При изготовлении струнобетонных ба.юк обычно заготовка и укладка проволочной арматуры в опалубку производится вручную. Предлагаемый станок иредназначен для механизации заготовки проволочной арматуры для струнобетона.
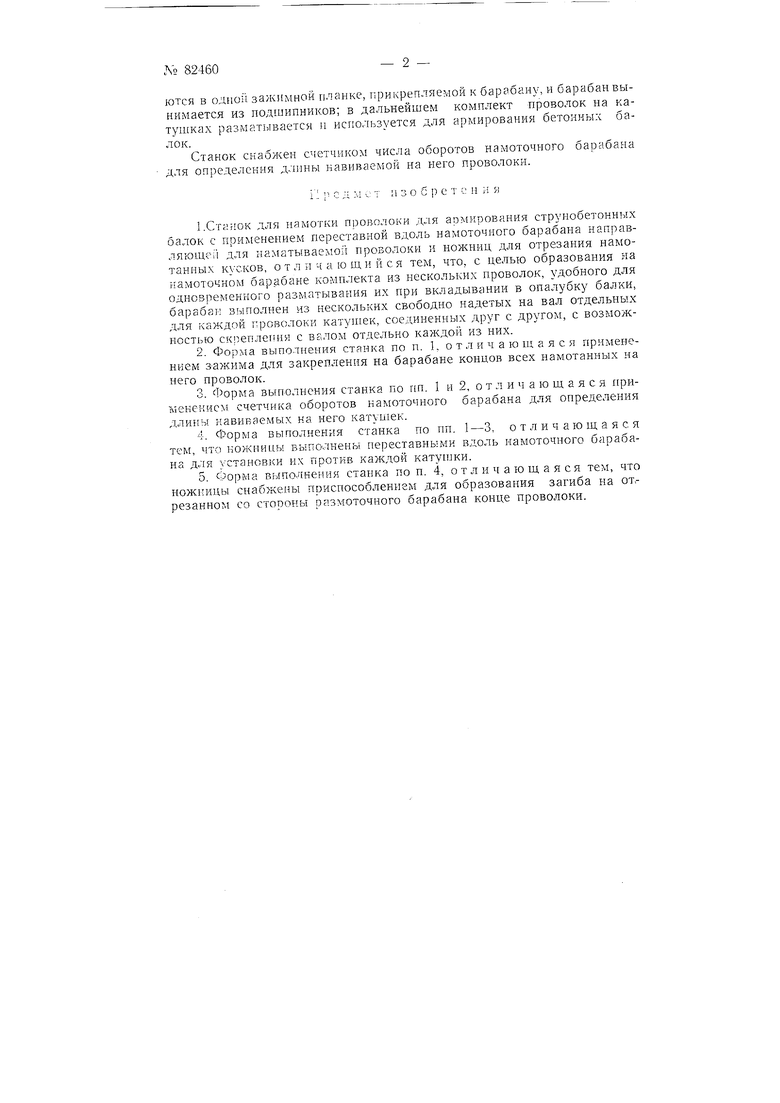
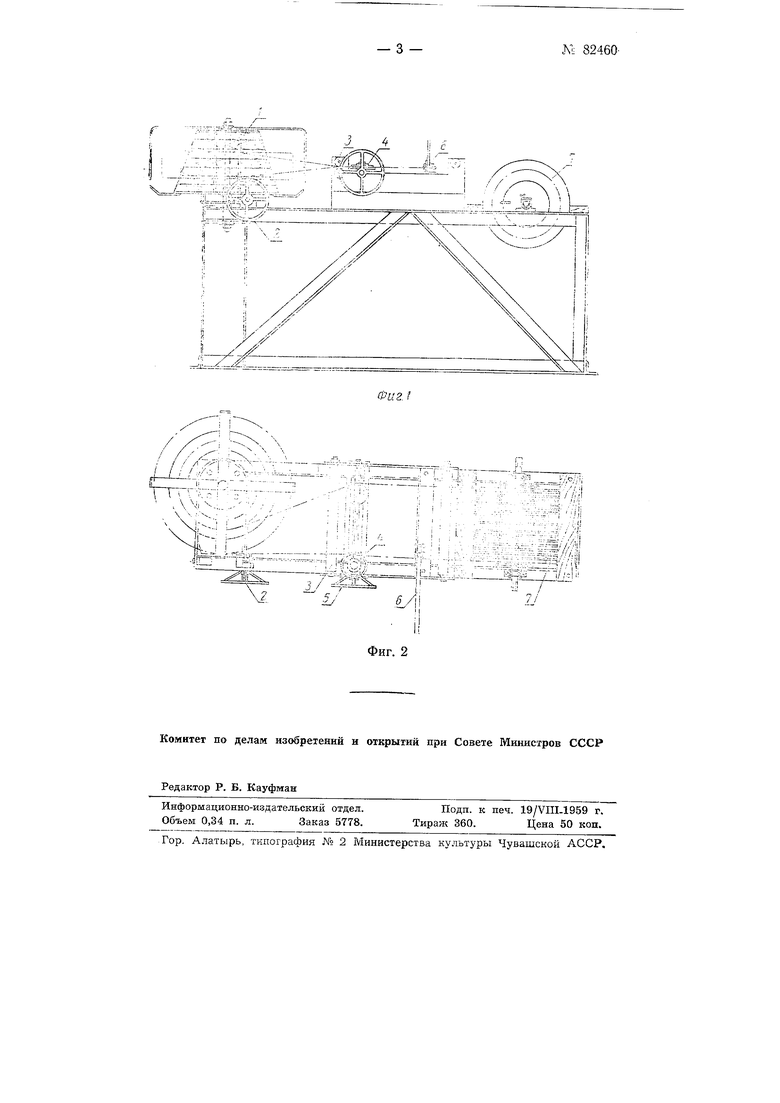
Па фиг. 1 показан станок, вид спереди; на фиг. 2-станок, вид в плане. На станине станка установлена вертикальная вертушка 1, на которой насажена бухта проволоки, перематываемой на отделЕ ные катунжи, образуюгние намоточный барабан 7. Между вертушкой 1 и барабаном 7 расположены один над другим два горизонтальных валка 3, желобчатый направляюищй ролик 4, насаженный на вертикальную ось и могущий передвигаться поперек станины посредством винтового устройства и штурвала 5, и ножницы 6, перемещающиеся по наиравляюП1,км поперек станнпы, для установки их против каждой катупгки намоточного барабана.
Каждая катушка намоточного барабана 7 состоит из двух металлических дисков с центральной втулкой н радиальными распорками. Па втулку .между дисками наматывается проволока. Коиец мотка провсЛоки пропускается между валками 3 по желобу ролика 4 и через очко ножниц 6, затем он загибается и закрепляется за одну из раснорок очередной катунп и. Проволока наматывается на катушки вранцением рукоятки намоточного барабана, после чего отрезается ножницами и конец ее временно закрепляется в ручье .
Пожнццы снабжены приспособлением для образования загиба на конце проволоки со сторо1гы размоточного барабана. Для регулирования натяжения проволоки предусмотрен ленточный тормоз 2. Катупжи .могут В:);ицат1)Ся пезависимсэ одна от другой н.ти же при помощи длиниой шпонки могут быть жестко связаны с осью барабана. Па каждую из 20-25 катушек барабана 7 наматывается по одной струне требуемой длины; после памоткгг всех катушек вес- ко}1цы проволок зажима№ 82460
