(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ СТРОГАЛЬНЫЙ С ОБНОВЛЯЕМЫМ ПРИ ПЕРЕТОЧКАХ УГЛОМ ПРИСАДКИ И ПРОФИЛЯ СТРУЖКОЛОМАТЕЛЯ ПО ЕГО ПЕРЕДНЕЙ ГРАНИ | 2001 |
|
RU2229376C2 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩИХ СВОЙСТВ СМЕННЫХ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИНОК | 2001 |
|
RU2219038C2 |
| Способ заточки зуборезных головок | 1985 |
|
SU1242338A1 |
| Способ определения допустимой величины износа режущего инструмента | 1983 |
|
SU1285348A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ПЛАСТИН ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2177864C2 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| Способ изготовления токарного резца с радиусной задней поверхностью | 1990 |
|
SU1779526A1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
Изобретение относится к станкостроению, касается шлифования и может быть использовано при переточке изношенного режущего инструмента, например резцов. Цель изобретения - повышение долговечности инструмента. На передней поверхности инструмента 1 в процессе работы образуется лунка износа AB, а на задней поверхности - фаска износа CD. При заточке изношенного инструмента с его передней и задней поверхностей снимают слой металла толщиной соответственно H1 и H2. Величину H1 и H2 определяют по формуле H1 = A. H1макс
H2 = A. H2макс, где A = 0,4 - 0,6 - коэффициент съема материала при заточке, H1макс - полная глубина лунки износа
H2макс - полная высота фаски износа. 1 ил.
Изобретение относится к станкостроению, касается шлифования и может быть использовано при переточке изношенного режущего инструмента, например резцов.
Цель изобретения - повышение долговечности инструмента.
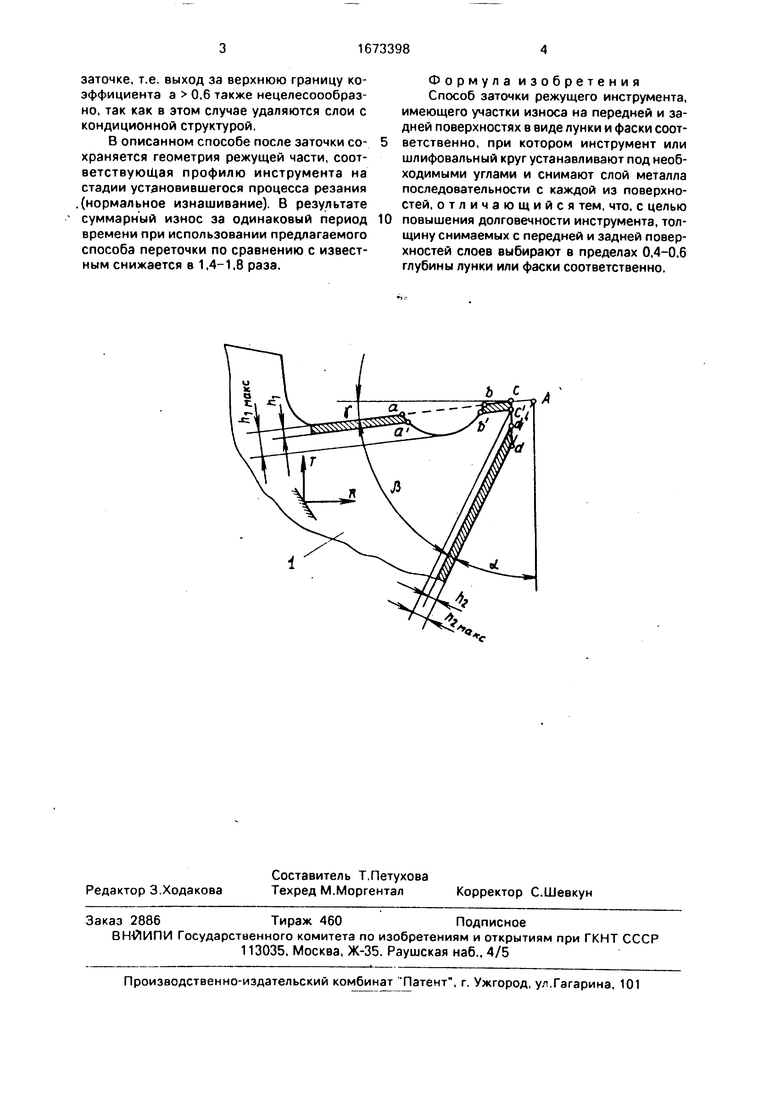
На чертеже показана рабочая часть режущего инструмента.
Стандартно заточенный инструмент 1 имеет задний угол а , угол заострения /3, передний угол у , А - вершина режущего инструмента. В процессе работы инструмента 1 образуется лунка износа ab на его передней поверхности и фаска износа cd на задней поверхности; гцмакс - полная глубина лунки износа: - полная высота фаски износа в направлении снимаемого припуска; R - направление радиальной нагрузки на инструмент 1 при его работе; Т - направление тангенциальной рабочей нагрузки; V - направление движения обрабатываемой детали. При резании инструмент вершиной А вводят во взаимодействие с обрабатываемой деталью. После формообразования лунки износа ab на передней поверхности и фаски износа cd на задней поверхности инструмента 1 осуществляют его заточку, например путем сошлифовки поверхностных слоев соответственно толщиной hi и h2, составляющих
hi a ГИмакс(1)
Г12 а Г12макс.
где а 0.4-0,6 - коэффициент сьема материала при заточке.
Нижняя граница а 0 коэффициента съема металла в соотношении /1/ указывает на необходимую минимальную толщину удаляемого слоя, содержащего дефектные /размягченные, обезуглероженные, деформированные/ зоны. Увеличение съема металла при
О
VJ
00
со о
00
заточке, т.е. выход за верхнюю границу коэффициента а 0,6 также нецелесоообраз- но, так как в этом случае удаляются слои с кондиционной структурой.
В описанном способе после заточки сохраняется геометрия режущей части, соответствующая профилю инструмента на стадии установившегося процесса резания .(нормальное изнашивание). В результате суммарный износ за одинаковый период времени при использовании предлагаемого способа переточки по сравнению с известным снижается в 1,4-1,8 раза.
0
Формула изобретения Способ заточки режущего инструмента, имеющего участки износа на передней и задней поверхностях в виде лунки и фаски соответственно, при котором инструмент или шлифовальный круг устанавливают под необходимыми углами и снимают слой металла последовательности с каждой из поверхностей, отличающийся тем, что, с целью повышения долговечности инструмента, толщину снимаемых с передней и задней поверхностей слоев выбирают в пределах 0,4-0.6 глубины лунки или фаски соответственно.
| Попов С.А | |||
| Заточка и доводка режущего инструмента | |||
| М.: Высшая школа, 1986, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
