Для предварительно напряженных железобетонных конструкции применяется арматура из высокопрочной проволоки, объединяемой i пучки.
Одним из известных способов изготовления таких пучков является запрессовка концов проволоки в гильзы, обжимаемые до пластической деформации протаскиванием по ним обжимного кольца (фильера).
Предлагаемая установка (стенд) предназначена для изготовления пучков указанным способом. Особенность этой установки заключается, в том, что она представляет .собой домкрат двойного действия с трубчатым штоком, через который пропускается пучок проволоки в процессе его растягивания в длину и на каждом конце которого укреплена обойма с обжимным кольцом (фильером) для осуществления поочередной опрессовки в гильзах обоих концов пучка.
Таким образом, в установке производится как формирование пучка из проволок, так и запрессовка его концов в гильзы.
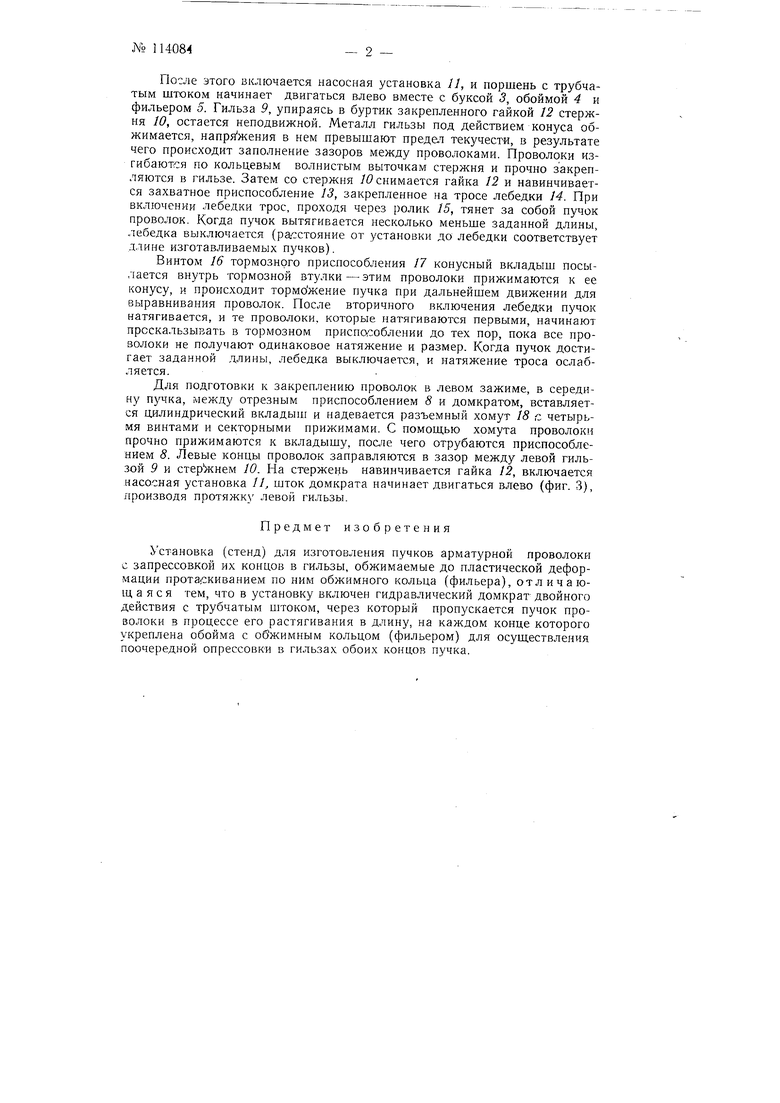
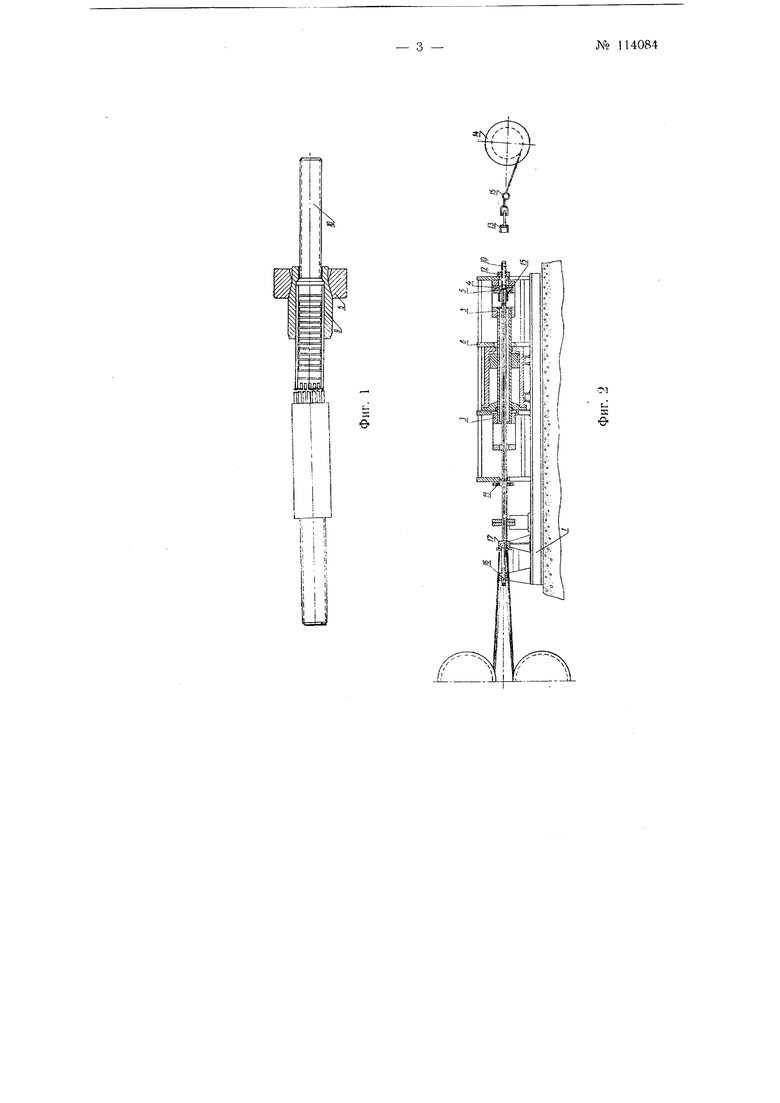
На фиг. 1 изображена запрессовка конца пучка в гильзе; на фиг. 2- стенд-установка в момент запрессовки правого конца пучка; на фиг. 3 - то же в момент запрессовки левого пучка, вид сверху.
Металлическая опорная рама / установки лежит на бетонном фундаменте. На раме монтирован гидравлический домкрат 2 двойного действия. Шток поршня - трубчатый, на концах его закреплены буксы с обоймой 4 для обжимного разъемного кольца (фильера) 5. По сторонам домкрата установлены опорные плиты 6.
Процесс изготовления пучка состоит в следующем.
Мотки высокопрочной проволоки навиваются на свободно вращающиеся катушки 7. Концы этой проволоки пропускаются через распределительную крышку тормозного приспособления, через отверстия в ножа.к отрезного приспособления 8 и через полый шток гидравлического чомкрата 2 и заводятся в зазор между гильзой 9 и стержнем 10 (фиг.1 и 2).
