При изготовлении крупных деталей из цветных металлов и сплавов методом литья или штамповки делается припуск на пос.тедуюп1ую механическую обработку или заготовка подвергается правке в специальных пресс-формах.
Предлагаемое устройство для исправления геометрической формы отливок состоит из стальных .южсментов. к которым прижимается подлежащая исправлению отливка. Отличительная особенность описываемого устройства заключается в то.м. что д.тя прижатия отливки к ложементам применяют натяжные изогнутые бол-ты, имеющие в верхней части отогнутые лапки.
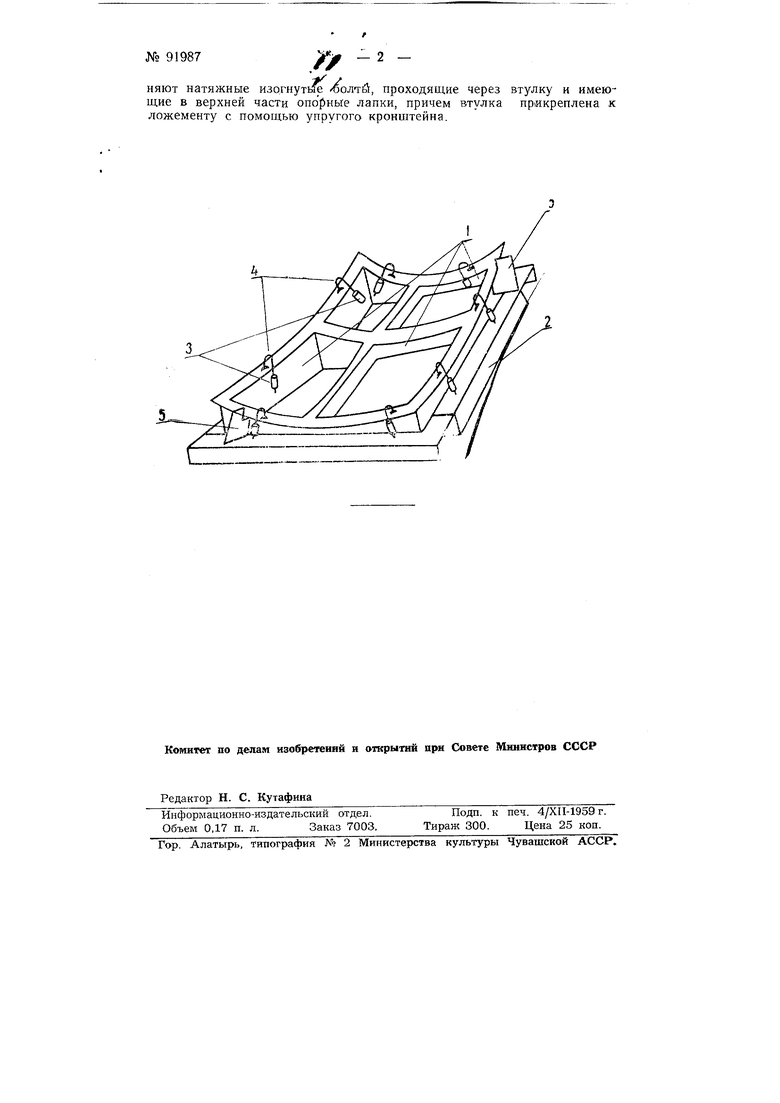
Па схематическом чертеже изображено оп.1 сываемое устройство.
Устройство состоит из ложементов /. монтированных на основании 2. К ложементам У привариваются втулки 3 для натяжных болтов 4. Натяжные болты 4 имеют в верхней части отогнутые лапки, взаимодействующие с исправляемой отливкой. Для заданной установки ОТЛИВК1И в ycTpoiicTBo последнее снабжено упорами 5, взаимодействующими с кромками отливки. Отливка устанавливается иа ложементы в подогретом состоянии и притягивается натяжными болта.ми. Пагрев отливки дл-я исправления может производиться и на самом устройстве с постепенным натягом натяжных болтов.
Описываемое устройство рекомендуется для исправления геометрической формы отливок при нагреве последней до температур, соответстйующих пластическому состоянию сплава. Устройство может быть использовано и для исправления деталей, изготовленных штал повкой и сваркой.
Предмет изобретения
Устройство для исправления геометрической формы отливок, о тличающееся тем, что д.1я прижатия отливок к ложементам ириме//
№ 91987
няют натяжные изогнуть болтй, проходящие через втулку и имеютые бо щие в верхней части опорные лапки, причем втулка прикреплена к ложементу с помощью упругого кронштейна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2016 |
|
RU2631837C2 |
| МАШИНА ДЛЯ ОТЛИВКИ ПОД ДАВЛЕНИЕМ | 1930 |
|
SU45558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| НАТЯЖНОЙ СОЕДИНИТЕЛЬ И КРЕПЕЖНАЯ СИСТЕМА | 2017 |
|
RU2738347C1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| Приспособление к машинам для отливки под давлением | 1931 |
|
SU28631A1 |
| БЛОК-МОДУЛЬ ФРОНТАЛЬНЫХ МЕХАНИЗМОВ ШВЕЙНОЙ МАШИНЫ | 2002 |
|
RU2215840C1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |