(5) ОПОРНЫЙ НОЖ БЕСЦЕНТРОВОШЛИФОВАЛЬНОГО
СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальная головка | 1981 |
|
SU975363A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| Устройство для упругого шлифования | 1981 |
|
SU963817A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| Устройство для упругой обработки детали | 1981 |
|
SU1024237A1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
I
Изобретение относится к абразив- : ной обработке и может быть использо вано в бесцентровом шлифовании.
Известен опорный нож, выполненный в виде основания и опорной части держателя детали-, связанных между собой упругими пластинами, установленными под углом к опорной части ножа l.
Однако известное устройство имеет малую жесткость в направлении, перпендикулярном осям вращения круга и детали, а следовательно, и в направлении, перпендикулярном плоскости шлифования, и обладает малой виброустойчивостью в процессе шлифования. При обработке детали на таком опорном ноже, а также и при использовании монолитного опорногоножа в связи с нелинейной зависимостью силы трения от скорости возникают автоколебания деталЦ в плоскости, перпендикулярной плоскости шлифования, В результате изгибных автоколебаний снижается точность и ухудшается качество обработанной поверхности детали, уменьшается производительность и увеличивается износ шлифовальных кругов.
Цель изобретения - повышение ус-тойчивости ножа.
Поставленная цель достигается тем, что пластины установлены паJJJ раллельно одна другой, при этом угол выбран в пределах
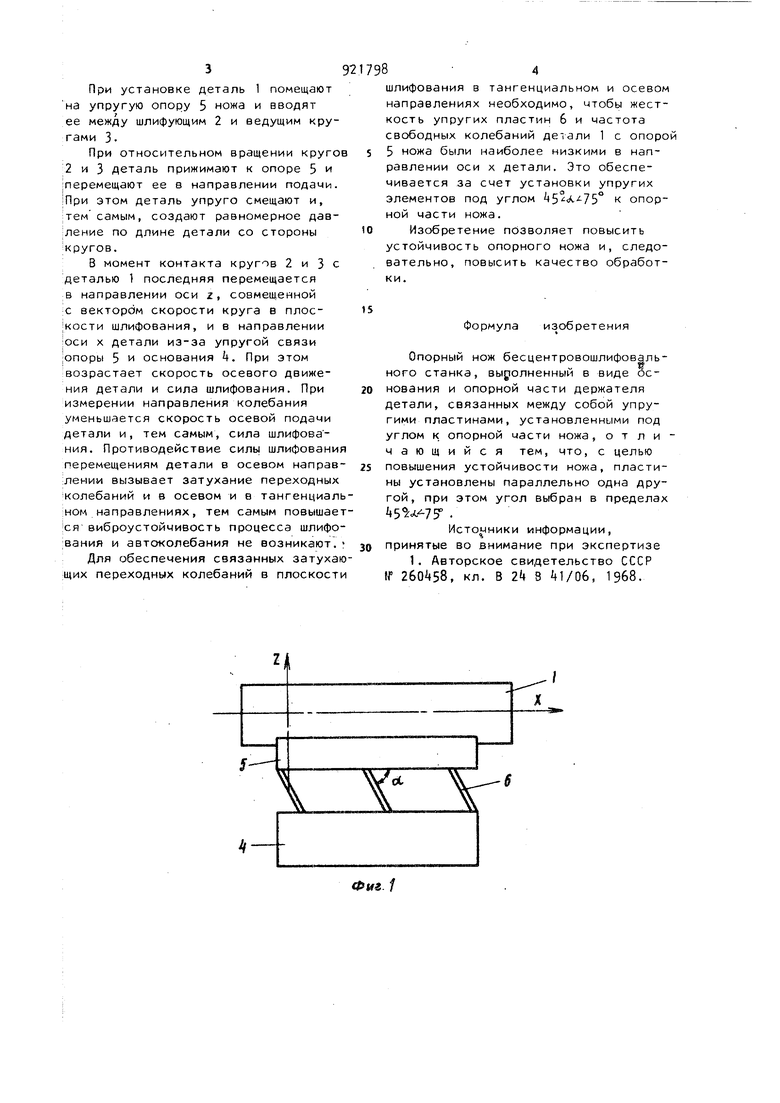
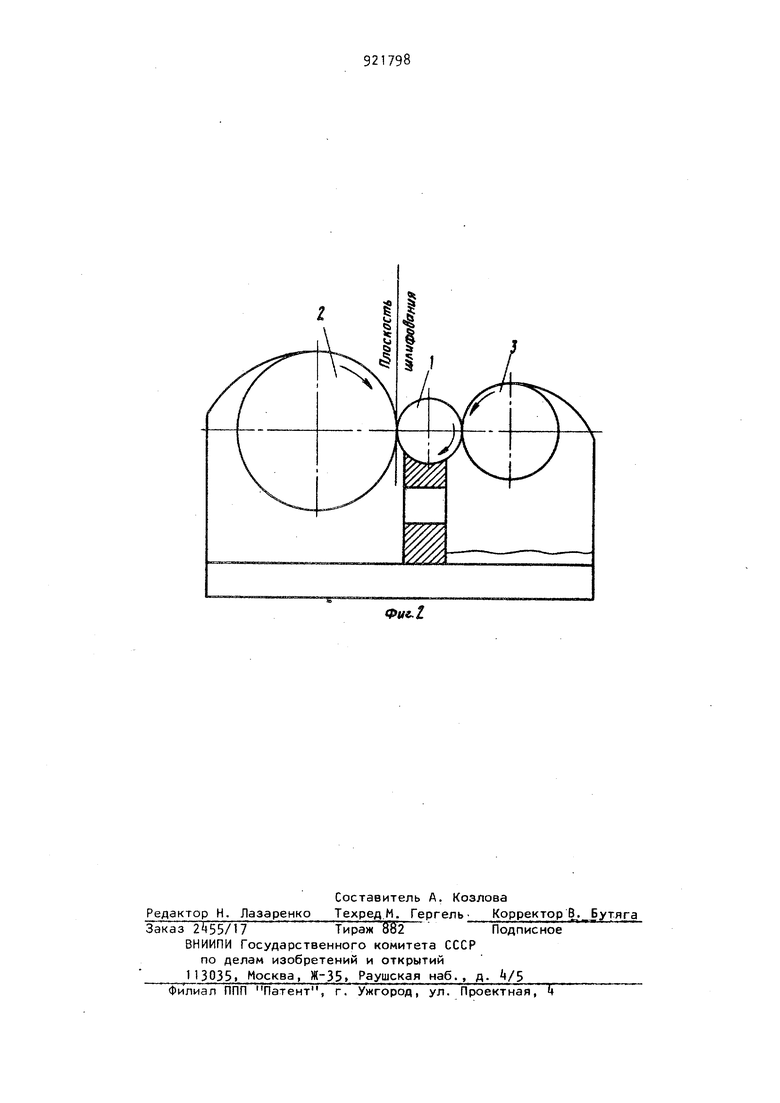
На фиг. 1 изображен опорный нож, общий вид; на фиг. 2 - схема бесцентрового шлифования.
,5 Предназначенную для обработки деталь 1 помещают между шлифующим 2 и ведущим 3 кругами и поддерживают опорным ножом, состоящим из основания k, связанного жестко со станиJJJ ной, и опорной части 5 держателя детали, между которыми устанавливают параллельно одна другой упругие пластины 6 под углом fiS J -JS° к опорной части держателя детали.
