1
(21)4310363/23-02
(22)03.08.87
(46) 30.05.90. Бюл. № 20
(72) Л.П.Карелия, А.Е.Гринберг,
Ю.В.Плотников и Г.И.Васильева
(53)621.74.048 (088.8)
(56)Авторское свидетельство СССР № 1093385, кл. В 22 С 9/04, 1983.
Авторское свидетельство СССР № 1163964, кл. В 22 С 9/00, 1983.
(54)СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ТОНКОСТЕННЫХ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
(57)Изобретение относится к способам получения крупногабаритных тонкостенных отливок по выплавляемым моделям. Цель изобретения - повышение геометрической точности отливок.
Это достигается тем, что изготовление модели со вспомогательными формо-. сохраняющими элементами из водорастворимой соли собирают в блоки и растворяют в воде вспомогательные формосохраняющие элементы. Оболочковую форму получают послойным нанесением покрытия, после сушки которого из формы выплавляют модельный состав. После прокаливания форму заливают металлом. Переход от питателя к отливке выполнен по радиусу галтелью, а к коллектору - без радиуса, что приводит при охлаждении отливок и возникновению микронадрьгвов в питателе в месте их подвода и коллектора. После термической обработки литейных блоков от них отделяют отливки. 2 з;п. ф-лы, 9 ил., 1 табл.
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Модельный блок для отливки тонкостенных кольцевых заготовок | 1985 |
|
SU1258589A1 |
| Способ изготовления керамической формы | 1983 |
|
SU1093385A1 |
| Литниковая система | 1983 |
|
SU1138229A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| Способ сборки блока удаляемых литейных моделей | 2021 |
|
RU2773975C1 |
Изобретение относится к способам получения крупногабаритных тонкостенных отливок по выплавляемым моделям. Цель изобретения - повышение геометрической точности отливок. Это достигается тем, что изготовленные модели со вспомогательными формосохраняющими элементами из водорастворимой соли собирают в блоки и растворяют в воде вспомогательные формосохраняющие элементы. Оболочковую форму получают послойным нанесением покрытия, после сушки которого из формы выплавляют модельный состав. После прокаливания форму заливают металлом. Переход от питателя к отливке выполнен по радиусу галтелью, а к коллектору - без радиуса, что приводит при охлаждении отливок и возникновению микронадрывов в питателе в месте их подвода и коллектора. После термической обработки литейных блоков от них отделяют отливки. 2 з.п. ф-лы, 9 ил., 1 табл.
Изобретение относится к литейному производству, в частности к изготовлению крупногабаритных тонкостенных отливок по выплавляемым моделям.
Цель изобретения - повышение геометрической точности крупногабаритных токностенных и протяженных отливок из сплавов с низкой пластичностью.
Сущность изобретения состоит в следующем.
Модель изготавливают в пресс-форме, в которой установлен формосохра- няющий элемент из водорастворимой соли.
Формосохраняющий элемент изготовляют по специальной пресс-форме. Затем формосохраняющий элемент со
съемной металлической рамкой устанавливают в пресс-форму для прессования модели. Съемная металлическая рамка обеспечивает механическую прочность формосохраняюпего лемента и точность фиксации его к пресс-форме. После запрессовки модепн ее лычпмагот из пресс-формы и собирают ь модельный блок совместно с форм сохраняющим элементом. Удапчтт формосо:;раняющий элемент в воде после сборки модельного блока.
Стсяк, получешп и опрессовкой трубчатого каркаем моюпьной массой, имеет посадочные гнета, в которые вставляют коллекторы, а затем заливают модельшш сое г, п раркаг стояка. Залитый моде П.ныч т,, ч через о гСЛ
О
СО
ОЭ
верстия в каркасе стояка, расположенные против посадочных гнезд, соединяют коллекторы со стояком. Затем стыки коллекторов со стояком пропаивают паяльником. При этом формосо- храняющий элемент защищает модель от теплового воздействия паяльника и заливаемого модельного состава, т.е. предотвращает коробление модели. После сборки модельного блока фор- мосохраняющий элемент удаляют растворением в воде, а жесткость моделей теперь обеспечивает трубчатый каркас стояка.
