1
Изобретение относится к мерной металлургии и может быть использова но при внепечной обработке жидкого металла газопорошковыми реагентами.
Для повышения качества жидкого металла широкое распространение имеет внепечная обработка его различными , газопорошковыми реагентами путем вдувания их под поверхность расплава. Подачу реагента осуществляют через специальные фурмы, погружаемые в металл на глубину до 2 м.
Известны фурмы для обработки жидкого металла, погружаемые под поверхность металла П.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является фурма для продувки металла в ковше, содержащая концентрично расположенные трубу подачи реагента и несущую трубу с приваренной к ней арматурой, покрытой огнеупорной футеровкой, армированной металлической сеткой l2l.
Недостатком известной фурмы является низкая стойкость ее футеровки. Под воздействием тепловых и механических нагрузок, испытываемых фурмой в процессе продувки жидкого металла, в слое футеровки образуются трещины и отслоения огнеупорной массы, которые снижают стойкость фурмы.
Образованию трещин и отслоений в футеровке способствует выделение
10 газов из ее внутреннего слоя, происходящее от воздействия высокой температуры жидкого металла на газотворные компоненты огнеупорной массы (пек, кокс), а также паров влаги,
15 выделяющейся из футеровки во время ее сушки. Газы, образующиеся внутри футеровки при ее нагреве, не имеют другого выхода, кроме как через ее наружную поверхность. Стремясь выйти
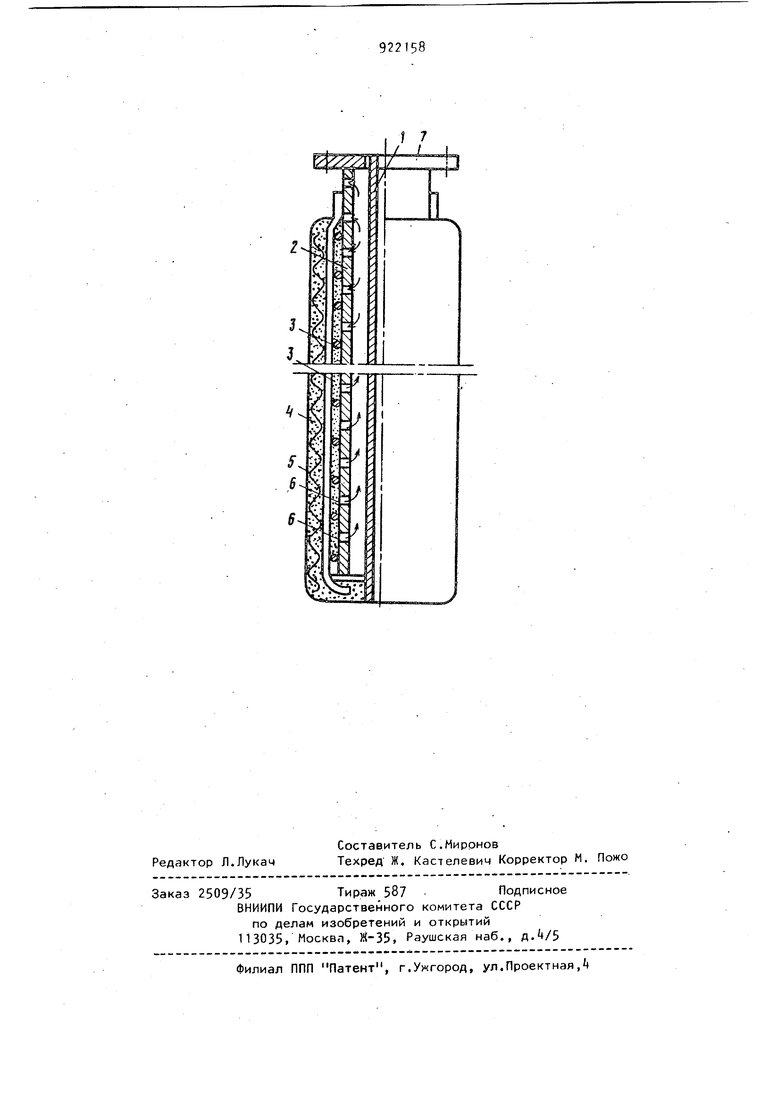
20 через наружную поверхность, выделяющиеся газы вспучивают футеровку, образуя в ней отслоения и трещины. Заделка трещин и отслоений в футеров3ке, обычно осуществляемая после каж дой продувки, весьма трудоемка, задалживает много рабочего времени, и ухудшает условия труда обслуживаю щего персонала. Целью изобретения является повыш ние стойкости фурмы. Поставленная цель достигается те что в фурме для продувки металла, в ковше, содержащей концентрично расположенные трубу подачи реагента и несущую трубу с приваренной к ней арматурой, покрытой огнеупорной футеровкой, армированной металлическо сеткой, несущая труба выполнена с отверстиями, расположенными по ее поверхности, при этом оси отверстий перпендикулярны к оси фурмы. На чертеже показана фурма, продольный разрез Фурма состоит из трубки 1, образующей канал фурмы, и несущей трубы 2 с приваренной к ней арматурой 3. из прутков периодического профиля, образующих каркас фурмы. Снаружи каркас покрыт слоем футеровки k из огнеупорной массы, армированной металлической сеткой 5. По всей notepxHocTH несущей трубы 2 выполнены перпендикулярно направленные к оси фурмы отверстия 6 для отвода газов, образующихся внут ри футеровки при ее нагреве. Отверс тия предпочтительно выполнять диаме ром до 10 мм и располагать их в шахматном порядке с шагом 30-100 мм Для крепления фурмы к механизму пог ружения (на чертеже не показан) ее в металл, верхняя часть несущей тру бы 