Отличительная особенность предлагаемой установки заключается в том, что в ней применены два паркетно-строгальных станка и паркетный ковцеравнитель с питателями, связанные между собой в одну автоматически действующую систему посредством паркетопроводов, механизма для сортировки паркетин и сортировочных приспособлений.
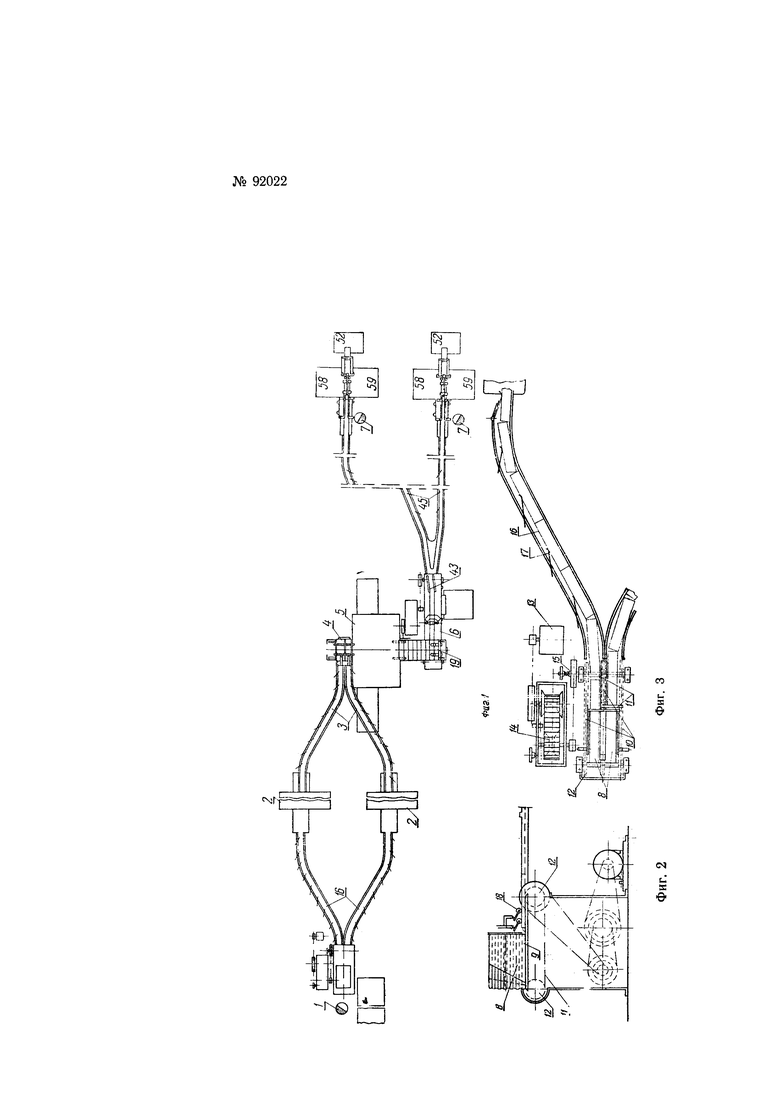
Фиг. 1 изображает общую схему установки для производства паркета; фиг. 2 - вид питателя к паркетному станку сбоку; фиг. 3 - вид питателя в плане; фиг. 4 - вид самосортировщика с коллектором сбоку; фиг. 5 - вид симосортировщика с торца; фиг. 6 - вид самосортировщика в плане; фиг. 7 - вид датчика сортировщика сбоку; фиг. 8 - вид датчика сортировщика спереди; фиг. 9 - вид сортировочного приспособления сбоку; фиг. 10 - вид сортировочного приспособления в плане.
Предлагаемая установка для производства паркета заключает в себе (фиг. 1) питатель 1 для подачи фризы, два паркетно-строгальных станка 2, паркетопровод 3 с загрузочным магазином 4, установленным на паркетном концеравнителе 5, и самосортировщик 6 с коллектором. Самосортировщик принимает от концеравнителя 5 готовые паркетины, отбраковывает все паркетины с дефектами обработки и распределяет паркетины, не имеющие дефектов обработки по двум паркетопроводам необходимой длины, которые передают паркет на сортировочные приспособления 7, где он сортируется за счет осмотра рабочим каждой паркетины с четырех сторон (с применением зеркала) и направлением их в тот или иной ящик-тирок нажатием кнопки соответствующего электромагнита.