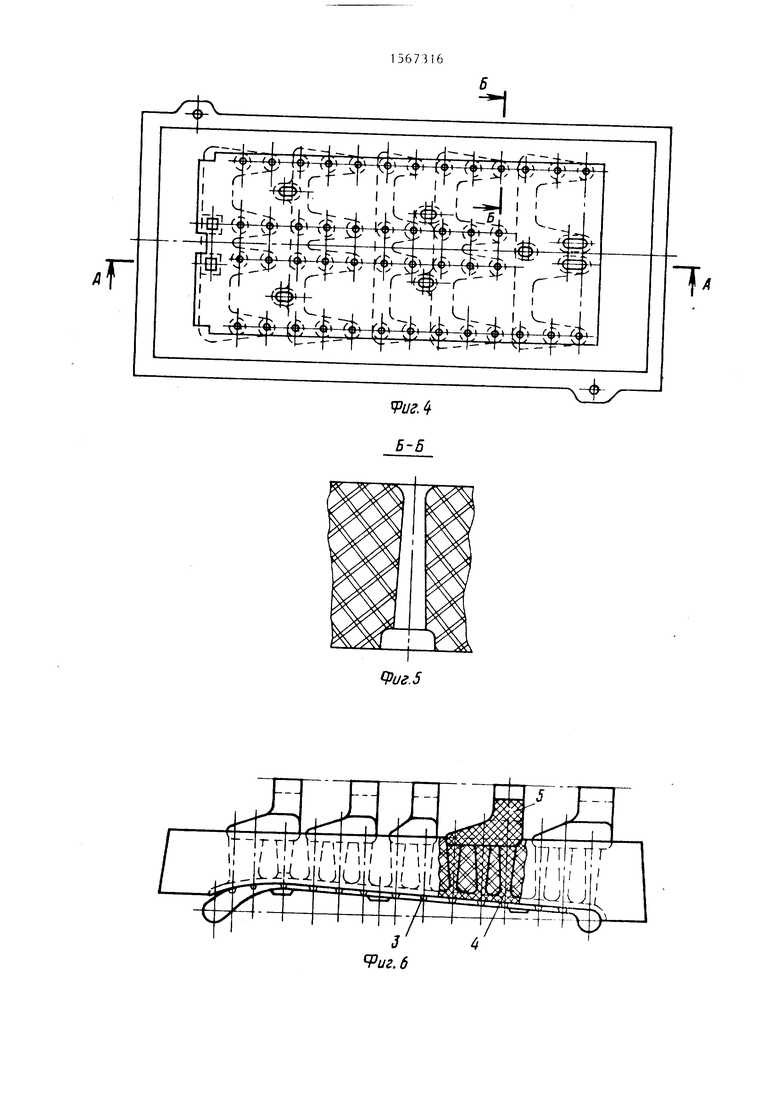
Питатели имеют коническую форму с расширением от горячего узла отливки к коллектору и подводятся в каждый горячий узел независимо от их количества, тем самым устраняя металлургические дефекты. При этом переход от питателя к отливке выполняют по радиусу, а от питателя к коллектору - без радиуса. Такое соединение питателей с отливкой и коллекторами позволяет значительно снизить усадочные напряжения в отливке при затвердевании блока за счет того, что при усадке отливки, затвердевшей вместе с питателями В первую очередь, происходит отгиб питателей в местах их сочленения с коллекторами, которые .находятся еще в горячем состоянии, а острая кромка этого сочленения является концентратором напряжений и способствует образованию горячей микротрещины. При дальнейшем затвердевании блока начинает сжиматься стояк с коллекторами, при этом, уже затвердевшие питатели упруго изгибаются и радиусы в местах их перехода к отливке не позволяют питателям выломиться, а разрушение чаще происходит в месте перехода питателя к коллектору по ранее образовавшейся микротрещине.
Нанесение покрытия и его сушка производится при горизонтальном положении блока.
Для этого на концы трубчатого каркаса стояка надевают втулки - цапфы из модельной массы, за которые блок подвешивают на резиновых текстропах, опускают в бак с суспензией и в пескосып.
Для сушки блоков в горизонтальном положении на стояке устанавливают четыре технологических упора, на которые ставят блок при сушке, причем
5
0
5
0
5
0
5
0
5
блок кантуют с одной стороны на другую.
