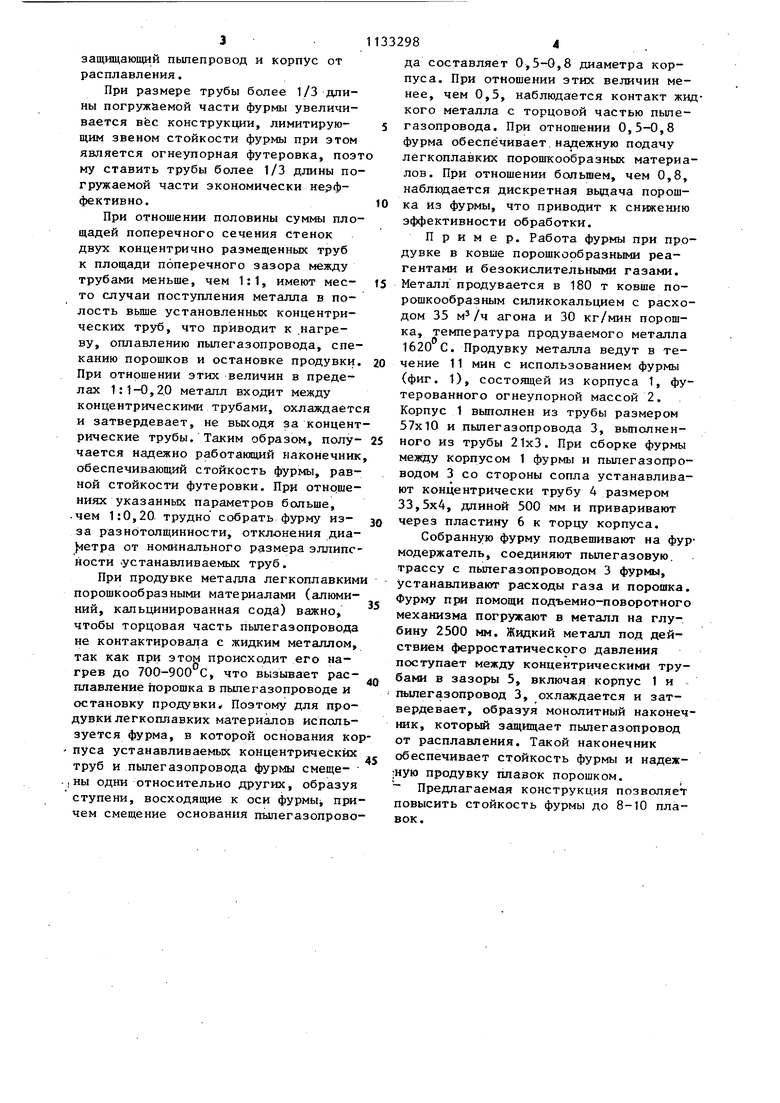
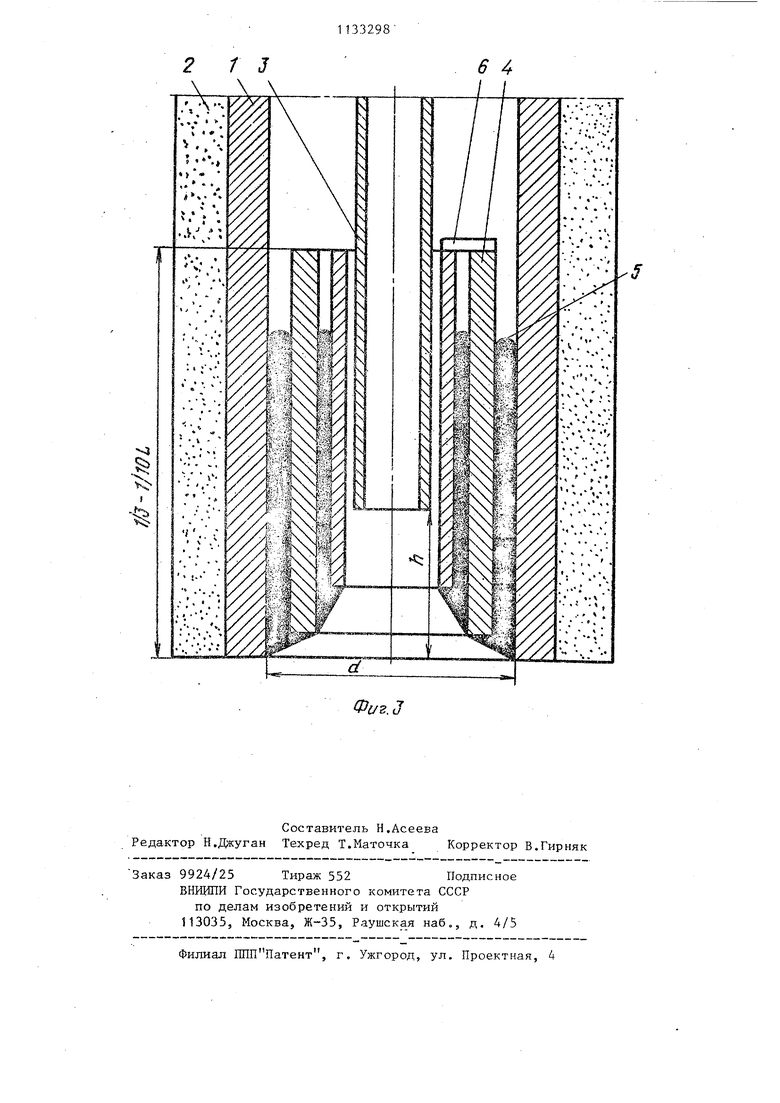
Изобретение относится к черной металлургии, конкретнее к оборудованию для внепечного рафинирования металла в ковше порошками и инертными газами. Изве,стна фурма, выполненная в виде ложного стопора, в теле винтового хвостовика и огнеупорной пробке кото рого выполнено отверстие, через которое пропущена труба, соединенная с трассой пьшегазопровода т . Однако из-за различных термических напряжений, вызываемых нагревом металла с боковой части пробки и охлаждения газом в торце огнеупорная пробка разрушается и металл расплав|1яет тело винтового хвостовика сто пора и трубку. Известна фурма для продувки металла в ковше, содержащая футерованный цилиндрический корпус и размещенную внутри нее с зазором трубу подвода газопорошковой смеси, причем, в корпусе выполнены отверстия, оси которых перпендикулярны оси фурмы 2J . Недостатком известной фурмы является неудовлетворительный срок слу бы, особенно при продувке высокотемпературных расплавов. Целью изобретения является повышение срока службы. Поставленная цель достигается тем что. фурма для глубинной продувки металла в ковше, содержагцая футерованвый .цилиндрический корпус и размещен ную внутри него с зазором трубу подвода газопорошковой смеси, снабжена концентрично установленными относительно корпуса в зазоре дополнительными трубами, причем отношение поло-вины суммы площадей поперечного сече ния стенок двух концентрично размещенных труб к площади поперечного се чения зазора между трубами составляет 1:1-0,2, а длина дополнительных труб равна 1/3-1/10 дпины погружаемой час ти фурмы. При этом, дополнительные трубы и труба подвода газопорошковой смеси установлены одна относительно другой с смещением по вертикали, равным 0,5-0,8 диаметра корпуса фурмы. На фиг. 1 изображена предлагаемая фурма, продольный разрез$ на фиг. 2 и 3 - то же, варианты вьшолнения Фурма содержит корпус 1 с огнеупо ной футеровкой 2 и пыпегазопровод 3, между которыми установлены одна или несколько .труб 4 с зазором 5 одна относительно другой. Трубы 4 могут крепиться к корпусу 1 и пылегазопроводу 3 посредством пластины 6 сваркой. Основания корпуса 1 фурмы, труб 4 и пьшегазопровода 3 при погружении в металл контактируют с жидким металлом. Под действием ферростатического давления металл поступает в зазоры 5, охлаждается и затвердевает, Б результате образуется монолитный металлический наконечник. Для продувки легкоплавких