(54) СПОСОБ СБОРКИ ЭЛЕКТРО/ЧАГНИТНОГО РЕЛЕ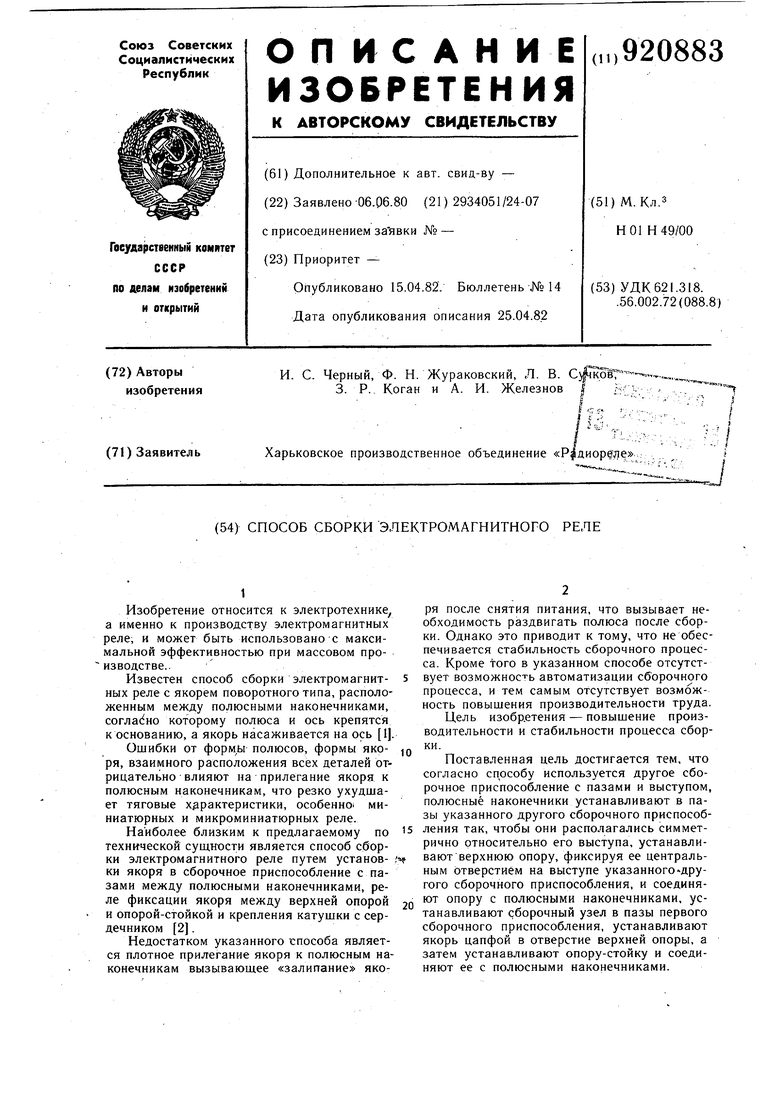
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| Способ изготовления электромагнитных реле | 1977 |
|
SU662993A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРОМАГНИТНЫХ РЕЛЕ | 1972 |
|
SU324668A1 |
| "Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом "катушка-сердечник" | 1990 |
|
SU1737548A1 |
| Способ сборки электромагнита | 1978 |
|
SU672666A1 |
| ПОЛЯРИЗОВАННЫЙ ЭЛЕКТРОМАГНИТ | 2009 |
|
RU2397567C1 |
| Способ изготовления электромагнитного реле | 1988 |
|
SU1534546A1 |
| Электромагнитное реле | 1975 |
|
SU778718A3 |
| Полюс ротора синхронного генератора | 1986 |
|
SU1363380A1 |
| Устройство для сборки узла магнитной системы электромагнитного малогабаритного реле | 1990 |
|
SU1709420A1 |
1
Изобретение относится к электротехнике, а именно к производству электромагнитных реле, и может быть использовано с максимальной эффективностью при массовом производстве..
Известен способ сборки электромагнит- 5 ных реле с якорем поворотного типа, расположенным между полюсными наконечниками, согласно которому полюса и ось крепятся к основанию, а якорь насаживается на ось 1.
Ошибки от полюсов, формы яко- Q ря, взаимного расположения всех деталей отрицательно влияют на прилегание якоря к полюсным наконечникам, что резко ухудшает тяговые характеристики, особенно миниатюрных и микроминиатюрных реле.
