Для вращения шариков на бесцеирровых станках в плоскости, перпендикулярной к плоскости вращения шлифующего и ведущего круга, еще не было предложена достаточно совершенного механизма.
Согласно изобретению, с этой целью применяются ша-йбы, надетые на жестко связанные с ведущим кругом э ксцентрики, смещенные друг относительно друга на 180°.
Шайбы, например, под действием пружин, прижимаются торцами к шарику, находящемуся между ведущим и шлифующим кругами. Для регулирования угла поворота шариков эксцентрики могут быть выполнены двойными, а для шлифования сразу нескольких шариков может быть использовано несколько пар шлифующих и ведущих кругов и шайб.
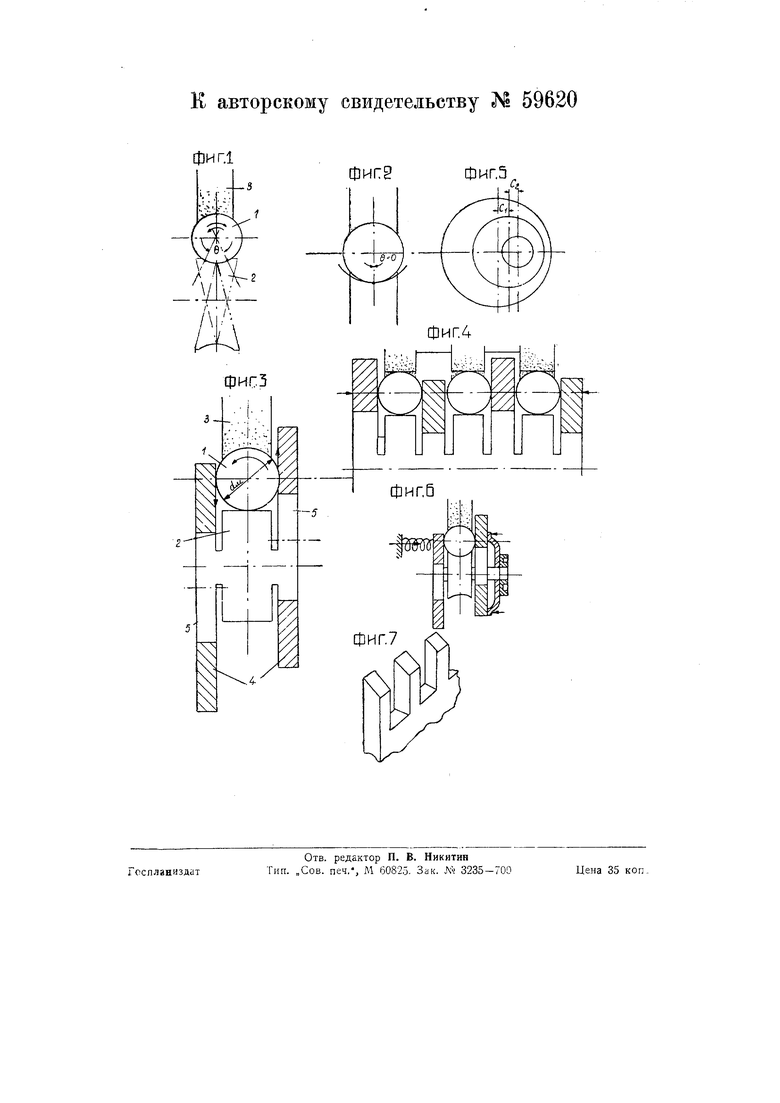
На схематическом чертеже фиг. 1 и 2 изображают схему устройства одного из современных бесцентровых станков, осуществляющих поперечное вращение шарика; фиг. 3 - предлагаемый станок ; фиг. 4 - форму его .выполнения для шлифования одновременно нескольких шариков; фиг. 5 - двойной эксцентрик; фиг. 6. поясняет устройство для прижимания шайб к
шарику; фиг. 7 изображает перепектив-ный вид опорного ножа для одновременного шлифования нескольких шариков.
Для бесцентровой шлифовки шариков известно показанное на фиг. 1 устройство фирмы Цинциннати, имеющее целью привести шарик 1 во вращение в плоскости чертежа за счет перемещения точки его контакта с жолобом косо срезанного ведущего круга 2 в пределах угла 9 с тем, чтобы шарик при этом поперечном вращении профилировался цилиндрическим или фасонным шлифующим кругом 3, имея кроме того обычное для бесцентровых станков вращение. Устройство это, являясь наиболее совершенным из известных, все же имеет ряд недостатков.
Необходимо строго соблюдать правильность профиля ведущего круга, так как при малейщем развале его жолоба контакт шарика с ведущим кругом, как показано на фиг. 2, всегда будет происходить в плоскости, перпендикулярной к осям вращения обоих кругов, и шарик не получит поперечного вращения.
Невозможно обеспечить достаточную величину угла попе)€чного новорота шарика даже при правильном жо,табе, так как vro.T этот не может быть больше половины угла, стягивающего дугу самого жолоба, вследствие чего шарик в действительности профилируется в эллипсоидальное тело.