№ 114084
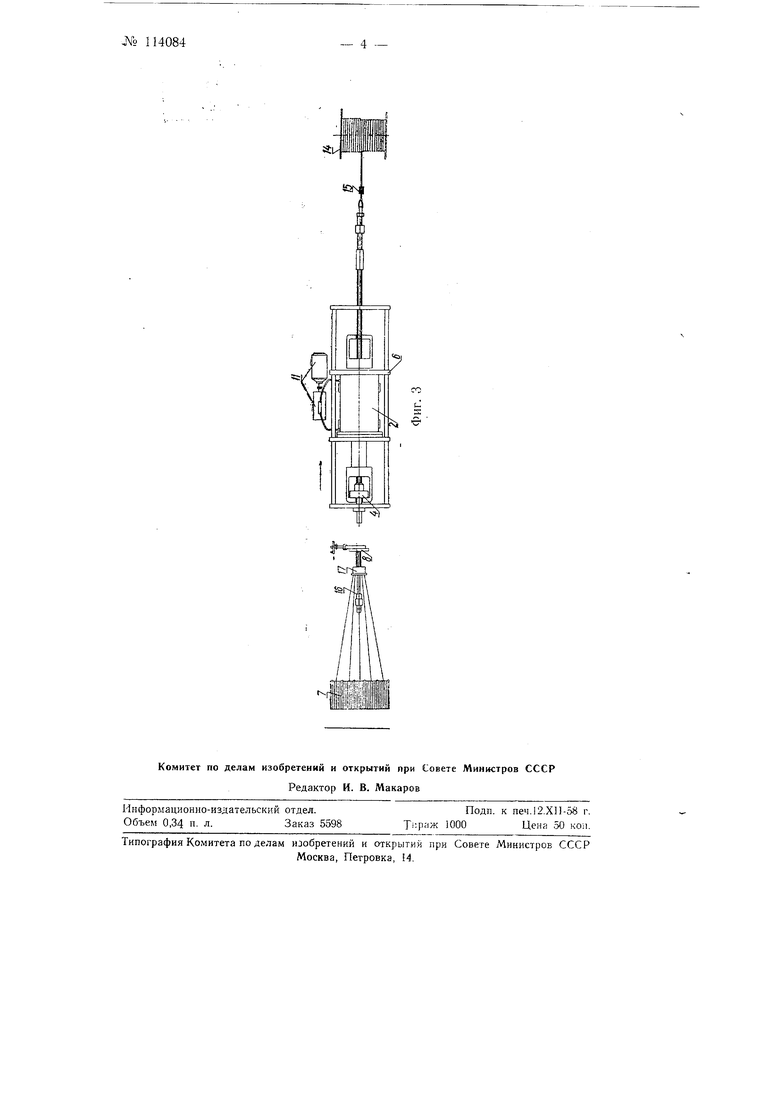
После этого включается насосная установка 11, и поршень с трубчатым штоком начинает двигаться влево вместе с буксой 3, обоймой 4 и фильером 5. Гильза 9, упираясь в буртик закрепленного гайкой 12 стержня 10, остается неподвижной. Металл гильзы под действием конуса обжимается, напряжения в нем превышают предел текучести, в результате чего происходит заполнение зазоров между проволоками. Проволоки изгибают ;я по кольцевым волнистым выточкам стержня и прочно закрепляются в гильзе. Затем со стержня 10 снимается гайка 12 и навинчивается захватное приспособление 13, закрепленное на тросе лебедки 14. При включении лебедки трос, проходя через ролик 15, тянет за собой пучок проволок. Когда пучок вытягивается несколько меньше заданной длины, лебедка выключается (ра;:стояние от установки до лебедки соответствует .тлине изготавливаемых пучков).
Винтом 16 тормозного приспособления 17 конусный вкладыш пось лается внутрь тормозной втулки-этим проволоки прижимаются к ее конусу, и происходит торможение пучка при дальнейшем движении для выравнивания проволок. После вторичного включения лебедки пучок натягивается, и те проволоки, которые натягиваются первыми, начинают проскальзывать в тормозном приспособлении до тех пор, пока все нроволоки не получают одинаковое натяжение и размер. Когда пучок достигает заданной длины, лебедка выключается, и натяжение троса ослабляется.
Для подготовки к закреплению проволок в левом зажиме, в середину пучка, между отрезным приспособлением 8 и домкратом, вставляется цилиндрический вкладыш и надевается разъемный хомут 18 с четырьмя винтами и секторными прижимами. С помош.ью хомута проволоки прочно прижимаются к вкладышу, после чего отрубаются приспособлением 8. Левые концы проволок заправляются в зазор между левой гильзой 9 и стержнем 10. На стержень навинчивается гайка 12, включается насосная установка //, шток домкрата начинает двигаться влево (фиг. 3), производя протяжку левой гильзы.
Предмет изобретения
Установка (стенд) для изготовления пучков арматурной проволоки с запрессовкой их концов в гильзы, обжимаемые до пластической деформации прота1скиванием по ним обжимного кольца (фильера), отличающаяся тем, что в установку включен гидравлический домкрат двойного действия с трубчатым штоком, через который пропускается пучок проволоки в процессе его растягивания в длину, на каждом конце которого укреплена обойма с обжимным кольцом (фильером) для осуществления поочередной опрессовки в гильзах обоих концов пучка.
t-. я
Sii c
