Изобретение относится к области турбомашиностроения и может быть использовано в авиационной и машиностроительной промышленности при наплавке торцевых поверхностей тонкостенных изделий, например при ремонтном восстановлении контактных ступенчатых поверхностей бандажных полок лопаток газотурбинного двигателя, имеющих зигзагообразный контур.
Известен способ ремонта путем дуговой наплавки неплавящимся электродом тонкостенных кромок изделий с подачей присадочной проволоки по касательной к изделию и обеспечением ее упругого прижатия к изделию, при котором проволоку располагают на расстоянии 1-3 ее диаметров от электрода, а изделие располагают под углом к электроду, наплавку ведут с применением упора-кристализатора, рабочую поверхность которого располагают в плоскости, перпендикулярной оси изделия с зазором 0,6...0,9 диаметра присадочной проволоки от вершины наплавляемой кромки, причем присадочную проволоку направляют в указанный зазор (см. авторское свидетельство СССР 1540981 А1, МПК В 23 К 9/16, 07.02.1990).
Однако данный способ не позволяет произвести качественную наплавку на торец лопатки турбины газотурбинного двигателя, так как при его осуществлении требуется вращение ремонтируемого изделия, т.е. оно должно быть телом вращения.
Известен способ ремонта путем восстановления длины пера лопатки газотурбинного двигателя, при котором осуществляют наплавку по торцу лопатки, которую устанавливают и фиксируют в медном водоохлаждаемом приспособлении, а затем осуществляют дуговую наплавку неплавящимся электродом в среде защитных газов постоянным током, при этом зажигание дуги производят на медном приспособлении и переводят ее на присадочный металл с последующей наплавкой торца, причем сначала присадочный металл наплавляют на острых выходной и входной кромках в виде капель, осаживая их в медном водоохлаждаемом приспособлении, а затем со скоростью, обратно пропорциональной толщине пера, осуществляют наплавку от выходной кромки к входной на подъем с углом 1...8o, обеспечивая сплавление сформированных капель с наплавляемым валиком (см. авторское свидетельство СССР 1734977 А1, МПК В 23 Р 6/00, 23.05.1992).
Однако данный способ ремонта не обеспечивает качественного ремонта лопаток, так как сложен и требует постоянного изменения скорости наплавки и подъема, при этом не исключается возможность образования дефектов в зоне сплавления капель и наплавляемого валика.
Наиболее близким аналогом заявленного способа является способ ремонта контактной поверхности бандажной полки лопатки турбины, при котором предварительно осуществляют механическое удаление дефектов на восстанавливаемой контактной поверхности, затем к ней с помощью дуговой сварки наплавляют присадочный металл в виде новой детали, после чего производят окончательную механическую обработку наплавленного металла и прилегающей зоны с обеспечением контролируемых чертежных размеров (см. заявку Франции 2449508 А1, МПК В 23 Р 6/00, 24.10.1980).
Однако и данный способ не обеспечивает качественного ремонта так как сложен, требует изготовления новой детали и приспособления для ее правильной установки при сварке, при этом не исключается возможность образования дефектов в виде трещин в сварной зоне. При этом затруднен ремонт бандажных полок турбины, имеющих зигзагообразный контур, т.е. когда надо восстановить контактную поверхность, имеющую сопряженную поверхность, не требующую ремонта.
Задачей изобретения является обеспечение качественного ремонта ступенчатой контактной поверхности бандажной полки рабочей лопатки турбины газотурбинного двигателя путем восстановления ее геометрии с помощью наплавки присадочного металла с применением электродуговой сварки неплавящимся вольфрамовым электродом в среде защитных газов (АрДЭС) в импульсном режиме, обеспечивающем дозированный подвод тепла (тепловлажение) при наплавке, что обеспечивает увеличение скорости охлаждения сварочной ванночки и уменьшение вероятности образования горячих и холодных трещин, характерных при сварке (наплавке) литейных жаропрочных хромоникилиевых сплавов, из которых выполняют рабочие лопатки турбины газотурбинных двигателей.
