Изобретение относится к области металлообработки, преимущественно шлифованием.
Известно устройство для упругого шлифования, содержащее абразивный круг, установленный на шпинделе шлифовальной бабки, и держатель детали, связанный с основанием приспособления упругим элементом, выполненным в виде консольно расположенного бруса 1.
Недостатком известного устройства является малая его виброустойчивость в процессе шлифования из-за нелинейной зависимости силы трения от скорости в процессе упругого шлифования. Возникающие автоколебания увеличивают износ абразивного круга, повышают шероховатость обработанной поверхности и снижают производительность обработки.
Известно также устройство для упругого шлифования, которое содержит абразивный круг, опорный держатель и исполнительный механизм для сообщения перемещений детали с его опорным держателем в направлении, перпендикулярном плоскости щлифования, и создания переменной прижимной силы 2.
Недостатком устройства является его малая виброустойчивость в процессе .шлифования. Оно не обладает быстродействием, поскольку исполнительный механизм перемещений выполнен в виде пневматической системы, содержащей датчик и привод перемещений. Пневматическая цепь 5 управления не обеспечивает изменения нормального давления с частотой враще-. ния абразивного круга, а также с частотой автоколебаний, возникающих при шлифовании. Малая виброустойчивость обуслов-
Ш лена также тем, что перемещения детали в этом устройстве и переменное нормальное давление не связаны с относительными колебаниями детали и шлифовального круга, возникающими в процессе шлифо15 вання, например, с частотой, близкой к низщей собственной частоте колебаний. Вследствие этого имеются зоны неустойчивости процесса шлифования и автоколебаний. При этом круг быстро теряет свои режущие свойства, что сужает технологические возможности обработки шлифованием - ухудшается качество обработанной поверхности и снижается производительность.
25 Цель изобретения является повышение устойчивости процесса шлифования.
Указанная цель достигается тем, что предложенное устройство для упругого шлифования содержит двуплечие рычаги
30 с углом при вершине, меньшим 180°, расположенные попарно на основании и связанные с ним с помощью шарниров, размеш,енных в вершинах углов рычагов. Однако плечо каждого рычага связано через упругий элемент с держателем детали и опирается на ограничитель поворота рычага, а другим плечом рычаги поперемепно взаимодействуют с упорами, выполненными на держателе детали. При этом жесткость упругих элементов выбрана с возможностью свободных колебаний детали с низшей -парциальной частотой в системе
СПИД.
Суш;ность изобретения поясняется чертежом.
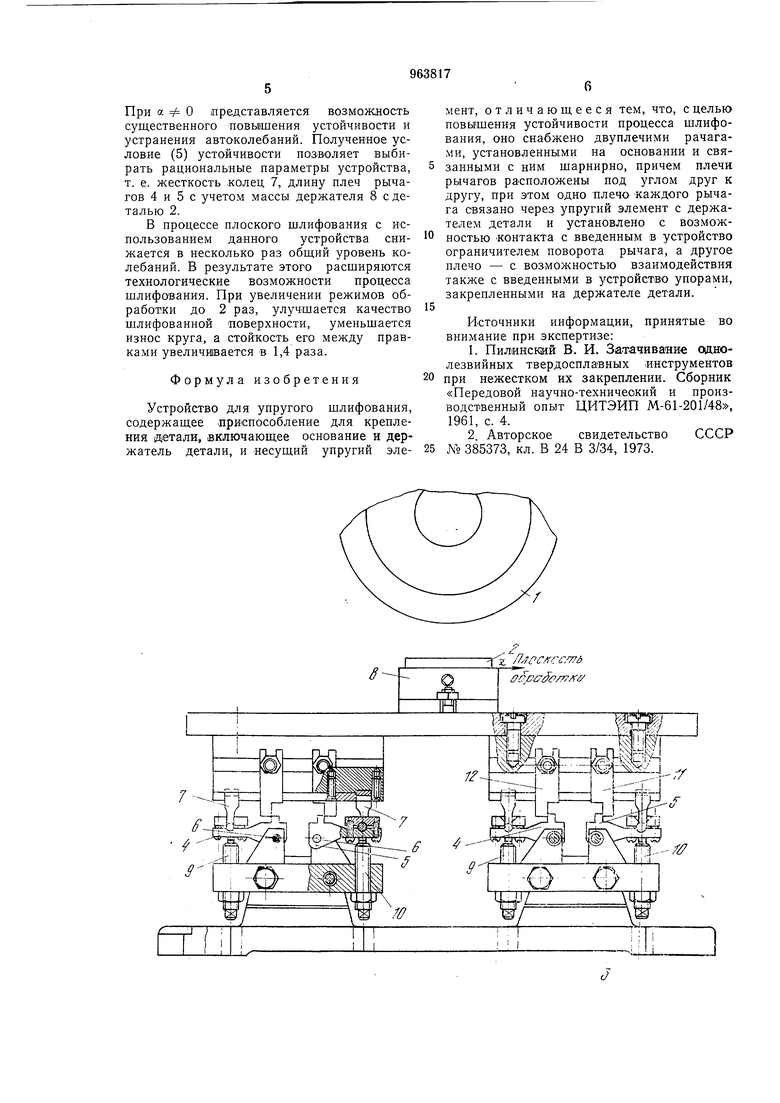
