со
4
О 00
ел
Изобретение относится к производству электромагнитных реле и может быть использовано с максимальной эффективностью при массовом производстве.
Известно устройство в виде трех приспособлений, поочередно участвующих в технологическом процессе сборки магнитной системы CJ.
Однако данная конструкция не обеспечивает высокой производительности сборочного процесса.
Наиболее близким к предлагаемому по технической сущности является приспособление для сборки магнитной системы электромагнитного реле, включающей в себя ранее собранный узел в виде двух полюсных наконечников, соединенных с верхней опорой реле, якорь, установленный между полюсными
наконечниками, и опоры-стойки указанного реле, содержащее корпус с пазами для ориентации указанных якоря и узла полюсных наконечников и прижим г 2 3.
Недостаток указанного приспособления заключается в невозможности автоматизации процесса сборки магнитной системы, так как при его комплектации якорем, прикреплении к узлу полюсных наконечников опорыстойки возникает необходимость перестановки приспособления на дополнительные ориентирующие и сварочные приспособления.
Целью изобретения является обеспечение возможности автоматизации сборки магнитной системы.
Эта цель достигается тем, что приспособления для сборки магнитной системы электромагнитного реле, включающей в себя собранный узел в виде двух полюсных наконечников, соединенных с верхней опорой реле, якорь, установленньй между полюсными наконечниками, и опоры-стойки указанного реле, содержащее корпус с пазами для ориентации указанных якоря и узла полюсных наконечников и прижим, снабжено подложкой и электродом подложка выполнена в виде пластины с пазом прямоугольной формы, электрод установлен в указанном пазу, выполнен в виде прямоугольной рейки со сквозным шпоночным пазом и снабжен несколькими ориентаторами для установки указанного якоря, выполненными в виде шпилек, запрессованных в электрод, а
корпус приспособления установлен на подложке таким образом, что оси указанных пазов корпуса и ось электрода расположены в одной плоскости, параш5 лельной плоскости подложки.
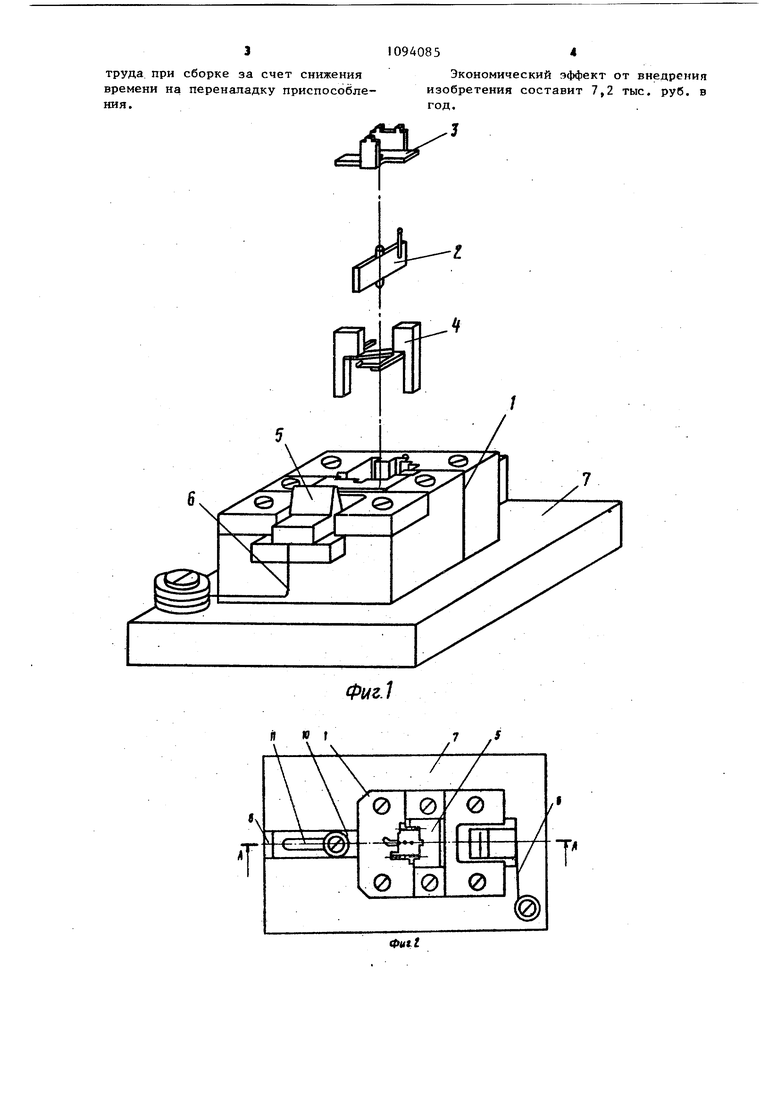
На фиг. 1 показано приспособление в аксонометрии и схема установки собираемых деталей, общий вид; на фиг, 2 - то же, вид сверху; на фиг.З разрез А-А на фиг. 1.