Для обеспечения точного учета выработки автоматическая линия имеет четыре релейных счетчика, датчики которых установлены на питателе 1, самосортировщике 6 и сортировочных приспособлениях 7. Датчики на самосортировщике 6 и сортировочных приспособлениях 7 на бракованных паркетинах подключаются к счетчику брака параллельно. Так же подключаются датчики на приспособлениях 7 к счетчикам 1-го и 2-го сорта и на двух линиях питателя. Сумма показаний счетчиков 1-го и 2-го сорта и брака должна равняться показанию счетчика на питателе 1.
Питатель 1 (фиг. 2) имеет загрузочный магазин 8, в два отделения которого рабочий закладывает пачками по 10 штук паркетную фризу. Под магазином 8 имеется металлический гладкий стол 9, на котором лежит нижняя фриза. Подача фризы к станкам производится за счет наличия трех шарнирных цепей 10 (фиг. 3), соединенных поперечными траверсами 11, охватывающих три пары звездочек 12, ведомых от электромотора 13, через систему передач, имеющую вариатор скорости 14 и пружинный фрикционный диск 15. Эта система обеспечивает непрерывную подачу фризы в станки «стык-в стык».
Передача фризы от питателя к станкам производится по фризопроводам 16 с прижимными пружинами 17.
Датчики 18 релейного счетчика устанавливаются на выходе фризы из магазина 8 (фиг. 2).
Обработанная с четырех сторон фриза, выйдя из паркетного станка, попадает в паркетопроводы 3, которые, сближаясь, сводят два потока паркета в один магазин 4, имеющий два отделения, размеры которых, так же как и в магазине 8, могут изменяться в соответствии с размерами обрабатываемых паркетин.
Из магазина 4 паркетины парами захватываются туерами цепи подачи паркетного станка и после обработки торцов поступают в приемник 19 самосортировщика 6.
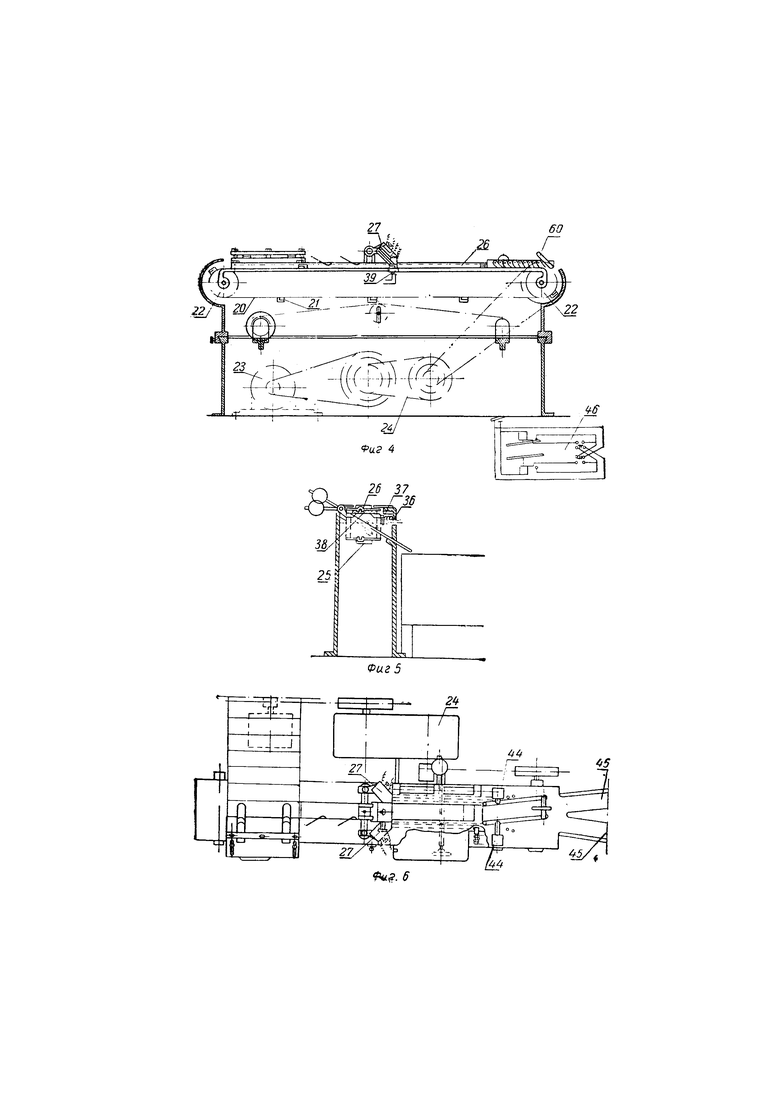
Самооортировщик 6 имеет две шарнирных цепи 20 (фиг. 4), соединенные поперечными траверсами 21. Цепи 20 охватывают две звездочки 22, из которых ведущие приводятся в движение от электродвигателя 23 через систему передач, имеющую вариатор скорости 24. На траверсах 21 крепятся сменные калиброванные по высоте (толщине) и ширине туера 25. Траверсы 21 снизу имеют выступы, входящие в направляющие 26 стола (фиг. 5), что обеспечивает туерам 25 движение без поперечного смещения. Такое движение туеров 25 необходимо для обеспечения контроля за правильностью ширины паркетин в пределах, допустимых по ГОСТу отклонений.