Термообработку проводят до обрезки отливок от литниково-питающей системы, т.е. термообрабатывают блок отливок, который ставят в печь на технологические упоры. Релаксация напряжений в процессе термообработки проходит без коробления отливок, так как блок отливок имеет коробчатую форму. После отрезки отливок от стояка, прошедших термообработку в блоках, коробление отливок отсутствует. Термообработка в блоках позволяет отказаться от применения массивных дорогостоящих приспособлений, снизить энергозатраты на их нагрев.
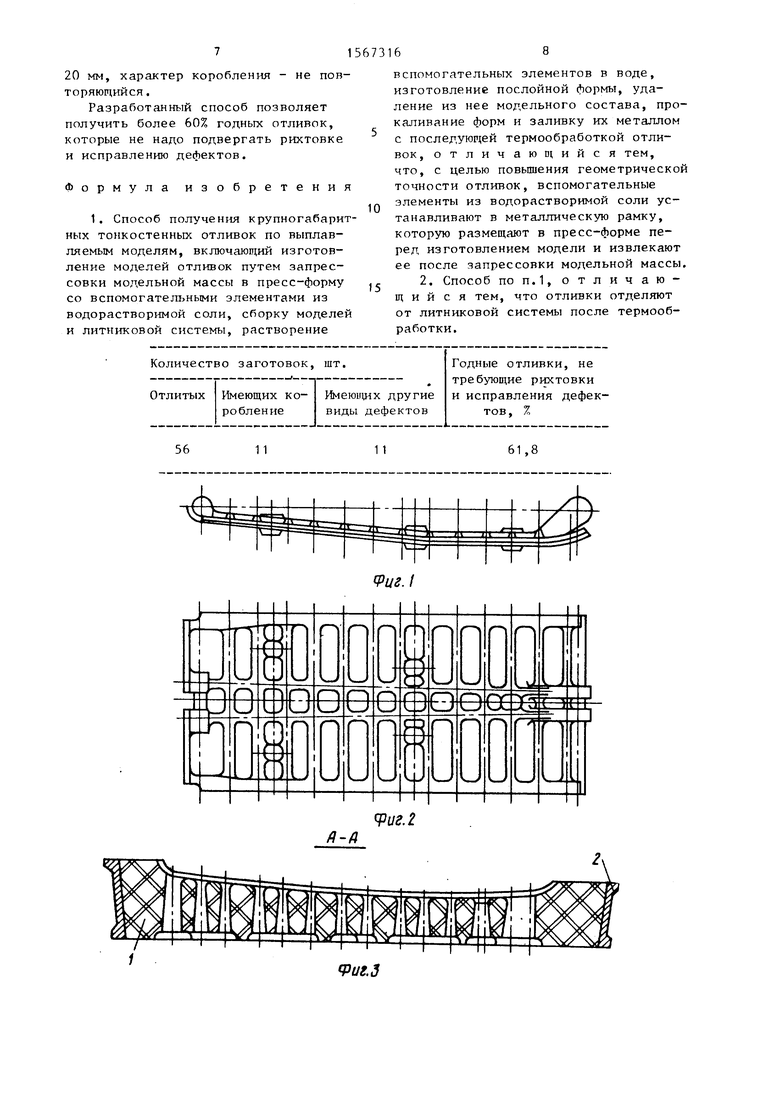
Способ рассматривается на примере изготовления детали, створка, которая имеет минимальную толщину стенки 0,8 мм, максимальную толщину стенки 1,2 мм, толщину ребер 2 мм, максимальные габаритные размеры 500-200мм.
Предлагаемый способ поясняется фиг. 1-9.