порош- кообразньк реагентов (алюминий, кальцинированная сода, плавиковьй щпат) можно применять фурму (фиг. 3), основания корпуса 1 которой, труб 4 и пьшегазопровода 3 смещены по вертикалу одни относительно других, образуя ступени, восходящие к оси фурмы, прц этом смещение, основания пьшегазопровода 3 относительно основания корпуса 1 доставляет 0,5-0,8 диаметра корпуса 1 фурмы. Количество труб, устанавливаемых между корпусом .I и пылегазопроводом, выбирается, исходя из диаметра корпуса и диаметра пылегазопровода, величина которых определяется экспериментально в зависимости от глубины погружения фурмы, времени и интенсивности продувки металла в ковше порошком и газом. Например, при продувке чугуна магнием с известью или карбидом кальция диаметр фурмы 200 мм, а диаметр пылегазопровода 33 мм. При продувке стали в 350 т ковше силикокальцием диаметр корпуса фурмы достигает 90 мм, а диаметр пыпегазопровода 21 мм. Для продувки стали в ковше 180 т диаметр корпуса фурмы составляет 57 мм, а диаметр пьшегазопровода 21 мм. Длина концентрических труб определена экспериментально. При размере труб менее 1/10 дпины погружаемой части фурмы наблюдается проникновение жидкого металла в полость вьппе концентрических труб, что приводит к оплавлению пьшегазопровода, нарушению режима продувки или ее остановке. При размере труб в пределах 1/10-1/3 длины погружаемой части металл входит между концентрическими трубами, охлаждается и затвердевает, образуя надежно работающий наконечник. защищающий пьшепровод и корпус от расплавления. При размере трубы более 1/3 длины погружаемой части фурмы увеличивается вес конструкции, лимитирующим звеном стойкости фурмы при этом является огнеупорная футеровка, поэт му ставить трубы более 1/3 длины погружаемой части экономически неэффективно, При отношении половины суммы площадей поперечного сечения стенок двух концентрично размещенных труб к площади поперечного зазора между трубами меньше, чем 1:1, имеют место случаи поступления металла в полость выше установленных концентрических труб, что приводит к .нагреву, оплавлению пыпегазопровода, спеканию порошков и остановке продувки, При отношении этих величин в пределах 1:1-0,2.0 металл входит между концентрическими трубами, охлаждаетс и затвердевает, не выходя за концент рические трубы. Таким образом, получается надежно работакщий наконечник обеспечивающий стойкость фурмы, равной стойкости футеровки. При отношениях указанных параметров больше, -чем 1:0,20 трудно собрать фурму изза разнЬтолщинности, отклонения от номинального размера эллипсности .