ются в одной зажимной планке, прикрепляемой к барабану, и барабан вынимается из подшипников; в дальнейшем комплект проволок на катушках разматывается п используется для армирования бетонных балок.
Станок снабжен счетчиком числа оборотов намоточного барабана для определения д.лины навиваемой на него проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки проволок для армирования струйно-бетонных балок | 1945 |
|
SU74721A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Станок для намотки секций обмоток электрических машин | 1940 |
|
SU65434A1 |
| Устройство для формования армоцементных плит | 1960 |
|
SU146220A1 |
| Станок для изготовления гибких валов и витых струн для музыкальных инструментов | 1928 |
|
SU26289A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 2005 |
|
RU2270071C1 |
| ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ТЕРМООБРАБОТКИ В ВАКУУМЕ | 1973 |
|
SU376462A1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| УСОВЕРШЕНСТВОВАННАЯ КОНВЕЙЕРНАЯ НАМОТОЧНАЯ УСТАНОВКА ДЛЯ КАТАНОГО МАТЕРИАЛА | 2004 |
|
RU2353454C2 |
| НАВИВОЧНАЯ ГОЛОВКА К СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ НРОВОЛОЧНЫХ ВАЛОВ | 1972 |
|
SU334002A1 |
1,Станок для намотки ироволоки для армирования струнобетонных балок с применением переставной вдоль намоточного барабана наиравлягОщеГ для наматываемой проволоки и ножниц для отрезания намотанных кусков, отличающийся тем, что, с целью образования на намоточном барабане комплекта из нескольких проволок, удобного для одновременного разматывания их при вкладывании в опалубку балки, барабан выполнен из нескольких свободно надетых на вал отдельных для каждой гроволоки катуи ек, соединенных друг с другом, с возможностью ск)епле1и1я с валом отдельно каждой из них.
3i
43Ё
г
.L/Ji