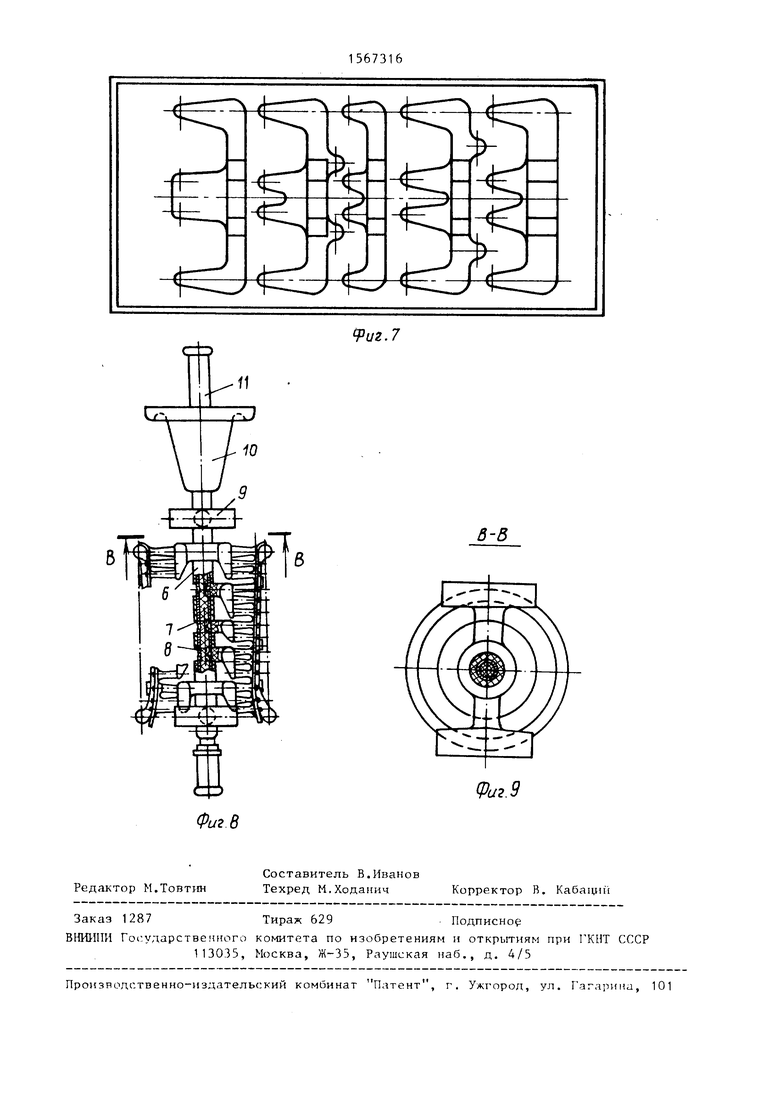
На фиг. 1, 2 показана заготовка детали створка в двух проекциях; на фиг. 3, 4 - формосохраняющий элемент 1 со съемной металлической рамкой 2 в двух проекциях; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6,7 - формосохраняющий элемент с запрессованными моделью 3 питателями 4 и коллекторами 5 в двух проекциях; на фиг. 8 - модельный блок, предназначенный для получения формы, который имеет стояк, состоящий из металлического трубчатого каркаса 7 и слоя модельной массы с выполненными в нем посадочньми гнездами 8 для фиксации коллекторов и расположенными на нем технологическими упорами 9 для установки блока в горизонтальном положении при обмазке и сушке оболочки (на концы трубчатого каркаса надеты литниковая чаша 10 и втулки-цапфы 11, на фиг. 9 - сечение В-В на фиг. 8).
Способ для данного случая выполняют в следующей последовательности операций.
Из расплава мочевины (с температурой 120°С) с добавками 1%-ной калиевой и 5%-ной натриевой селитры свободной заливкой в пресс-форме выполняют формосохраняющий элемент 1 в металлической рамке 2.
После технологической выдержки в течение 15 мин формосохраняющий
5I
элемент извлекают из пресс-формы вместе с металлической рамкой и ставят в пресс-форму для изготовления модели.
Прессуют модель из модельной массы ПВКК с 10% молотой мочевины.
После технологической выдержки в течение 30 с формообразующий элемент 1 в металлической рамке 2 с запрессованными моделью 3, литниками 4 и коллекторами 5 извлекают из пресс- формы снимают рамку 2 и передают на сборку.
Для осуществления операции сборки модельного блока подготавливают элементы литниково-питающей системы. Для этого металлический трубчатый каркас 7 устанавливают в специальную пресс-форму и спрессовывают снаружи модельной массой ПВКБ после выдержки в течение 1,5 мин стояк 6, имеющий посадочные гнезда 8 для коллекторов и технологические упоры 9 с неопрессованными модельной массой концами каркаса, под чашу и цапфы, извлекают из пресс-формы. Далее изготовляют по отдельной пресс-форме модель литниковой чаши 10. Изготавливают по отдельной пресс-форме цапфы-втулки 11.