Устройство содержит абразивный круг 1, установленный на -шпинделе шлифо.вальной бабки, и приспособление для упругой установки и крепления детали 2. Основание 3 приспособления установлено на столе станка. На нем расположены попарно противоположно направленные двуплечие изогнутые рычаги 4 и 5. Каждый рычаг соединен с основанием 3 шарниром 6. Одно из плеч рычагов 4 и 5 связано упругим элементом 7, выполненным в виде кольца, с держателем 8 детали и опирается на регулируемые упоры 9 и 10, ограничивающие поворот рычагов 4 и 5 относительно основания 3. С держателем 8 детали жестко связаны упоры 11 и 12. Между держателем В детали и основанием 3 создается упорами 9 и 10 предварительный натяг упругих колец 7. При этом выбираются зазоры в шарнирах 6. Размеры и жесткость упругих .колец 7 выбраны свозможностью свободных колебаний держателя 8 с деталью 2 с низшей парциальной частотой в системе СПИД.
Устройство работает следующим образом.
В процессе шлифования детали 2 кру гом 1 в момент -возникновения колебаний держателя 8 с деталью 2 в тангенциальном направлении рычаг 4 поворачивается. Рычаг 5 будет при этом неподвижным. При движении держателя 8 детали в обратном направлении поворачивается рычаг 5, а рычаг 4 будет неподвижным. В обоих случаях имеет место сжатие упругих колец 7, перемещение держателя 8 с деталью 2 в направлении, нормальном к плоскости обработки, и увеличение нормальной силы
Ру шлифования на величину, пропорциональную амплитуде Zo тангенциальных колебаний, т. е.
Яу .,„ + а- (Z), где а г ,
здесь г - соотиошенче длины 1 и /2 плеч рычагов 4 и 5; Cz - жесткость колец 7. При возникновении колебаний детали 2создается переменное давление между кругом 1 и деталью 2, а следовательно, и переменная сила в плоскости шлифования в направлении вектора скорости резапия
(Z) (Pyo + a/2/);(1)
зависимая от скорости и пропорциональная абсолютному значению отклонения 2 детали 2 от устойчивого положения в тангенциальном направлении. Эффект повышения устойчивости процесса шлифования при использовании предложенного устрой ства покажем на примере динамической модели с учетом фиг. 1. Положим, что деталь 2 с держателем 8 обладает наиболее
пизкой частотой свободных колебаний в тангенциальном Z направлении. Тогда задача сводится к рассмотрению уравнения движения в тангенциальном Z направлении
mZ + C2Z + i(Z)Py 0,(2)
где т, Сч - приведенные м-асоа и ж-есткость крепления детали 2 в устройстве;
i(Z) - коэффициент трения; р нормальная составляющая
аила обработки. В общем виде коэффициент ц(2) имеет вид
i(Z) iio+|AiZ + H2Z2-fn3Z3. (3)
Уравнение (2) с учетом (1), (3) перепишем в виде
mZ-fCZ но a/Z/4-,u,Pyo Z + + - г .j-a/yoZ -f in a/Z/Z + p zo/Z/Z + ц jC/Z/Z (4)
C, Пусть Z a cosoj), if cot co -rTTlf
Тогда в соответствии с процедурой асимнтотичеакого метода из уравнения (4) получаем условие устойчивости процесса шлифования при использовании предложенного устройства в виде
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упругой обработки детали | 1981 |
|
SU1024237A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Способ шлифования абразивным кругом | 1980 |
|
SU952534A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Опорный нож бесцентровошлифовального станка | 1980 |
|
SU921798A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
