на трение и вращение дополнительных колец 9 и 10.
Таким образом, размещение в предлагаемом инстру.менте роликов бочкообразной фор.мы, установленных с возможностью возвратно-качательного перемещения в плоскости, проходящей через ось инструмента, и дополнительных, выполненных из капрона, колец, расположенных с возможностью вращения вокруг оси инструмента и оснащенных
радиально расположенными канавками для размещения цапф роликов- и отверстиями для подвода рабочего агента, один конец каждого из которых обращен к цапфе ролика, а другой - взаимодействует с введен- ными в Корпус инструмента дополнительными отверстиями для подвода рабочего агента, позволяет создать повыщенные контактные давления в зоне деформирования вследствие получения точечного контакта деформирующих элементов с обрабатываемой поверхностью заготовки, используя при этом всю длину образующей ролика, за счет возвратцо-качдтельных колебательнь1х движений деформирую1цих элементов в плоскости, проходящей через ось инструмента, что вызывает более интенсивное деформирование
микронеровностей обрабатываемой поверхности заготовки и улучщить ее качество в 1,3...1,6 раза по сравнению с известными инструментами.
30
формула изобретения
1.Инструмент для чистовой обработки тел вращения методом пластической деформации по авт. св. № 664826, отличающийся
тем, что, с целью повыщения производительности и качества обработки, камера снабжена дополнительными кольцами с канавками под цапфы роликов, установленными с возможностью поворота, при этом в кольцах по осям канавок и в корпусе выполнены отверстия для подвода рабочего агента.
2.Инструмент по п. 1, отличающийся тем, что оси канавок и отверстий расположены радиально.
3.Инструмент по пп. 1 и 2, отличающийся тем, что отверстия в корпусе для подвода
рабочего агента к одному ряду цапф роликов смещены в угловом направлении относительно другого ряда.
Источники . информации, лринятые во внимание при экспертизе 1. Авторское свидетельство СССР № 664826, кл. В 24 В 39/02, 973.
3 I 13 1 W
b 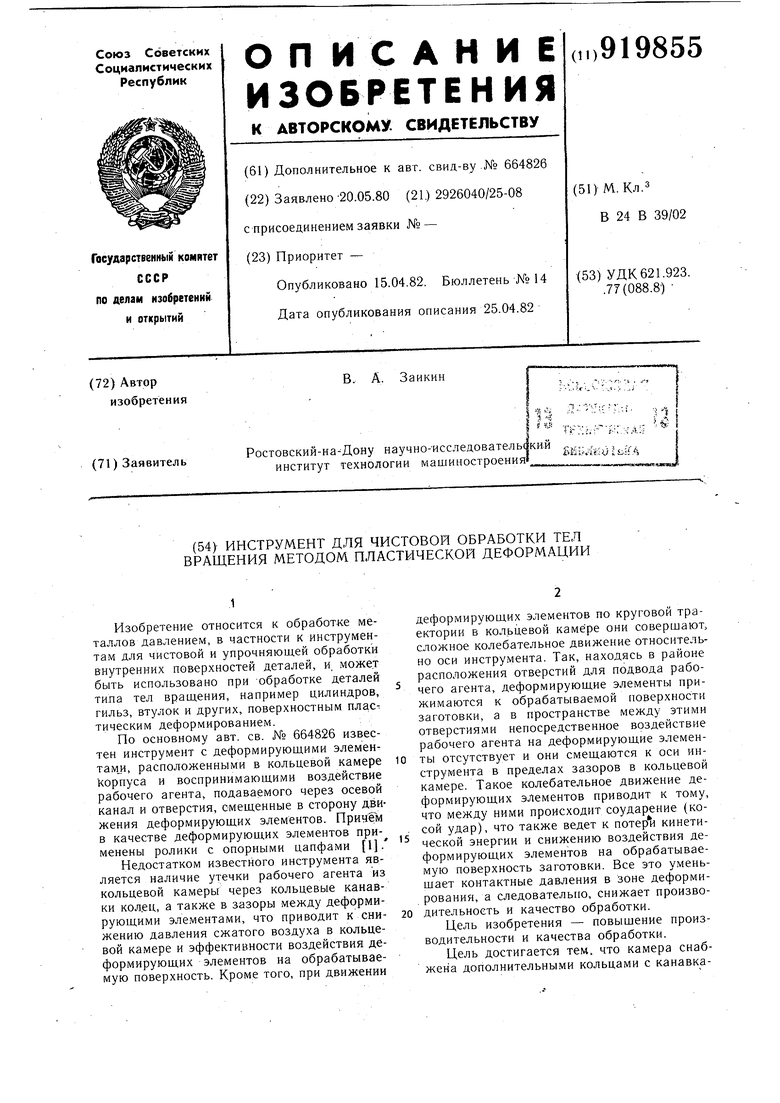


| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1980 |
|
SU921813A2 |
| Инструмент для чистовой и упрочняющей обработки отверстий деталей | 1981 |
|
SU948641A1 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU841939A2 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1979 |
|
SU861039A1 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU841940A2 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1980 |
|
SU929420A2 |
| Инструмент для чистовой и упрочняющей обработки тел вращения методом пластической деформации | 1981 |
|
SU959992A2 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU844253A2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
9 7
W
П
1
19 17 5
Фиг.Ь
8
Ф.Л