Приспособление содержит корпус 1 с пазами для ориентации якоря 2, опоры-стойки 3 и полюсных наконечников 4. Прижим 5 подпружинен пружиной 6. Кор5 пус 1 установлен на подложке 7. В подложке выполнен паз 8 прямоугольной формы. В пазу 8 винтом 9 укреплен электрод 10, выполненный в виде прямоугольной рейки со сквозным щпоночным пазом II. Б электрод 10 запрессованы несколько шпилек 12, между которьгми выполнены отверстия 13.
Процесс сборки происходит следующим образом.
При отведенном прижиме 5 в пазы корпуса 1 устанавливаются полюсные наконечники 4 и затем якорь 2 таким образом, что последний своей цапфой входит в отверстие 13, а своими торцовыми плоскостями устанавливается на шпильки I2. Полюсные наконечники 4, установившись в пазах корпуса 1, попадают на плоскость электрода 10,
5 выполняющего при этом роль ограничителя по высоте. Затем устанавливают опору-стойку 3 и фиксируют ее прижимом 5. Подводя в дальнейшем все приспособление под сварочную головку,
производят приварку опоры стойки 3 к полюсным наконечникам 4.
Установка подложки 7 с электродом 10 позволила аннулировать операции совмещения сборочного приспособления сначала с технологическим базирующим приспособлением, а затем со сварочным приспособлением, т.е. позволила повысить производительность труда при сборке, обеспечив при этом возможность ее автоматизации. Установка нескольких шпилек 12 в электроде 10 и выполнение в нем паза 11 позволила повысить общую стойкость электрода, 5 так как по мере износа сварки появилась возможность передвигать электрод JO по пазу 8 подложки 7, что также повьшает производительность
труда при сборке за счет снижения времени на переналадку приспособления.
Экономический эффект от внедрения изобретения составит 7,2 тыс. руб. в год.
Фиг.1
М.
12 /J
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла полюсных наконечников электромагнитного реле | 1983 |
|
SU1086477A1 |
| Приспособление для сборки толкателя с якорем герметичного реле | 1983 |
|
SU1086476A1 |
| Устройство для автоматизированной сборки узла полюсных наконечников электромагнитного реле | 1987 |
|
SU1450010A1 |
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Электромагнитное реле | 1983 |
|
SU1123065A1 |
| "Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом "катушка-сердечник" | 1990 |
|
SU1737548A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1983 |
|
SU1094084A1 |
| Приспособление для сборки магнитной и контактной систем герметичного реле | 1987 |
|
SU1429195A1 |

ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ МАГНИТНОЙ СИСТЕМЫ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ, содержащей собранный узел в виде двух полюсных наконечников, соединенных с верхней опорой реле, якорь, установленный между полюсными наконечниками, и опоры-стойки указанного реле, содержащее корпус с пазами для ориентации указанных якоря и узла полюсных наконечников и прижим, о тличающееся тем, что, с целью обеспечения возможности автоматизации сборки магнитной системы, оно снабжено подложкой и электродом, подложка вьтолнена в виде пластины с пазом прямоугольной формы, электрод установлен в указанном пазу, выполнен в виде прямоугольной рейки со сквозным шпоночным пазом и снабжен несколькими ориентаторами для установки указанного якоря, выполненными в виде шпилек, запрессованных в электрод, а корпус приспособления установлен на подложке таким Р образом, что оси указанных пазов корпуса и ось электродарасположены в (Л одной плоскости, параллельной плоскости подложки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
