Изобретение относится к деревообрабатывающей промышленности, в частности к линиям изготовления лицевого покрытия щитового паркета.
Цель изобретения - повышение качества лицевого покрытия за счет увеличения- точности его раскроя.
На фиг.1 изображена линия изготовления лицевого покрытия щитов, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - магазин с толкателем, вид сбоку; на фиг.З - то же, вид сверху; на фиг.6 - вид В на фиг.4.
Линия изготовления лицевого покрытия щитового паркета включающая раму 1, ленточно-пильный станок 2 с рольгангом 3, упоры 4, узел 5 прижима материала и привод 6, снабжена раз- мещенным на рольганге 3 приспособлением 7 фиксации заготовок 8 лицевого покрытия, которое выполнено в виде каретки 9 с поперечными прорезями 10 съемного фиксатора 1 1 и парал-пельно установленных поперек ее продольной оси 12 силовых элементов 13, причем с внутренних сторон силовых элементов 13 и напротив их установлены С- образные захваты 14 и 15, а ленточно пильный станок 2 имеет контактирующие с кареткой 9 поперечные направляющие 16.
Кроме того, съемные фиксаторы 11 состоят из двух швеллеров 17, соеди- ненных винтовыми стяжками 18, а шпон закладывают в съемные фиксаторы пакетами 19. Каретка 9 снабжена роликами 20 и упором 21, а стол ленточно-пиль ного станка - фиксирующими упорами 22 и пневмоцилиндром 23.
Раскроенный блок шпона раскладывают в кассеты 24, а затем - в магазин 25 с ячейками 26, толкателем 27 и стопором 28. Магазин 25 установлен перед столом 29. Толкатель имеет привод 30.
Нарубленные заготовки шпона укла- дьгоают пакетами 19 в съемные фиксаторы 11. Пакет 19 шпона в съемном фик
саторе.11 подают в двухсторонний рейсмусовый строгальный станок, где в результате механической обработки верхней и нижней поверхностей пакета 19 получают размер требуемой высоты пакета. Простроганный пакет 19 подают по рольгангу 3 на каретку 9, включают силовые элементы 13 и перемещают подвижные С-образные захваты 14
0 5
0 5 0
5 0
5
0
с
навстречу неподвижьым 15 и зажимают пакет 19. После этого стяжки 18 съемного фиксатора 11 отсоединяют от швеллеров 17 и освобождают пакет 19 от съемного фиксатора 11, который передают к гильотинным ножницам для последующей загрузки.
Каретку 9 с помощью роликов 20 перемещают на стол ленточно-пильно,го станка 2. Последовательные положения каретки 9 на столе ленточно-пильного станка 2 фиксируются упорами 22. Возвратно-поступательное движение каретки 9 в поперечном направлении для раскроя шпона осуществляют пневмоци- линдром 23, который контактирует с упорами 21. Поперечное перемещение каретки 9 осуществляют по направляющим 16. Раскроенный блок шпона на каретке 9 перемещают в исходное положение и разгружают в кассеты 24, а затем раскладывают в ячейки 26 магазина 25 таким образом, чтобы направление волокон древесины в соседних ячейках 26 было взаимно-перпендикулярным.
После загрузки магазина 25 толкателем 27, совершающим возвратно-поступательное движение, выталкивают нижний ряд квадров шпона одновременно из всех ячеек 26 магазина 25 на стол 29. Стопор 28 обеспечивает подачу одного нижнего ряда квадров, удерживая вьш1ележащий слой. Полученный ковер лицевого покрытия щитового паркета по столу 29 подают к участку сборки паркетного щита. Цикл повторяют.
Формула изобретения
Линия изготовления лицевого покрытия щитового паркета, включающая раму, ленточно-пильный станок с рольгангом, упоры, узел прижима материала и привод, отличающаяся тем, что, с целью повьш1ения качества лицевого покрытия за счет увеличения точности его раскроя, линия снабжена размещенным на рольганге приспособлением фиксации заготовок лицевого покрытия, которое выполнено в виде каретки с поперечными прорезями, съемного фиксатора и параллельно установленных поперек продольной оси каретки силовых элементов с С-образ- ными захватами, а ленточно-пильный станок имеет контактирующие с кареткой направляющие.