2 снабжена фланцем 7. Верхняя часть поверхности несущей трубы 2 у фланца 7 выполнена свободной от о неупорной обмазки. Фурма работает следующим образом После нанесения на каркас фурмы огнеупорной массы и ее сушки в труб ку 1 подают сжатый газ, после чего фурму погружают в ковш с жидким металлом на заданную глубину. Затем включают подачу реагента, который через трубку 1 в струе сжатого газа поступает в расплав. После вдувания заданного количества реагента подачу его прекращают, фурму извлекают из металла, после чего прекращают подачу сжатого газа. 8 Пары влаги и газы, выделяющиеся из футеровки во время ее сушки и нахождения фурмы в жидком металле, отводятся из внутренних слоев футеровки внутрь несущей трубы 2 через отверстия 6. Внутри несущей трубы 2 пары влаги и газа поднимаются вверх и через отверстия 6 у фланца выходят наружу (на чертеже поступление газов в полость несущей трубы и выход их из этой трубы наружу показаны стрелками) . Отвод газов из футеровки через полость несущей трубы уменьшает трещинообразование и отслоения в футеровке, повышает ее стойкость. Повышение стойкости футеровки снижает трудоемкость операций по ее ремонту после продувок, облегчает условия работы обслуживающего персонала, повышает эксплуатационную стойкость фурмы. За счет повышения стойкости огнеупорной футеровки фурм их эксплуатационная стойкость увеличится не менее, чем на 10. Формула изобретения Фурма для продувки-металла в ковше, содержащая концентрично расположенные трубу подачи реагента и несущую трубу с приваренной к ней арматурой, покрытой огнеупорной футеровкой, армированной металлической сеткой, отличающаяс я тем, что, с целью повышения стойкости фурмы, несущая труба выполнена с отверстиями, расположенными по ее поверхности, при этом оси отверстия перпендикулярны к оси фурмы. Источники информации, принятые во внимание при экспертизе 1.Волков Ю.П. и др. Промышленная установка для глубокой десульфурации чугуна в 140-тонных ковшах вдуванием порошкового магния на Ждановском заводе им.Ильича. Сб. Повышение качества чугуна и чугунного литья. М., Металлургия, 1972. с.15-20. 2.Авторское свидетельство СССР № 36715, кл. С 21 С 5Л8, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фурма для продувки жидкого металла | 1981 |
|
SU1006500A1 |
| Фурма для глубинной продувки металла | 1977 |
|
SU735640A1 |
| Фурма для глубинной продувки металла в ковше | 1983 |
|
SU1133298A1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО ВВЕДЕНИЯ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ В ЖИДКИЙ МЕТАЛЛ | 1990 |
|
RU2047659C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| Способ внепечной обработки жидкого металла | 1981 |
|
SU1014910A1 |
| Устройство для циркуляционного вакуумирования жидкой стали | 1987 |
|
SU1574644A1 |
| Устройство для продувки жидкого металла в ковше газопорошковыми смесями | 1979 |
|
SU975188A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА ^ | 1973 |
|
SU367154A1 |