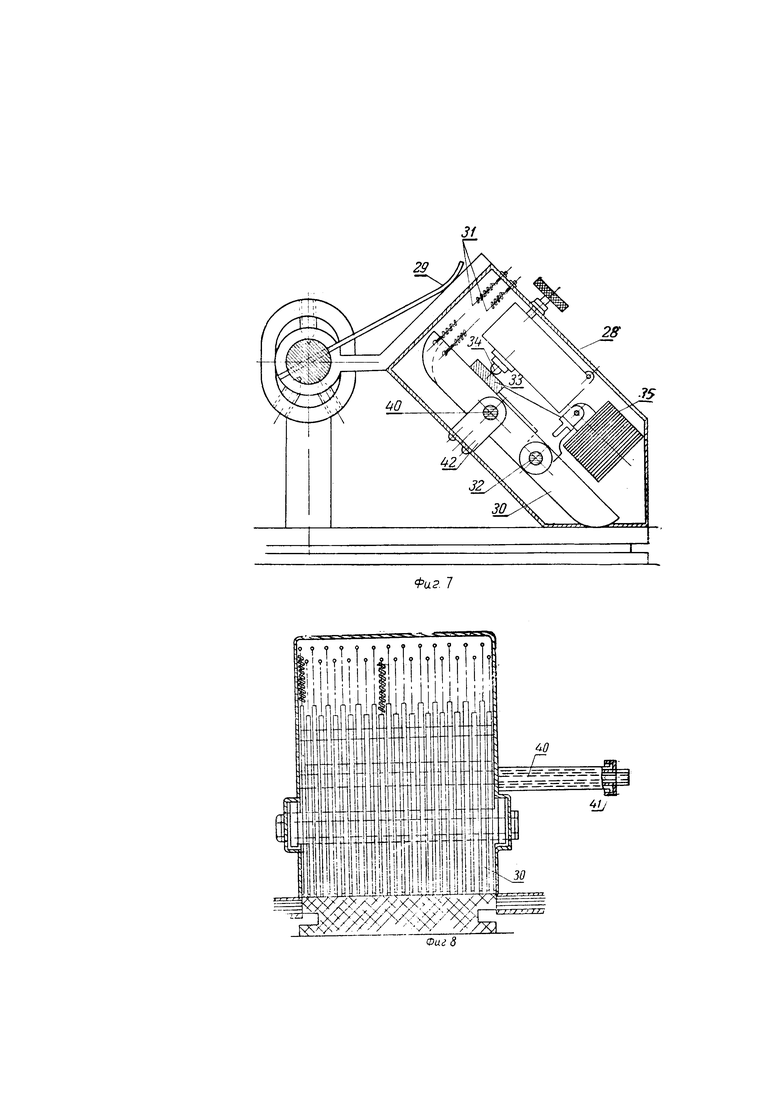
Для осуществления отбраковки паркетин, имеющих дефекты обработки (недострожка, выколы, вмятины, отщепы и т.д.) глубиной свыше 0,3 мм, предназначены три датчика 27 самосортировщика (фиг. 4 и 6-7).
