О
с: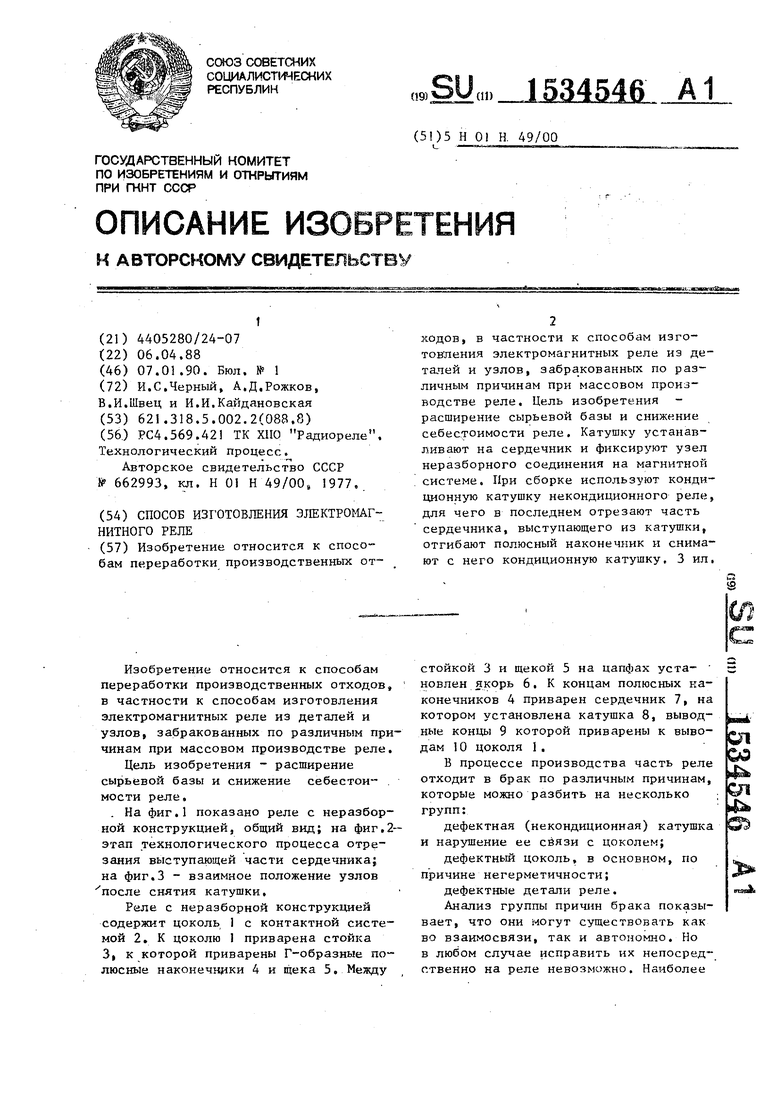
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электромагнитных реле | 1977 |
|
SU662993A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРОМАГНИТНЫХ РЕЛЕ | 1972 |
|
SU324668A1 |
| Способ изготовления основания с планарными выводами герметичного реле и устройство для его осуществления | 1988 |
|
SU1561122A1 |
| СПОСОБ ПЕРЕГРУЗКИ ОТРАБОТАВШИХ СТЕРЖНЕЙ УПРАВЛЕНИЯ И ЗАЩИТЫ ИЗ НЕКОНДИЦИОННЫХ ЧЕХЛОВ ДЛЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2713916C1 |
| Устройство для сборки узла полюсных наконечников электромагнитного реле | 1983 |
|
SU1086477A1 |
| Электромагнитный поляризованный переключатель | 1981 |
|
SU1024994A2 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| "Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом "катушка-сердечник" | 1990 |
|
SU1737548A1 |
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
Изобретение относится к способам переработки производственных отходов, в частности к способам изготовления электромагнитных реле из деталей и узлов, забракованных по различным причинам при массовом производстве реле. Цель изобретения - расширение сырьевой базы и снижение себестоимости реле. Катушку устанавливают на сердечник и фиксируют узел неразборного соединения на магнитной системе. При сборке используют кондиционную катушку некондиционного реле, для чего в последнем отрезают часть сердечника, выступающего из катушки, отгибают полюсный наконечник и снимают с него кондиционную катушку. 3 ил.
Изобретение относится к способам переработки производственных отходов, в частности к способам изготовления электромагнитных реле из деталей и узлов, забракованных по различным причинам при массовом производстве реле.
