(St) ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ТЕЛ
ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1980 |
|
SU919855A2 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU844253A2 |
| Инструмент для чистовой и упрочняющей обработки отверстий деталей | 1981 |
|
SU948641A1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1980 |
|
SU929420A2 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1979 |
|
SU861039A1 |
| Инструмент для чистовой обработкиТЕл ВРАщЕНия МЕТОдОМ плАСТичЕСКОйдЕфОРМАции | 1979 |
|
SU841940A2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239546C1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ОТВЕРСТИЙ | 2003 |
|
RU2239536C1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
,.
Изобретение относится к обработке металлов давлением, в частности к инструментам для чистовой и упрочняющей обработки внутренних поверхностей деталей , и может быть использовано при обработке деталей типа тел , например цилиндров, гильз, втулок и других, повёрхност-. ным пластическим дeфop 1poвaниeм.
По основному авт.св. W известен инструмент для чистовой обработки тел вращения методом плйстической деформации со свободно помещенными в кольцевой камере корпуса деформирующими элементами в виде роликов с опорными цапфами, размещенными в канавках, при этом деформирующие элементы воспринимают воздействие рабочего агента, подаваемого через осевой канал и соединенные с ним отверстия, выполненные в корпусе со смещением в сторону движения дефор- мирующих элементой 1 ,
Недостатком известного инструмента является то, что при использовании в качестве деформирующих элементов и роликов последние в процессе обработки образуют с обрабатываемой поверхностью заготовки пятна контакта, вытянутые в направлении подачи и ные длине ролика (линейный контакт). Это приводит к увеличению площади контакта роликов с обрабатываемой поверхностью заготовки, уменьшению контактных давлений в зоне обработки и, как следствие, к снижению качества обработанной поверхности.
Цель изобретения - повышение производительности и качества обработки.
Цель достигается тем, что инструмент дополнительно снабжен опорными роликами с цапфами, при этом канавки под цапфы деформирующих и опорных роликов выполнены радиальными.
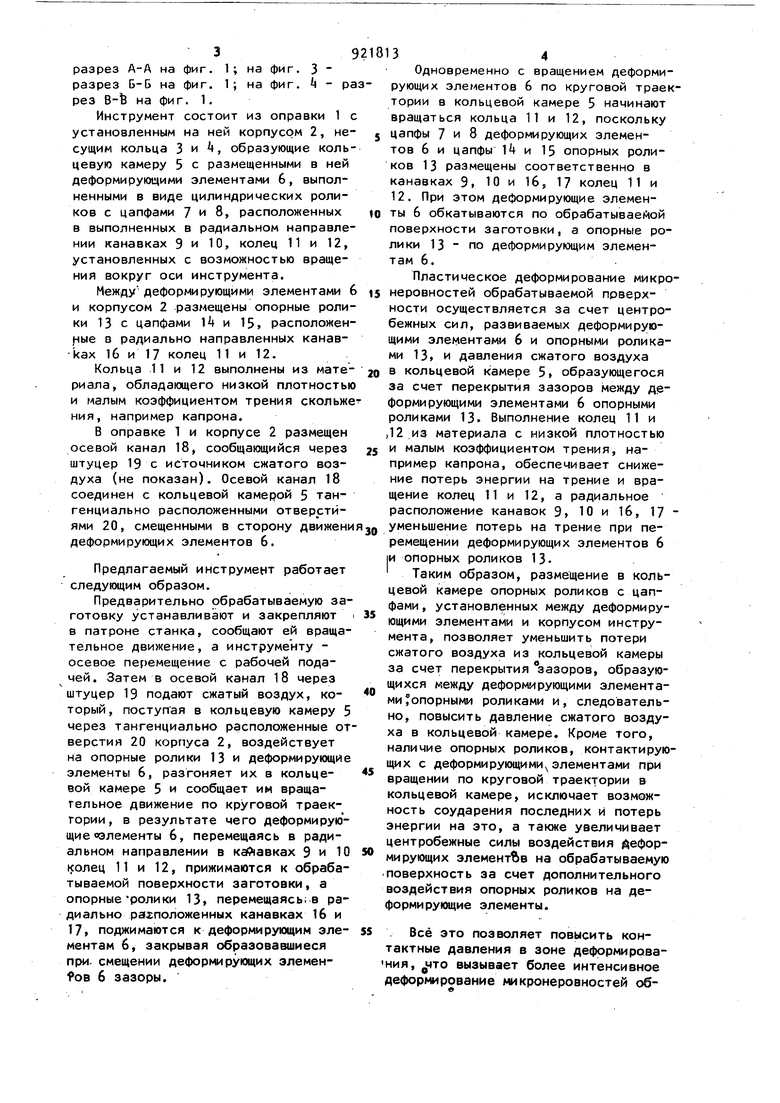
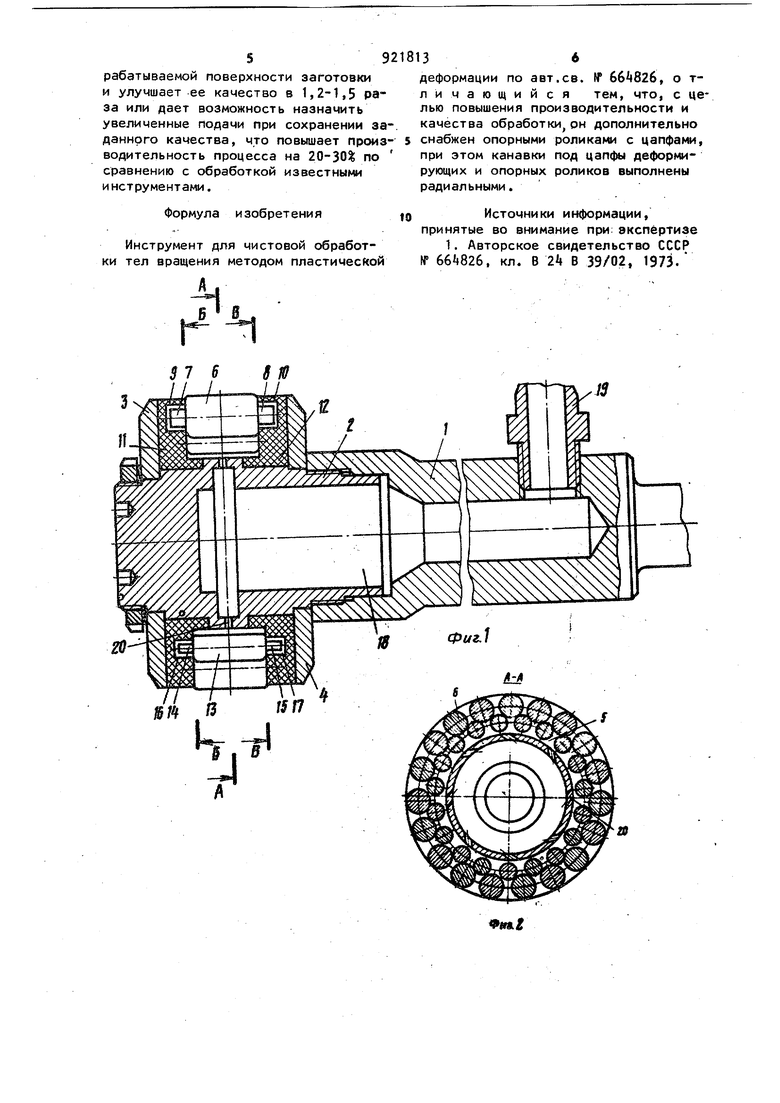
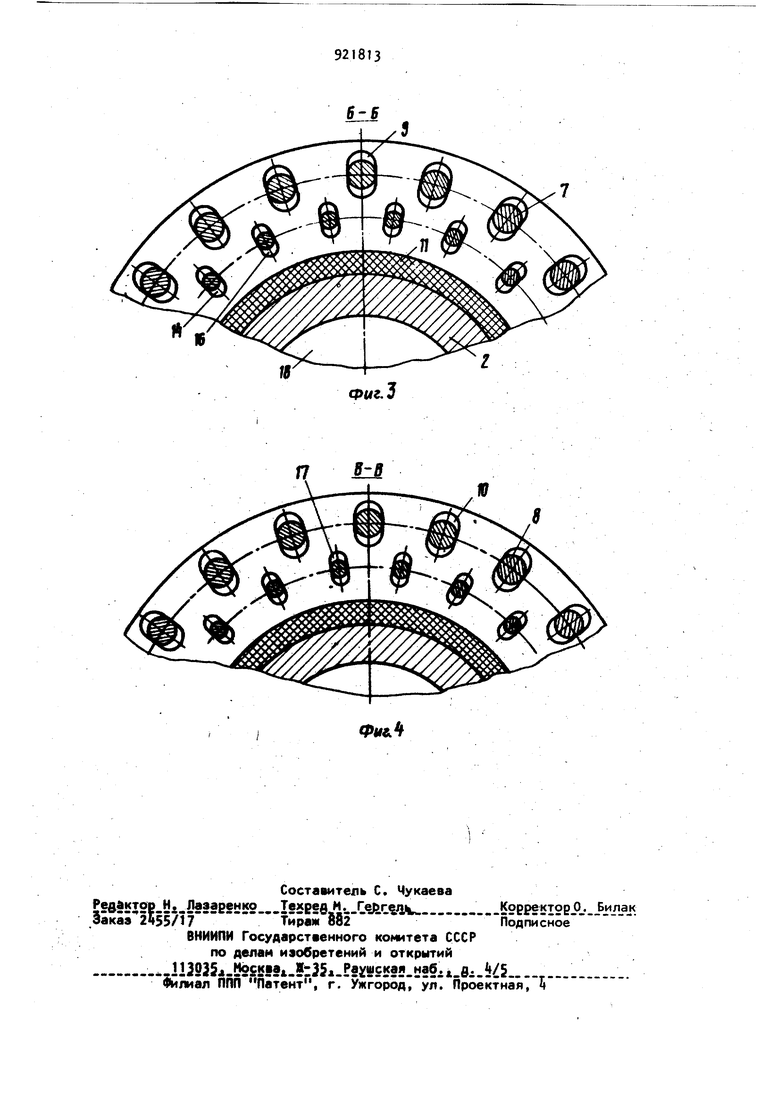