Датчик 27 укреплен сверху и с боков движущихся паркетин, контролируя лицевую поверхность и верхнюю часть кромок. Корпус 28 датчика 27 скользит на паркетине, прижимаемый пружиной 29. При отсутствии дефектов обработки на паркетине, превышающих по глубине 0,3 мм, пластинчатые рычаги 30 из твердой стали не выступают (или не значительно выступают) за пределы корпуса 28, и паркетины проходят не отбраковываясь. Но как только на контролируемой поверхности появляется выемка глубиной более 0,3 мм, конец рычага 30 опускается за счет натяжения пружины 31. Рычаг 30, вращаясь вокруг оси 32, нажимает на скобу 33, пересекающую все рычаги 30 датчика 27, и скоба 33 нажимает на кнопку микровыключателя 34, который мгновенно блокируется реле 35 и включает реле 36, освобождающее собачку 37 поворотной площадки 38, попав на которую паркетина с дефектом, перевесив противовес, скользнет в ящик-тирок. Когда траверса 21 минует контакт 39 (фиг. 4), электроцепь разорвется, и собачка 37 вновь закроет площадку 38, обеспечив пропуск паркетин, не имеющих дефектов обработки, на дальнейшую сортировку.
При отклонениях в размерах по ширине и толщине паркетины датчик 27 сортировщика срабатывает за счет разности в размерах между калиброванным туером 25 и паркетиной.
Если паркетина тоньше номинала, то датчик срабатывает в тот момент, когда туер 25 подходит к корпусу 28, приподнимая его. При большей толщине паркетины датчик сработает в момент, когда концы рычагов 30 сойдут с контролируемой паркетины. Ширина контролируется аналогично толщине, при этом в контроле участвует только правый датчик (если смотреть по направлению движения паркетин).
При контроле паркетин шириной менее 90 мм часть рычагов 30 выключается штырем 40, который за счет вращения гайки 41 (фиг. 8) входит в отверстие сережек 42 и рычагов 30 (фиг. 7) и запирает ту часть рычагов 30, которая не касается паркетины.
Все три датчика 27 подключаются в сеть параллельно, поэтому наличие дефекта хотя бы на одной контролируемой стороне обеспечивает выбраковку.
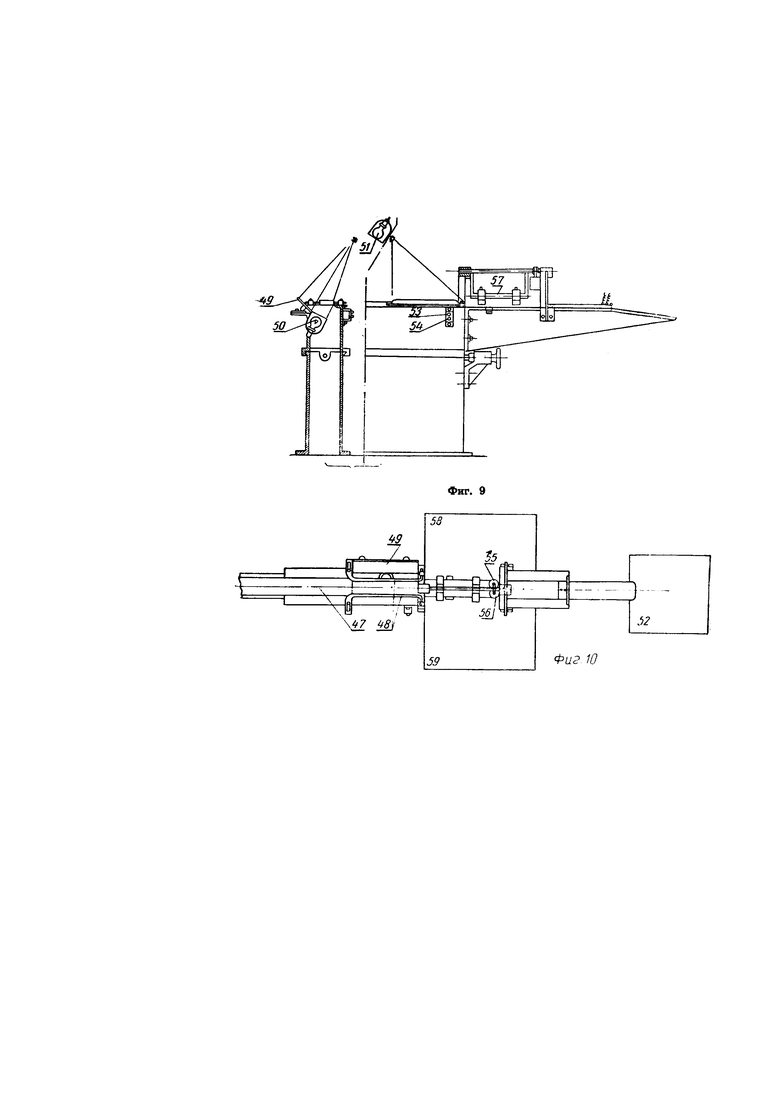
Паркетины, прошедшие самосортировщик 6 и не отбракованные, проходят через коллектор 43 (фиг. 1), который за счет поочередного включения электромагнитов 44 (фиг. 6) направляет паркетины по двум паркетопроводам 45 к сортировочным приспособлениям 7. Поочередное включение электромагнитов происходит за счет нажатия на «стоп-спуск» кнопки 46 (фиг. 4) специальными кулачками, укрепленными на траверсах 21. На сортировочных приспособлениях 7 паркетина, сойдя со стола 47, подхватывается за шпунт специальными направляющими 48, против которых имеется зеркало 49 (фиг. 9 и 10), в котором для рабочего-сортировщика отражается нижняя пласть и задняя кромка паркетины, хорошо освещенные электролампой 50. Верхняя пласть и передняя кромка также хорошо освещаются электролампой 51.