Наиболее близким к предлагаемому по 15 технической сущности является способ сборки электромагнитного реле путем установ- ,ч ки якоря в сборочное приспособление с пазами между полюсными наконечниками, реле фиксации якоря между верхней опорой 2о и опорой-стойкой и крепления катушки с сердечником 2.
Недостатком указанного способа является плотное прилегание якоря к полюсным наконечникам вызывающее «залипание якоря после снятия питания, что вызывает необходимость раздвигать полюса после сборки. Однако это приводит к тому, что не обеспечивается стабильность сборочного процесса. Кроме того в указанном способе отсутствует возможность автоматизации сборочного процесса, и тем самым отсутствует возможность повышения производительности труда.
Цель изобр.етения - повышение производительности и стабильности процесса сборки.
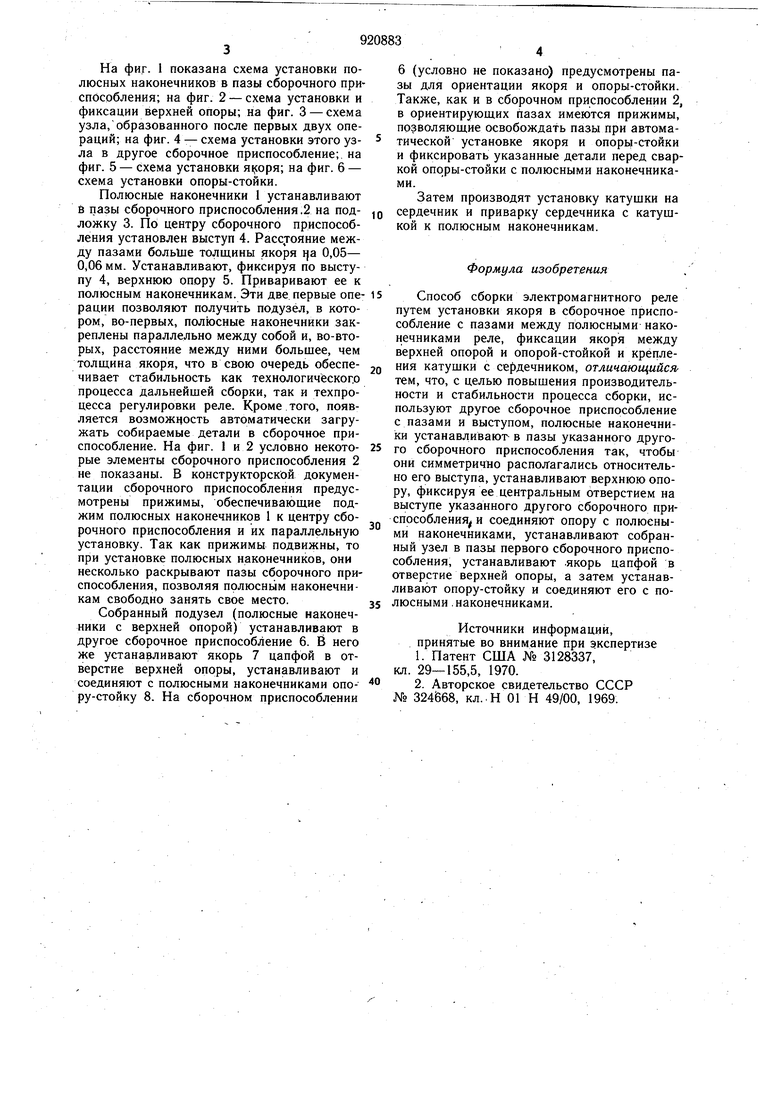
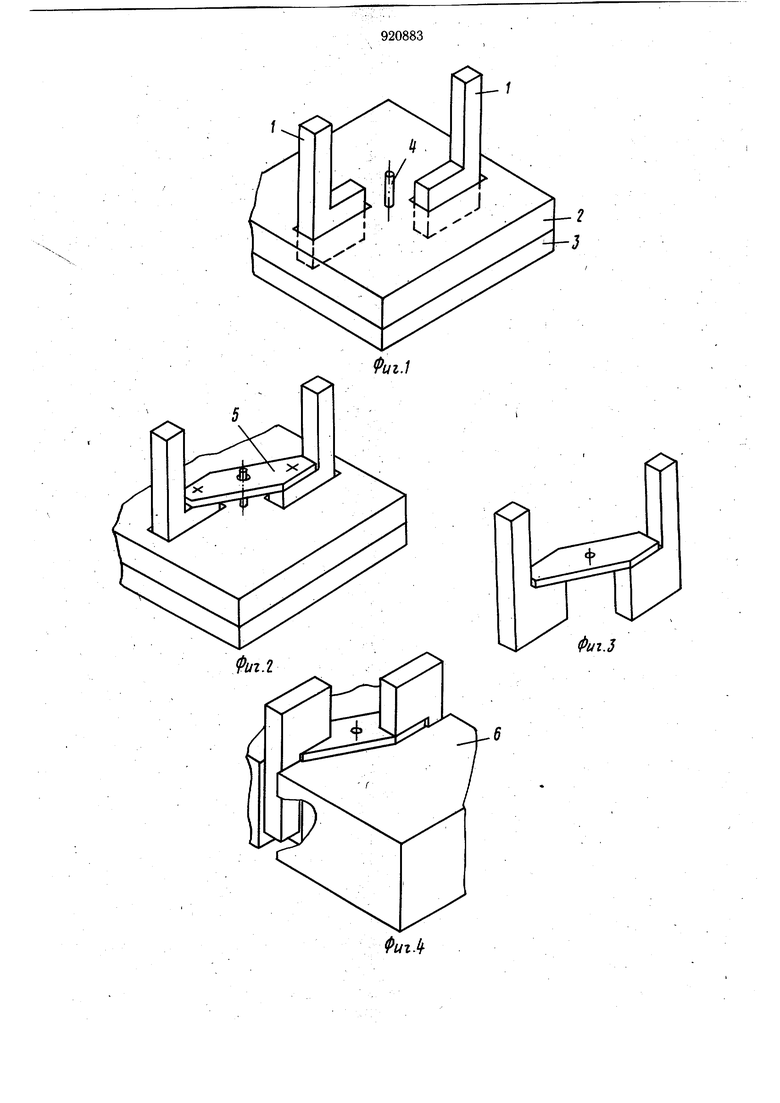
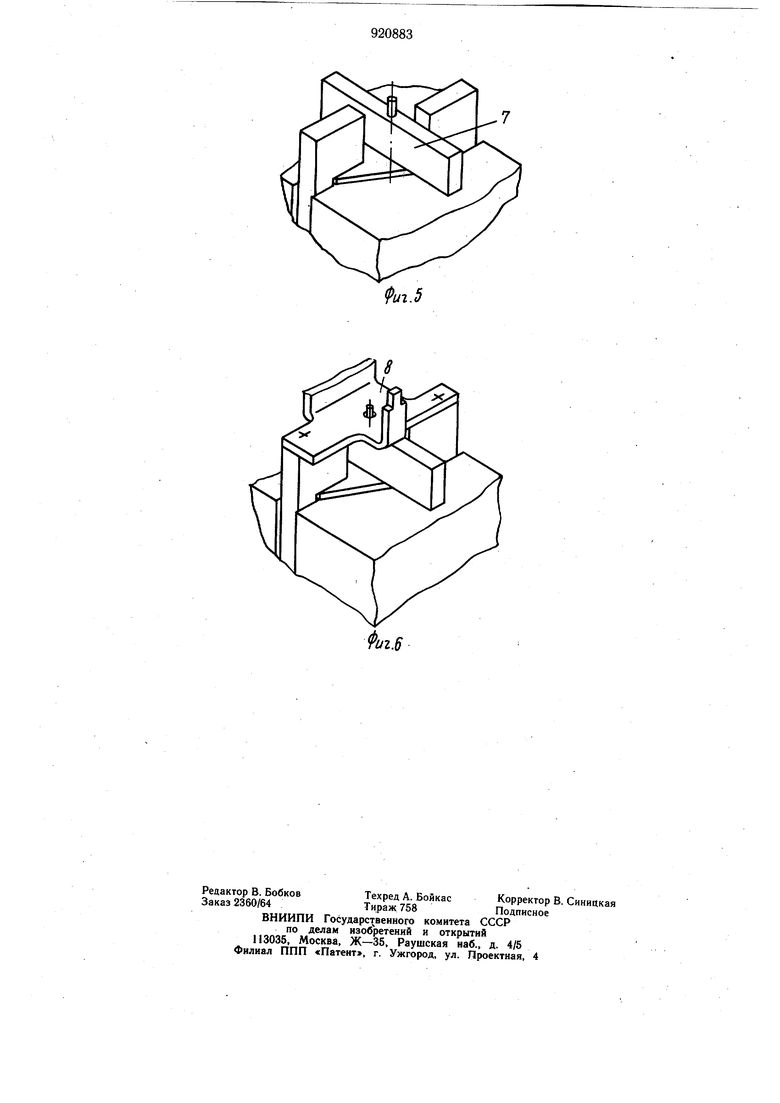
Поставленная цель достигается тем, что согласно способу используется другое сборочное приспособление с пазами и выступом, полюсные наконечники устанавливают в пазы указанного другого сборочного приспособления так, чтобы они располагались симметрично относительно его выступа, устанавливают верхнюю опору, фиксируя ее центральным отверстием на выступе указанного«другого сборочного приспособления, и соединяют опору с полюсными наконечниками, устанавливают сборочный узел в пазы первого сборочного приспособления, устанавливают якорь цапфой в отверстие верхней опоры, а затем устанавливают опору-стойку и соединяют ее с полюсными наконечниками. На фиг. 1 показана схема установки полюсных