На фиг. 1 изображен инструмент для чистовой обработки тел вращения методом пластической деформации; на фиг.2разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 рез B-fe на фиг. 1. Инструмент состоит из оправки 1 с установленным на ней корпусом 2, несущим кольца 3 и , образующие кольцевую камеру 5 с размещенными в ней деформирующими элементами 6, выполненными в виде цилиндрических роликов с цапфами 7 и 8, расположенных в выполненных в радиальном направлении канавках 9 и 10, колец 11 и 12, установленных с возможностью вращения вокруг оси инструмента. Между деформирующими элементами 6 и корпусом 2 размещены опорные ролики 13 с цапфами 14 и 15, расположен ные в радиально направленных канавkax 16 и 17 колец 11 и 12. Кольца 11 и 12 выполнены из материала, обладающего низкой плотностью и малым коэффициентом трения скольже ния, например капрона. В оправке 1 и корпусе 2 размещен осевой канал 18, сообщающийся через штуцер 19 с источником сжатого воздуха (не показан). Осевой канал 18 соединен с кольцевой камерой 5 тангенциально расположенными отверстйями 20, смещенными в сторону движени деформирующиX элементов 6. Предлагаемый инструмент работает следующим образом. Предварительно обрабатываемую заготовку устанавливают и закрепляют в патроне станка, сообщают ей вращательное движение, а инструменту осевое перемещение с рабочей подачей. Затем в осевой канал 18 через штуцер 19 подают сжатый воздух, который, поступая в кольцевую камеру 5 через тангенциально расположенные от верстия 20 корпуса 2, воздействует на опорные ролики 13 и деформирующие элементы 6, разгоняет их в кольцевой камере 5 и сообщает им вращательное движение по круговой траектории, в результате чего деформирующие ««элементы 6, перемещаясь в радиальном направлении в каР авках 9 и 10 11 и 12, прижимаются к обрабатываемой поверхности заготовки, а опорныеролики 13, перемещаясь; в ради ал ьно расположенных канавках 16 и 17, поджимаются к деформирующим элементам 6, закрывая образовавшиеся при. смещении деформирующих элеменfoB 6 зазоры. 