Изобретение относится к технологии электроаппаратостроения, в частности к технологии электромагнитных реле, более точно, к области создания автоматизированных линий для сборки электромагнитных реле.
Известны способы сборки магнитных систем электромагнитных реле, в которых используются фиксирующие приспособления с общей базой и различного рода ориентаторами. Однако указанный способ не позволяет собирать магнитную систему с узлом катушка-сердечник.
Известны способы сборки магнитных систем электромагнитных реле с узлом катушка-сердечник. Однако для сборки по этому способу используются два сборочных приспособления, что значительно усложняет процесс сборки. К тому же известные способы не предназначены для использования
при автоматической сборке с многопозиционными столами.
Наиболее близким техническим решением к предлагаемому является способ автоматической сборки узла магнитной системы с узлом катушка-сердечник, согласно которому на многопозиционный поворотный стол подают узел магнитной системы в радиальном направлении стола, после чего подают узел катушка-сердечник, вводя его между полюсами узла магнитной системы.
Однако в известном способе сборка этих узлов осуществляется за две операции, что повышает вероятность снижения точности и увеличения времени на сборку.
Целью изобретения является сокращение времени сборки и повышение ее качества путем одновременной подачи узла магнитной системы и узла катушка-сердечник.
Цель достигается тем, что указанные узлы подают на сборочную позицию одновременно, причем узел катушка-сердечник подают сначала в направлении, перпендикулярном плоскости указанного стола, а затем - в радиальном, для сборки используют одно приспособление, стенка паза которого служит при сборке общей базой для обоих собираемых узлов, а длина паза выбрана больше суммы размеров этих узлов.
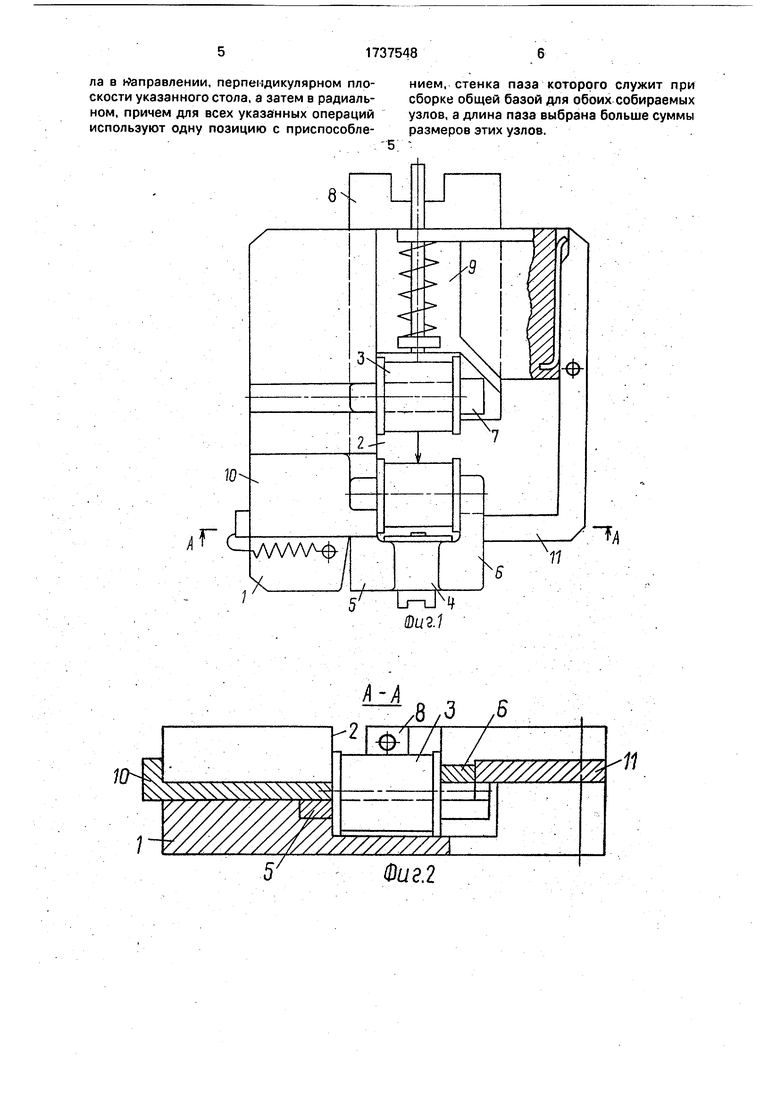
На фиг. 1 показано приспособление для сборки узлов по описанному способу с изображением установленного узла магнитной системы и узла катушка-сердечник, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Предложенный способ может быть реализован за счет приспособления для сборки, содержащего корпус 1 с прямоугольным пазом, поверхность стенки 2 указанного паза выбрана в качестве общей базы для сборки узла 3 катушка-сердечник с узлом 4 магнитной системы, к полюсным наконечникам 5 и 6 которой после сборки узлов 3 и 4 приваривают концы сердечника 7 узла 3, кроме того в указанном корпусе 1 установлены еще толкатель 8, подпружиненный пружиной 9, а также подпружиненные пластина 10 и рычаг 11.