наконечников в пазы сборочного приспособления; на фиг. 2 - схема установки и фиксации верхней опоры; на фиг. 3 - схема узла, образованного после первых двух операций; на фиг. 4 - схема установки этого узла в другое сборочное приспособление;, на фиг. 5 - схема установки на фиг. 6 - схема установки опоры-стойки. Полюсные наконечники 1 устанавливают в пазы сборочного приспособления .2 на подложку 3. По центру сборочного приспособления установлен выступ 4. Расстояние между пазами больше толщины якоря ца 0,05- 0,06 мм. Устанавливают, фиксируя по выступу 4, верхнюю опору 5. Приваривают ее к полюсным наконечникам. Эти две.первые oneрации позволяют получить подузёл, в котором, во-первых, полисные наконечники закреплены параллельно между собой и, во-вторых, расстояние между ними большее, чем толщина якоря, что в свою очередь обеспечивает стабильность как технологического процесса дальнейшей сборки, так и техпроцесса регулировки реле. Кроме того, появляется возможность автоматически загружать собираемые детали в сборочное приспособление. На фиг. 1 и 2 условно некоторые элементы сборочного приспособления 2 не показаны. В конструкторской документации сборочного приспособления предусмотрены прижимы, обеспечивающие поджим полюсных наконечников 1 к центру сборочного приспособления и их параллельную установку. Так как прижимы подвижны, то при установке полюсных наконечников, они несколько раскрывают пазы сборочного приспособления, позволяя прлюснь1м наконечникам свободно занять свое место. Собранный подузёл (полюсные наконечники с верхней опорой) устанавливают в другое сборочное приспособление 6. В него же устанавливают якорь 