9 34 Одновременно с вращением деформирующих элементов 6 по круговой траектории в кольцевой камере 5 начинают вращаться кольца 11 и 12, поскольку цапфы 7 и 8 деформирующих элементов 6 и цапфы 14 и 15 опорных роликов 13 размещены соответственно в канавках 9, 10 и 16, 17 колец 11 и 12. При этом деформирующие элементы 6 обкатываются по обрабатываейой поверхности заготовки, а опорные ролики 13 - по деформирующим элементам 6. Пластическое деформирование микронеровностей обрабатываемой поверхности осуществляется за счет центробежных сил, развиваемых деформирующими элементами 6 и опорными роликами 13, и давления сжатого воздуха в кольцевой камере 5, образующегося за счет перекрытия зазоров между деформирующими элементами 6 опорными роликами 13. Выполнение колец 11 и ,12 из материала с низкой плотностью и малым коэффициентом трения, например капрона, обеспечивает снижение потерь энергии на трение и вращение колец 11 и 12, а радиальное расположение канавок 9, 10 и 1б, 17 уменьшение потерь на трение при перемещении деформирующих элементов 6 |и опорных роликов 13. Таким образом, размещение в кольцевой камере опорных роликов с цапфами, установленных между деформирующими элементами и корпусом инструмента, позволяет уменьшить потери сжатого воздуха из кольцевой камеры за счет перекрытия зазоров, образующихся между деформирующими элементами опорными роликами и, следовательно, повысить давление сжатого воздуха в кольцевой камере. Кроме того, наличие опорных роликов, контактирующих с деформирующими элементами при вращении по круговой траектории в кольцевой камере, исключает возможность соударения последних и потерь энергии на это, а также увеличивает центробежные силы воздействия йеформирующих элементов на обрабатываемую поверхность за счет дополнительного воздействия опорных роликов на деформирующие элементы. Всё это позволяет повысить контактные давления в зоне дефррмирования, что вызывает более интенсивное деформирование микронеровностей обрабатываемой поверхности заготовки и улучшает ее качество в 1,2-1,5 раза или дает возможность назначить увеличенные подачи при сохранении за данного качества, что повышает произ водительность процесса на 20-30% по сравнению с обработкой известными инструментами. Формула изобретения Инструмент для чистовой обработки тел вращения методом пластической
Т1 8 деформации по авт.св. № 66«82б, о тл и чающийся тем, что, с целью повышения производительности и качества обработки, он дополнительно снабжен опорными роликами с цапфами, при этом канавки под цапфы деформирующих и опорных роликов выполнены радиальными. Источники информации, принятые во внимание при; экспертизе 1. Авторское свидетельство СССР № . кл. В 2k В 39/02, 1973. П
Pif&4 JtJ