В автоматической линии описанное приспособление работает следующим образом. Приспособление, установленное на многопозиционном поворотном столе (на фиг. 2 и 1 не показано), подают по команде управления в позицию сборки. Специальные механизмы, не связанные с указанным столом (на фиг. 1 и 2 не показаны), отодвигают в разные стороны подпружиненные толкатель 8, пластина 10 и рычаг 11, после чего в корпус 1 приспособления в радиальном направлении многопозиционного поворотного стола подают узел 4 магнитной системы и устанавливают таким образом, что внутренняя сторона ее полюсного наконечника 5 оказывается совмещенной с базовой поверхностью стенки 2 прямоугольного паза, после чего механизмы, которые первоначально отодвинули в сторону пластину 10 и рычаг 11, по команде управления выходят из
0 контакта с пластиной 10 и рычагом 11, в результате чего наконечник 5 оказывается прижатым сверху пластиной 10, а полюсный наконечник 6 - прижатым сбоку рычагом 11, и весь узел 4 магнитной систе5 мы оказывается надежно закрепленным.
Одновременно с узлом 4 магнитной системы в указанный паз корпуса 1 подают узел 3 катушка-сердечник сначала в направлении, перпендикулярном плоскости
0 стола, после чего по команде управления механизмы, которые первоначально отодвинули толкатель 8 и сжали пружину 9, выходят из зацепления с указанным толкателем 8 и он под действием пружины 9 пе5 ремещает узел 3 катушка-сердечник навстречу узлу 4 магнитной системы уже в радиальном направлении многопозиционного поворотного стола (по стрелке на фиг. 1) таким образом, что боковая стенка карка0 са катушки оказывается постоянно прижатой к базовой поверхности стенки 2 паза корпуса 1, в результате чего катушка точно и без ударов устанавливается в требуемое положение между полюсными наконечника5 ми 5 и 6 узла 4 магнитной системы, а концы сердечника 7 оказываются прижатыми к указанным полюсам и подготовленными к их дальнейшей сварке.
Таким образом, заявленное техниче0 ское решение позволяет значительно сократить время проведения сборочных операций в автоматизированных линиях сборки, повысить ее качество за счет использования единого сборочного приспо5 собления с определенными размерами. Формула изобретения Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом катушка-сердечник, согласно
0 которому на многопозиционный поворотный стол подают узел магнитной системы в радиальном направлении стола и подают узел катушка-сердечник, а затем вводят указанный узел катушка-сердечник меж5 ду полюсами узла магнитной системы, о т- личающийся тем, что, с целью сокращения времени сборки и повышения ее качества, узел магнитной системы и узел катушка-сердечник подают одновременно, узел катушка-сердечник подают сначала в Управлении, перпендикулярном пло-нием, стенка паза которого служит при
скости указанного стола, а затем в радиаль-сборке общей базой для обоих собираемых
ном, причем для всех указанных операцийузлов, а длина паза выбрана больше суммы
используют одну позицию с приспособле-размеров этих узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Устройство для сборки узла магнитной системы электромагнитного малогабаритного реле | 1990 |
|
SU1709420A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| Способ изготовления электромагнитного реле | 1988 |
|
SU1534546A1 |
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| Устройство для автоматизированной сборки узла полюсных наконечников электромагнитного реле | 1987 |
|
SU1450010A1 |
| Устройство для сборки узла магнитной головки | 1987 |
|
SU1520587A1 |
| ЭЛЕКТРОМАГНИТНОЕ РЕЛЕ | 1965 |
|
SU222558A1 |
Изобретение относится к электротехнике, в частности к технологии сборки электромагнитных реле. Цель изобретения - сокращение времени сборки и повышение ее качества. Для реализации способа предложено приспособление для сборки, которое содержит корпус 1 с пазом, стенка 2 которого используется в качестве общей базы при сборке узла 3 катушка-сердечник с узлом 4 магнитной системы, к полюсным наконечникам 5 и 6 которой после сборки приваривают концы сердечника 7. В корпусе 1 установлены толкатель 8, подпружиненный пружиной 9, подпружиненные пластина 10 и рычаг 11. Перед сборкой узлов 3 и 4 приспособление, установленное на многопозиционном поворотном столе, подают в позицию сборки. После этого в радиальном направлении стола в приспособление подают узел 4 магнитной системы, который ус- танавливается таким образом, что внутренняя сторона полюсного наконечника 5 оказывается срвмещенной с базовой поверхностью стенки 2, при этом полюсный наконечник 5 оказывается прижатым сверху пластиной 10, а полюсный наконечник 6 - прижатым сбоку рычагом 11. Одновременно в приспособление сверху подают узел 3 катушка-сердечник вначале в направлении, перпендикулярном плоскости стола, после чего толкатель 8 под действием пружины 9 перемещает указанный узел навстречу узлу 4 магнитной системы и устанавливает его между полюсными наконечниками 5 и 6 Сборка двух узлов осуществляется в одной позиции в одном приспособлении с общей базой путем одновременной подачи указанных узлов. 2 ил. ЛЯЖ) Чнгаг х|
лГ
х.
5
ysSSSS SX
//////////А
Фиг.2
/
iff
)х
ш
,
к
Юиг1
Л-А
.6 /3 ,6
У////////Х/7,
11
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР Ms 760227, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