7 цапфой в отверстие верхней опоры, устанавливают и соединяют с полюсными наконечниками опору-стойку 8. На сборочном приспособлении 6 (условно не показано) предусмотрены пазы для ориентации якоря и опоры-стойки. Также, как и в сборочном приспособлении 2, в ориентирующих пазах имеются прижимы, позволяющие освобождать пазы при автоматической установке якоря и опорь1-стойки и фиксировать указанные детали перед сваркой опоры-стойки с полюсными наконечниками. Затем производят установку катушки на сердечник и приварку сердечника с катушкой к полюсным наконечникам. Формула изобретения Способ сборки электромагнитного реле путем установки якоря в сборочное приспособление с пазами между полюсными наконечниками реле, фиксации якоря между верхней опорой и опорой-стойкой и крепления катушки с сердечником, отличающийся тем, что, с целью повышения производительности и стабильности процесса сборки, используют другое сборочное приспособление с пазами и выступом, полюсные наконечники устанавливают- в пазы указанного другого сборочного приспособления так, чтобы они симметрично располагались относительно его выступа, устанавливают верхнюю опору, фиксируя ее центральным отверстием на выступе указанного другого сборочного приспособления и соединяют опору с полюсными наконечниками, устанавливают собранный узел в пазы первого сборочного приспособления, устанавливают .якорь цапфой в отверстие верхней опоры, а затем устанавливают опору-стойку и соединяют его с полюсными .наконечниками. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3128337, кл. 29--155,5, 1970. 2.Авторское свидетельство СССР № 324668, кл.,Н 01 Н 49/00, 1969.