При установке деталь 1 помещают на упругую опору 5 ножа и вводят ее между шлифующим 2 и ведущим кругами 3.
При относительном вращении кругов 2 и 3 деталь прижимают к опоре 5 и ;перемещают ее в направлении подачи. При этом деталь упруго смещают и, :тем самым, создают равномерное дав;ление по длине детали со стороны ;кругов.
В момент контакта кругов 2 и 3 с деталью 1 последняя перемещается :В направлении оси z, совмещенной ;с вектором скорости круга в плос;кости шлифования, и в направлении |оси X детали из-за упругой связи ;опоры 5 и основания k. При этом возрастает скорость осевого движения детали и сила шлифования. При измерении направления колебания уменьшается скорость осевой подачи детали и, тем самым, сила шлифования. Противодействие силь шлифования перемещениям детали в осевом направ;лении вызывает затухание переходных колебаний и в осевом и в тангенциаль;ном направлениях, тем самым повышает;ся виброустойчивость процбсса шлифо:вания и автоколебания не возникают.
Для обеспечения связанных затухающих переходных колебаний в плоскости
х- Vшлифования в тангенциальном и осевом направлениях необходимо, чтобы жесткость упругих пластин 6 и частота свободных колебаний детали 1 с опорой 5 ножа были наиболее низкими в направлении оси X детали. Это обеспечивается за счет установки упругих элементов под углом к опорной части ножа.
Изобретение позволяет повысить устойчивость опорного ножа и, следовательно, повысить качество обработки.
Формула изобретения
Опорный нож бесцентровошлифовального станка, выполненный в виде бснования и опорной части держателя детали, связанных между собой упругими пластинами, установленными под углом к опорной части ножа, отличающийся тем, что, с целью
повышения устойчивости ножа, пластины установлены параллельно одна другой, при этом угол выбран в пределах 55:л 7 .
ИСТ01-4НИКИ информации,
принятые во внимание при экспертизе
Фыг-1