Указанный технический результат, а именно, стабильное качество ремонта достигается за счет того, что в известном способе ремонта контактной поверхности бандажной полки рабочей лопатки турбины газотурбинного двигателя, предварительно осуществляют механическое удаление дефектов на контактной поверхности, затем на нее с помощью дуговой сварки наплавляют присадочный металл, после чего производят окончательную механическую обработку наплавленного металла и прилегающей зоны, согласно заявленному изобретению, перед сваркой в месте перехода контактной поверхности к сопряженной поверхности прорезают канавку радиусом и глубиной 0,4-0,6 мм, после чего лопатку устанавливают и фиксируют в приспособлении с медными водоохлаждаемыми пластинами, которые плотно прижимают к бандажной полке, в качестве присадочного металла используют сплав ВЖЛ-2 в виде отлитого и отшлифованного прутка диаметром 2,5-3,00 мм, который наплавляют на контактную поверхность до прорезанной канавки горелкой с неплавящимся (например, вольфрамовым) электродом в среде защитного газа (например, аргона) постоянным током в импульсном режиме, при котором период наплавки выдерживают в 2-3 раза больше периода паузы, причем после окончания наплавки подачу защитного газа через горелку продолжают еще в течение 10-20 с. После наплавки производят окончательную механическую обработку полки лопатки с обеспечением контролируемых чертежных размеров, при этом восстанавливают канавку радиусом 0,6-0,8 мм, затем производят термообработку в вакууме, после чего осуществляют контроль качества наплавки методом цветной дефектоскопии или люминисцентной краской.
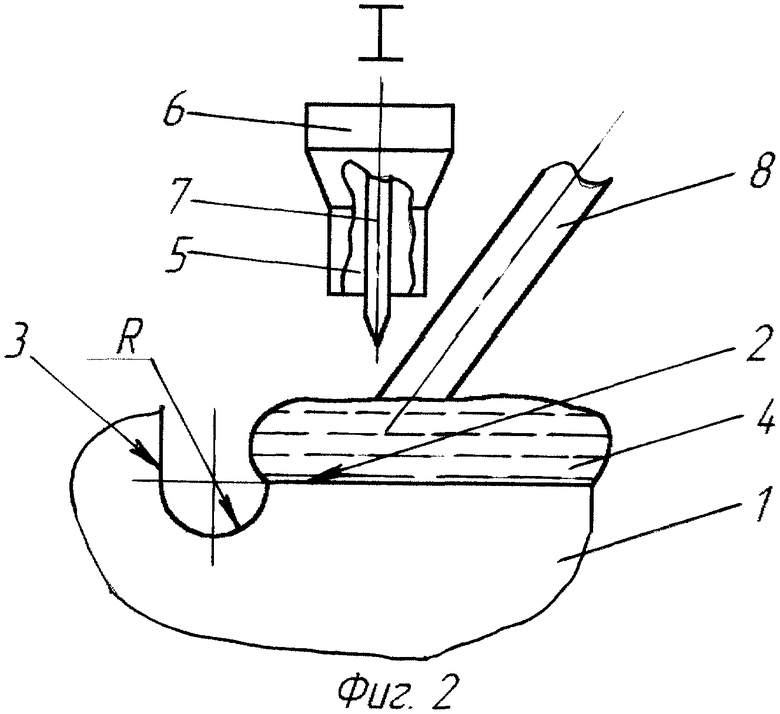
На фиг.1 показан вид сверху на наружное кольцо, образованное бандажными полками рабочих лопаток турбины, а на фиг.2 - выносной элемент на фиг. 1 в увеличенном масштабе со схемой наплавки присадочного металла.
Способ ремонта осуществляется следующим образом.
Рабочая лопатка турбины газотурбинного двигателя, имеющая зигзагообразную (ступенчатую) бандажную полку 1, совместно с полками 1 соседних лопаток образует наружное кольцо, но при работе поверхности их контакта, например, 2 от вибраций и нагрузок изнашиваются и требуют восстановления.
Предварительно осуществляют механическое удаление сохранившегося покрытия, например, алитирования и дефектов, например, наклепа, а в месте перехода поверхности 2 к сопряженной поверхности 3 прорезают канавку R ("выкружку") радиусом и глубиной 0,4-0,6 мм, после чего лопатку устанавливают и фиксируют в приспособлении (не показано) с медными водоохлаждаемыми пластинами (губками), которые плотно прижимают к бандажной полке 1, и осуществляют ручную электродуговую наплавку 4 постоянным током в импульсном режиме, при котором период наплавки выдерживают в 2-3 раза больше периода паузы, не заплавляя при этом радиусную канавку R, что позволяет ограничить фронт кристаллизации при наплавке и препятствует образованию горячих трещин, наличие канавки позволяет также ликвидировать возможные корневые дефекты наплавки (нависание "грибка" в конце фронта наплавки 4 с несплавлением с поверхностью канавки), причем после окончания наплавки 4 подачу защитного газа через сопло 5 горелки 6 продолжают еще в течение 10-20 с, затем производят механическую обработку наплавленной поверхности полки 1 с обеспечением контролируемых чертежных размеров и восстанавливают канавку радиусом 0,6-0,8 мм, а для восстановления прочностных характеристик и снятия внутренних напряжений производят термообработку. Ток наплавки выдерживают 50-60 А, используют неплавящийся электрод 7 диаметром 1,5 -2,0 мм и присадочный материал ВЖЛ-2 в виде отлитого и отшлифованного прутка 8 диаметром 2,5-3,0 мм, а в качестве защитного газа используют аргон, причем через сопло 5 горелки 6 его подают 5-6 л в минуту. Термообработку производят в вакуумной печи в течение 2 ч при 950oС и вакууме 10-3...10-4 мм рт.ст. Контроль произведенной наплавки и механической обработки осуществляют методом цветной дефектоскопии или люминисцентной краской (ЛЮМ), а затем у пригодной к эксплуатации лопатки восстанавливают защитное покрытие, например, алитирование, удаленное в процессе механической обработки.
