(54) СПОСОБ НАЗН.АЧЕНИЯ ПРИПУСКОВ ЗАГОТОВОК НОЖЕЙ ДЛЯ ЧИСТОВЫ.Х ОПЕРАЦИИ
1
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении заготовок ножей к режуще.му сборно.му инструменту.
Известен способ назначения припусков заготовок ножей, предусматривающий назначение под заточку равномерного припуска по всей передней и задней поверхностей, образующих угол заострения 1.
Однако использование известного способа приводит к больщому объему заточки режущих ножей, повышенно.му расходу заточного инстру.мента.
Цель изобретения - снижение трудоемкости изготовления инструмента за счет рационального .расположения припуска под обработку.
Поставленная цель достигается тем, что задают граничные точки рабочих зон, соединяют их с точками, расположенными на перпендикулярах к задней и передней поверхностям, исходящих из вершины ножа и сопрягают указанные точки на перпендикулярах другой, любая точка которой отстоит от вернжны на вершину обезуглероженного слоя.
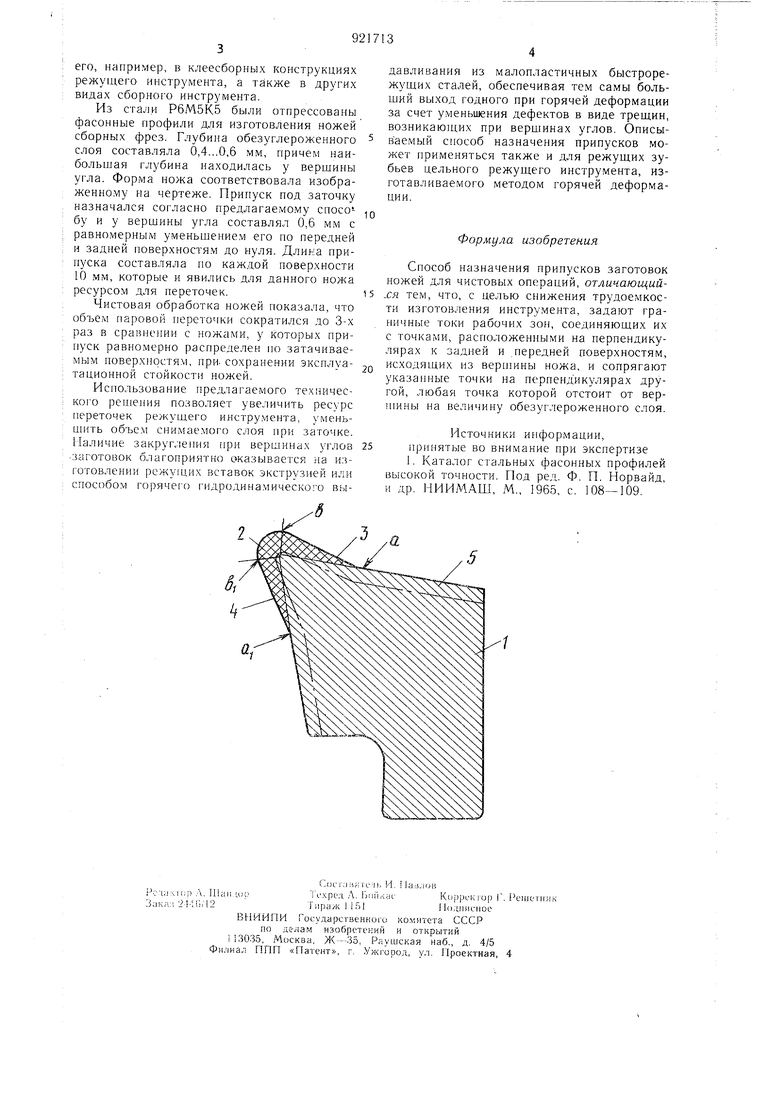
На чертеже изображена за1-отовка ножа для сборного режущего инструмента.
В корпусе 1 под заточку назначают припуск 2, образованный образующими 3 и 4, которые соединяют граничные точки а и а; рабочих зон, величина которых определяется из условия необходимого числа переточек ножа, в точками в и в, расположенны.ми на перпендикулярах к передней и задней поверхностям, исходян1.11х из вершины ножа, и сопрягают указанные точки на перпендикулярах другой, любая точка которой отстоит от вершины на величину обез)тлероженного с,1оя 5.
При заточке но переднему и заднему углам до необходимого угла заострения обез15 углероженный слой снижается только в гзнашиваемых участках поверхностей, подлежащих износу в процессе эксплуатации ножа. При поворотной заточке затупленной режущей кро.мки частки возможного износа поверхностей также освобождаются от обезуглероженно1о слоя за счет снимаемого слоя толщиной 0,2--0,4 .мм. Нал.ичие обезу|лероженного слоя на нерабочих 1Юверхностях ножа не снижает его эксплуатационных характеристик при исиользовани
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163528C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163530C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163527C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163529C1 |
| Способ изготовления режущих элементов | 1987 |
|
SU1481036A1 |
| Способ заточки режущего инструмента | 1989 |
|
SU1673398A1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