Таким образом, рабочий-сортировщик имеет возможность за счет хорошего освещения зеркального изображения невидимых кромки и пласти и пульсирующего движения паркетин с ритмом примерно в 0,7 сек. для паркетин длиной 200 мм и 1,4 сек. для паркетин длиной 400 мм, рассмотреть паркетину с четырех сторон и оценить ее по внешним признакам, как 1-ый, 2-ой сорт или как брак.
Приняв решение о сортности осмотренной паркетины, контролер либо не нажимает кнопок, и тогда осмотренная паркетина пройдет прямо в ящик-тирок 52, либо нажимает одну из кнопок 53 или 54, и тогда включенный один из электромагнитов 55 или 56, поворачивая вилку 57, выбрасывает паркетину в ящик-тирок 58 или 59.
Во избежание включения электромагнитов 55, 56 во время движения они сблокированы с коллектором 43 через рычаг с контактом, который замыкает сеть в момент соскакивания рычага с туера 25 и одновременного отрыва туера 25 от вышедшей из коллектора 43 паркетины.
Паркет 1-го и 2-го сорта с сортировочных приспособлений 7 поступает на склад, на укладку или упаковку, а бракованные паркетины с самосортировщика и с приспособлений 7 поступают на переработку в паркетины меньших размеров по длине и ширине на обычных деревообрабатывающих станках.
Применение предлагаемой установки дает увеличение производительности труда при одновременном сокращении площади и снижении себестоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паркетный концеравнитель для обработки торцов дощечек | 1949 |
|
SU89581A1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| Установка для сортировки планок и набора лицевого покрытия паркетных изделий | 1982 |
|
SU1043004A1 |
| В П Т Б йС. tfl) ^ f ^ г- ' - !•; '-••• .•" г>& «-^ ,--ч тэ ФОпл Ш--м;;::г^уВ | 1973 |
|
SU397341A1 |
| Устройство для сортировки досок и др. пиломатериалов | 1957 |
|
SU113645A1 |
| УСТРОЙСТВО для СОРТИРОВКИ И УКЛАДКИ В НАКОПИТЕЛИБРЕВЕН | 1968 |
|
SU207111A1 |
| Станок для изготовления дощечек массивного паркета | 1934 |
|
SU41161A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ЦЫПЛЯТ ПО ПОЛУ | 1967 |
|
SU222799A1 |
| Система для сортировки листовых материалов | 1980 |
|
SU1007760A1 |
| Устройство для выгрузки овощей | 1985 |
|
SU1271421A1 |
1. Установка для производства паркета, отличающаяся применением двух паркетно-строгальных станков и паркетного концеравнителя с питателями, связанных между собой в одну автоматически действующую систему посредством паркетопровода, механизма для сортировки паркетин и сортировочных приспособлений.
2. Форма выполнения установки по п. 1, отличающаяся тем, что, с целью обеспечения автоматического учета выработки паркетин, применены релейные счетчики, датчики которых установлены на питателе, механизме для сортировки паркетин и сортировочных приспособлениях.