Весьма затруднительно шлифов аине шариков среднего диаметра, между тем как производительность ирименяющихся в настоящее время станков для обработки этих щариков обкаткой нечдовлетворительна.
Для враптения шарика 1 в плоскости, иараллельной осям шлиф)) круга 3 и ведуЩето круга 2, и именены, сотласно настоящему изобретению, шайбы 4, прижимаемые к шарику с обеих сторон осевой силой и имеющие отверстия, которыми они -посажены на связанные с ведущим кругом и противоположио расположенные эксцентрики 5 (фит. 3). Если дать ведущему кругу вместе с эксцентриками 5 вращение, то щайбы 4 придут в возвратное движение в направлении, перпендикулярном к осям обоих кругов, причем обе шайбы будут двигаться всегда в противоположные стораны. Благодаря этому и силам трения в местах контакта этих щайб с шариком возникнет пара сил, которая И будет осуществлять поворот шарика в иоперечном наиравлении на угол, величина которого зависит от величины эксцентриситета и всегда может быть сделана равной любой наперед заданной величине.
При шлифовании .шарика на -пред/ш1аемом станке профиль ведущего круга, равно как и ирофиль режущего крута, не имеет никакого значения и может быть либо цилиндрическим либо фасонным. Во всех случаях шарику будет обеспечено совершенно точное профилирование.
Точно так же нет никаких помех к осуществлению многоместного шлифования щариков jHo6oro размера, как это показано на фиг. 4. Таким образом, настоящим предложением иск.тючены все .недостатки, присущие наибо лее совершенному из известных станков. Предложение имеет ряд дополнительных преимуществ.
Так, например, д.чя изменения у|ла поворота шарика при шлифовании на вышеописанном известном станке необходимо сменить ведущий круг и установить вместо Него другой с измененны.м скосом торцевого среза; это изменение может производиться лишь з очень небольших преде.тах порядка нескольких градусов. Величина же эксцентриситета Н1айб 4 ничем не ограничена.
При ш.шфовании крупных шариков предложить устройство с регулируемым эксцентриситетом (фиг. 5) за счет применения двух один в одном расположенных и поворотных относительно друга ЭJ;cцeитpикoв, которые закрепляются в требуемом положении.
Осевое давление на шайбы осуществляется ;1ибо рычажной передачей от груза, либо пружинами Бельвиля, либо ви. пружинами (фиг. 6).
При мнотОМестном шлифовании по фиг. 4 давление по оси достаточнс; дать лишь на крайние щайбы.
Следует отметить, что в отличие от ныне применяющегося станка Пинциннати иредлагае.мый станок в отношении эффективности поиеречно1о враш.ения, а следовательно, и то чности шарика, не зависит от диаметра последнего, так как осевые силы, действующие на шайбы, неирерывно компенсируют уменьшение диаметра шарика. Таким образом оптимальная кинематика щарика при обработке по настоящему предложению сохраняется до самого последнего момента достижения им размера, между тем как кинематика щарика при ко-нтакте его с желобчатым косо срезанным ведущим кругом представляет собой затуха)ощие поперечные колебания, так как но мере снятия пропуска с шарика жолоб ведущего круга как бы разваливается относительно ттрофиля щара, и шарик начинает контактировать с ним лишь в одной точке, расположенной в плоскости вращения обоих кругов, что снижает точность шлифования.
При много.местном шлифовании по настоящему предложению нож для поддержки шарика должен быть гребенчатым (фиг. 7).
Предложение во всех его частях может быть осуществлено на любом бесцеитрово-шлифовальном станке.
Предмет изобретения.
1. Бесцент:р01вый станок д.чя шлифования шариков, отличающийся тем, что для приведения щарика во вращение s плоскости, перпендикулярной к плокости вращения шлифующего и ведущего кругов, Применены прижимаемые к шарику торпами шайбы 4, надетые на смещенные на 180 эксцентрики 5. жестко связанные сведущим кругом 2.
2.Форма Быпо.чнення станка по п. 1, о т л и чающаяся тем, что для прижимания шайб 4 к 1парнку примснен1 1 пружины.
3.ФорМа выполнения станка по п. 1, о т : н ч а ю щ а я с я нрнменением двойных экспеитриков, расположенных новоротно один в другом и MoryniHx быть закрепленными в нужном положенин.
фиг.1
Фнг2
фиг.Э
фигЛ
фнсЗ
--5
Л гг .
/
Л J
фнгб
фнг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для бесцентровой обработки поверхностей вращения | 1944 |
|
SU70798A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Способ шлифования кольцевых желобков, профилированных эллиптической кривой | 1940 |
|
SU59951A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Способ бесцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников | 1944 |
|
SU69857A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ КОНИЧЕСКИХ РОЛИКОВ | 1939 |
|
SU58219A1 |
| Станок для насечки дисковых напильников | 1937 |
|
SU54319A1 |
| Станок для шлифования шариков | 1938 |
|
SU63631A1 |