Цель изобретения - расширение сырьевой базы и снижение себестоимости реле.
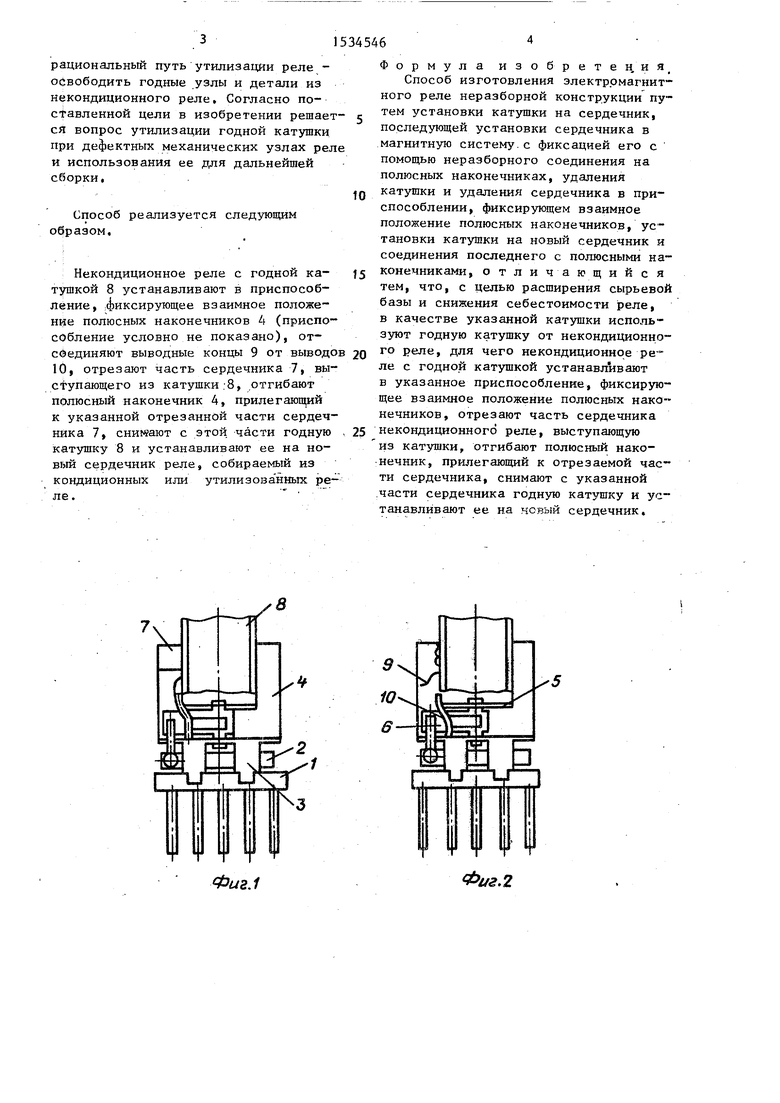
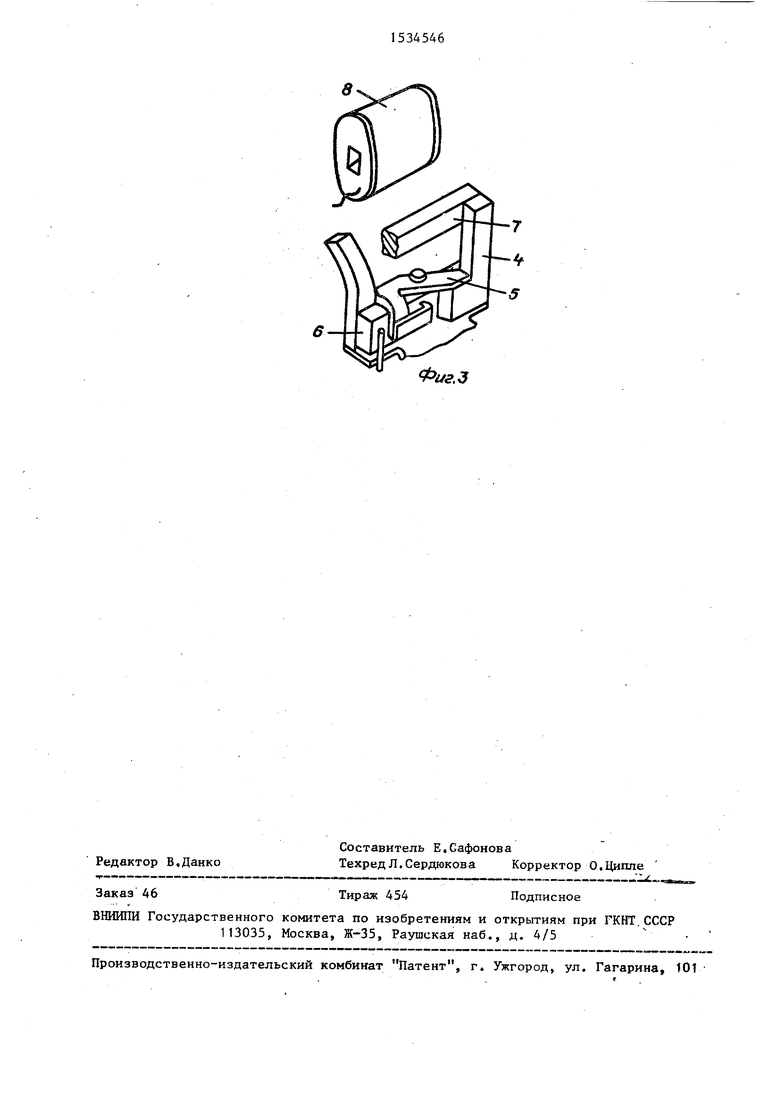
На фиг.1 показано реле с неразборной конструкцией, общий вид; на фиг.2- этап технологического процесса отрезания выступающей части сердечника; на фиг.З - взаимное положение узлов после снятия катушки.
Реле с неразборноч конструкцией содержит цоколь 1 с контактной системой 2. К цоколю I приварена стойка 3, к которой приварены Г-образные полюсные наконечники 4 и щека 5. Между
стойкой 3 и щекой 5 на цапфах усга- новпен якорь 6. К концам полюсных наконечников 4 приварен сердечник 7, на котором установлена катушка 8, выводные концы 9 которой приварены к выводам 10 цоколя 1.
В процессе производства часть репе отходит в брак по различным причинам, которые можно разбить на несколько групп:
дефектная (некондиционная) катушка и нарушение ее связи с цоколем;
дефектный цоколь, в основном, по причине негерметичности;
дефектные детали реле.
Анализ группы причин брак т показывает, что они могут существовать как во взаимосвязи, так и автономно. Но в любом случае исправить их непосредственно на реле невотм жно. Наиболее
ел
со
Јь
сл
Јь
С5
рациональный путь утилизации реле - освободить годные узлы и детали из некондиционного реле. Согласно поставленной цели в изобретении решает- ся вопрос утилизации годной катушки при дефектных механических узлах реле и использования ее для дальнейшей сборки.
Способ реализуется следующим образом.