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Линия для изготовления квадров паркета | 1985 |
|
SU1276496A1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| Линия для раскроя плит | 1975 |
|
SU539764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
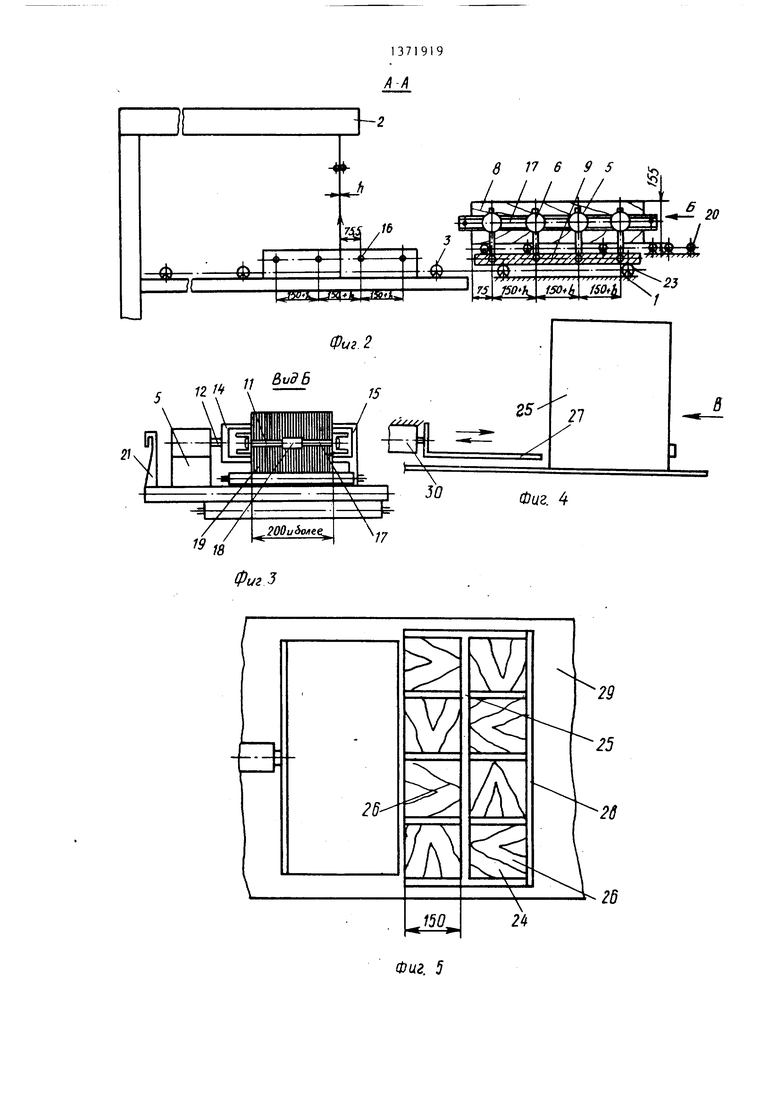

Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества лицевого покрытия за счет увеличения .. .г л, j 11 у Г V Y «Р« / 22 точности его раскроя. Линия изготовления лицевого покрытия щитового паркета включает раму 1, ленточно-пиль- ный станок 2 с рольгангом 3, узел прижима 5 материала. На рольганге 3 размещено приспособление фиксации заготовок 8 лицевого покрытия. Оно выполнено в виде каретки 9 с поперечными прорезями, съемного фиксатора и параллельно установленных поперек ее продольной оси силовых элементов с С-образными захватами. Станок 2 имеет контактирующие с кареткой 9 поперечные направляющие. Нарубленные заготовки 8 укладывают пакетами в съемные фиксаторы. После обработки заготовок в строгальном станке их подают на каретку 9. Пакет зажимают С-образными захватами, а фиксатор разбирают и снимают. Зажатый материал подают на режущий инструмент, при этом последовательные положения каретки 9 фиксируются упорами. Возвратно-поступательное движение каретки 9 осуществляется с помощью пневмоципиндра. 6 ил. i (Л 00 со со огарпапнв гакяв А/г./
Фш2
Bvdb
19
/ /
18
ФигЗ
в n 6 9 5 /./ //
2521
Фиг. 4
17
26J50
24
Фиг. 5
Фиг, 6
Вид В
| Кожевников И.П | |||
| Направления использования лиственной древесины в производстве паркетных изделий | |||
| Обзорная информация ВНИПИЭИлеспром | |||
| М., 1979, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Захаров Е.Н | |||
| и др | |||
| Производство изделий паркетных покрытий за рубежом | |||
| Обзор ВНИПИЭИлеспром | |||
| М | |||
| , 1972, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