Сборку модельного блока производят в следующей последовательности. На нижний (по запивке) конец каркаса 7 надевают цапфу-втулку 11 и заделывают торец каркаса пробкой из модельной массы. Стояк 6 и две модели 3 с формосохраняющими элементами 1 устанавливают в специальное приспособление. На верхний (по заливке) конец каркаса 6 надевают модель литниковой чаши 10 и цапфу-втулку 11. Фиксируют модели 3, цапфы-втулки 11 и литниковую чашу 10 на стояке 6 заливкой перегретого модельного состава в трубчатый каркас стояка. Затем пропаивают места стыков коллекторов и стояка.
После сборки модельный блок полностью погружают в ванну с проточной водой и растворяют формосохраняющие элементы.
Модельный блок (фиг.8) после обезвоживания в ацетоновой ванне передают на операцию нанесения огнеупорного покрытия.
Керамическое покрытие выполняют по серийной технологии, на суспензии дистен-силлиманита в гидролизованном растворе этилсиликата с последующей
10
15
20
25
30
35
40
45
0
5
166
обсыпкой зернигтьм электрокорундом. При этом 4-й и 5-й слои делают с добавлением графита в суспензию для создания демпфирующего слоя. Форма состоит из 12-ти слоев покрытия. Перед помещением блока в сушило с фланца литниковой чаши и с фланца посадочного места пробки-зумпфа на стояке вручную счищают каждый вновь нанесенный слой обмазки.
Слой покрытия сушат в горизонтальном положении, для чего устанавливают блок на технологические упоры 9 с последующей кантовкой блока на 180 , на противоположно расположенные упоры, после каждого вновь нанесенного слоя.
Модели из полученной оболочки удаляют в водяной ванне и извлекают трубчатый каркас стояка.
Оболочковые формы сушат в электрошкафу по серийной технологии.
Высушенные формы предварительно прокаливают в электропечах при Ч50+10°С в течение 8 ч и охлаждают вместе с печью.
После охлаждения формы продувают сухим сжатым воздухом.
В открытый торец стояка (снизу по заливке) устанавливают керамическую пробку - зумпф и закрепляют ее огнеупорной суспензией.
Перед заливкой формы подогревают в электропечах до 1000°С в течение 3 ч и заливают без опорного наполнителя сплавом ВХ-4л в вакуумно/ плавильной установке при 1500+10ГС.
Залитые блоки охлаждают в утилизаторе, после чего отбивают керамику и тщательно обрабатывают воздупшо- абразивной струей.
Очищенные блоки термообрабатывают в печах с защитной атмосферой по режимам, оговоренным ту на данные детали.
После термообработки отливки отрезают от стойкой на вулканнтовых станках.
Остатки питатрпей удаляют вулка- нитовыми кругами, закрепленными на оправках пневмоцнгтрч мента.
Результаты лронерки геометрической точности отливок припедоны в таблице.
Коробление отлипок, изготовленных без применения формосохрлняющего элемента и термооб мп. т.ишых в отрезанном от стояка о и т сипни достигает
20 мм, характер коробления - не повторяющийся .
Разработанный способ позволяет получить более 60% годных отливок, которые не надо подвергать рихтовке и исправлению дефектов.
Формула изобретения
56
11
fl-a
Фиг.З
5
вспомогательных элементов в воде, изготовление послойной формы, удаление из нее модельного состава, прокаливание форм и заливку их металлом с последующей термообработкой отливок, отличаю щийся тем, что, с целью повышения геометрической точности отливок, вспомогательные элементы из водорастворимой соли устанавливают в металлическую рамку, которую размещают в пресс-форме перед изготовлением модели и извлекают ее после запрессовки модельной массы. 2. Способ поп.1, отличающийся тем, что отливки отделяют от литниковой системы после термообработки.
1 1
61,8
Фиг. f
Фиг. 2
9иг.5
fl
Фиг.7
В-в
Фаг. 9