Некондиционное реле с годной катушкой 8 устанавливают в приспособление, фиксирующее взаимное положение полюсных наконечников 4 (приспособление условно не показано), отсоединяют выводные концы 9 от выводо 10, отрезают часть сердечника 7, выступающего из катушки 8, отгибают полюсный наконечник 4, прилегающий к указанной отрезанной части сердечника 7, снимают с этой части годную катушку 8 и устанавливают ее на новый сердечник реле, собираемый из кондиционных или утилизова нных реле.
Фиг.1
5
0
5
Формула изобретен иЯ4 Способ изготовления электромагнитного реле неразборной конструкции путем установки катушки на сердечник, последующей установки сердечника в магнитную систему с фиксацией его с помощью неразборного соединения на полюсных наконечниках, удаления катушки и удаления сердечника в приспособлении, фиксирующем взаимное положение полюсных наконечников, установки катушки на новый сердечник и соединения последнего с полюсными наконечниками, отлич ающийся тем, что, с целью расширения сырьевой базы и снижения себестоимости реле, в качестве указанной катушки используют годную катушку от некондиционного реле, для чего некондиционное реле с годной катушкой устанавливают в указанное приспособление, фиксирующее взаимное положение полюсных наконечников, отрезают часть сердечника некондиционного реле, выступающую из катушки, отгибают полюсный наконечник, прилегающий к отрезаемой части сердечника, снимают с указанной части сердечника годную катушку и устанавливают ее на чгный сердечник.
Фиг.2
в
Редактор В.Данко
Составитель Е.Сафонова
Техред Л. Сердюкова Корректор О.Ципле
Заказ 46
Тираж 454
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.З
Подписное
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Технологический процесс | |||
| Способ изготовления электромагнитных реле | 1977 |
|
SU662993A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