Пример конкретного выполнения наплавки.
С помощью данного способа можно ремонтировать, например, рабочие лопатки второй, третьей и четвертой ступеней турбины авиационного газотурбинного двигателя. Лопатки выполняют, например, из жаропрочного сплава ЖС6У-ВИ, в качестве присадочного металла можно использовать литейный сплав ВЖЛ-2 в виде отлитого и отшлифованного прутка 8 диаметром 2,5-3,0 мм. Наплавку производят с помощью источника постоянного тока ВСВУ-315. Процесс наплавки ведут в импульсном режиме: сварочный ток - 50...60 А; время импульса - 0,2...0,3 с; время паузы - 0,1 с; диаметр электрода - 1,5...2 мм; расход аргона на горелку - 5...6 л/мин; расход аргона через полость лопатки - 2...3 л/мин.
Проведенные испытания способа ремонта рабочих лопаток показали его высокое качество, обеспечивающее высокий выход годных к повторной эксплуатации лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177863C1 |
| СПОСОБ РЕМОНТА ЛОПАТКИ СОПЛОВОГО АППАРАТА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177862C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СЕКТОРОВ РАЗРЕЗНОГО КОЛЬЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2194604C1 |
| Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов | 2016 |
|
RU2641210C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153965C1 |
| Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов | 2017 |
|
RU2667110C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ЛОПАТОК ТУРБОМАШИН | 2006 |
|
RU2317182C1 |
Изобретение относится к авиационной и машиностроительной промышленности и может быть использовано при наплавке торцевых поверхностей тонкостенных изделий. Перед наплавкой в месте перехода контактной поверхности к сопряженной поверхности прорезают канавку радиусом и глубиной 0,4 - 0,6 мм. В качестве присадочного металла используют сплав ВЖЛ-2 в виде отлитого и отшлифованного прутка диаметром 2,5 - 3,0 мм, который наплавляют на контактную поверхность до прорезанной канавки. После окончания наплавки подачу защитного газа продолжают еще в течение 10-20 с. При окончательной механической обработке восстанавливают канавку с радиусом 0,6 - 0,8 мм, после чего производят термообработку лопатки. Ток наплавки выдерживают 50 - 60 А, используют электрод диаметром 1,5 - 2,0 мм. Термообработку лопатки производят в вакуумной печи в течение 2 ч при 950oС и вакууме 10-3-10-4 мм рт.ст. Контроль произведенной наплавки и механической обработки осуществляют методом цветной дефектоскопии или люминесцентной краской, а затем восстанавливают защитное покрытие лопатки. Реализация данного способа позволяет значительно повысить качество лопаток, предназначенных к повторной эксплуатации. 2 з.п. ф-лы, 2 ил.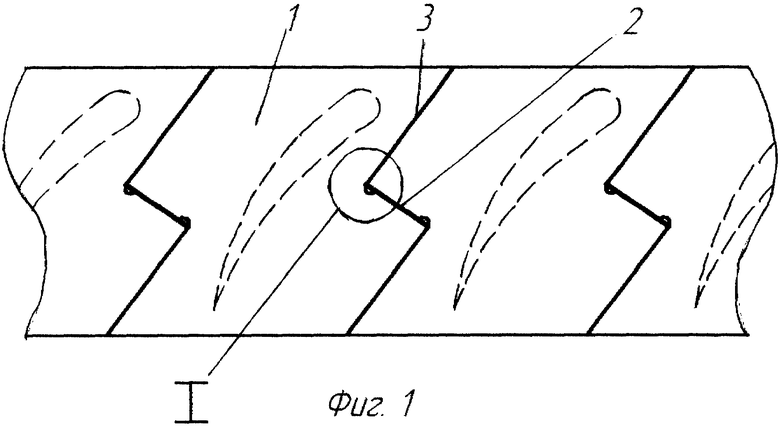
| ФИЛЬТРАЦИЯ ЛОЖНЫХ ТРЕВОГ ПОЛУПОСТОЯННОГО ПЛАНИРОВАНИЯ | 2009 |
|
RU2449508C1 |
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИБЕНЗОКСАЗИНДИОНОВ | 0 |
|
SU276404A1 |