устанавливаемых труб, При продувке металла легкоплавким порошкообразными материалами (алнминий, кальцинированная содй) важно, чтобы торцовая часть пьтегазопровода не контактировала с жидким металлом, так как при этом происходит его нагрев до 700-900 С, что вызывает расплавление порошка в пыле газопроводе и остановку продувки Поэтому для продувки легкоплавких материалов используется фурма, в которой основания ко - пуса устанавливаемых концентрических труб и пылегазопровода фурмы смещеIны одни относительно других, образуя ступени, восходящие к оси фурмы при чем смещение основания пыпегазопрово 984 да составляет 0,5-0,8 диаметра корпуса. При отношении этих величин менее, чем 0,5, наблюдается контакт жидкого металла с торцовой частью пыпегазопровода. При отношении 0,5-0,8 фурма обеспечивает надежную подачу легкоплавких порошкообразных материалов. При отношении большем, чем 0,8, наблюдается дискретная вьщача порошка из фурмы, что приводит к снижению эффективности обработки. Пример, Работа фурмы при продувке в ковше порошкообразными реагентами и безокислительными газами, Металл продувается в 180 т ковше порошкообразным силикокальцием с расходом 35 агона и 30 кг/мин порошка, температура продуваемого металла 1620 С, Продувку металла ведут в течение 11 мин с использованием фурмы (фиг, 1), состоящей из корпуса 1, футерованного огнеупорной массой 2, Корпус 1 выполнен из трубы размером 57x10 и пылегазопровода 3, вьтолненного из трубы 21x3, При сборке фурмы мелщу корпусом 1 фурмы и пыпегазопроводом 3 со стороны сопла устанавливают концентрически трубу 4 размером 33,5x4, длиной 500 мм и приваривают через пластину 6 к торцу корпуса. Собранную фурму подвешивают на фурмодержатель, соединяют пьтегазовую. трассу с пыпегазстроводом 3 фурмы, устанавливают расходы газа и порошка. Фурму при помощи подъемно-поворотного механизма погружают в металл на глубину 2500 мм. Жидкий металл под действием ферростатического давления поступает между концентрическими трубакш в зазоры 5, включая корпус 1 и пылегазопровод 3, охлаждается и затвердевает, образуя монолитный наконечник, который защищает пылегазопровод от расплавления. Такой наконечник обеспечивает стойкость фурмы и надеж;ную продувку плавок порошком, Предлагаемая конструкция позволяет повысить стойкость фурмы до 8-10 плавок.
, . .J . . ; ;/j
«..- .Л1 .
N:
Nj 6
Фi/г.J 4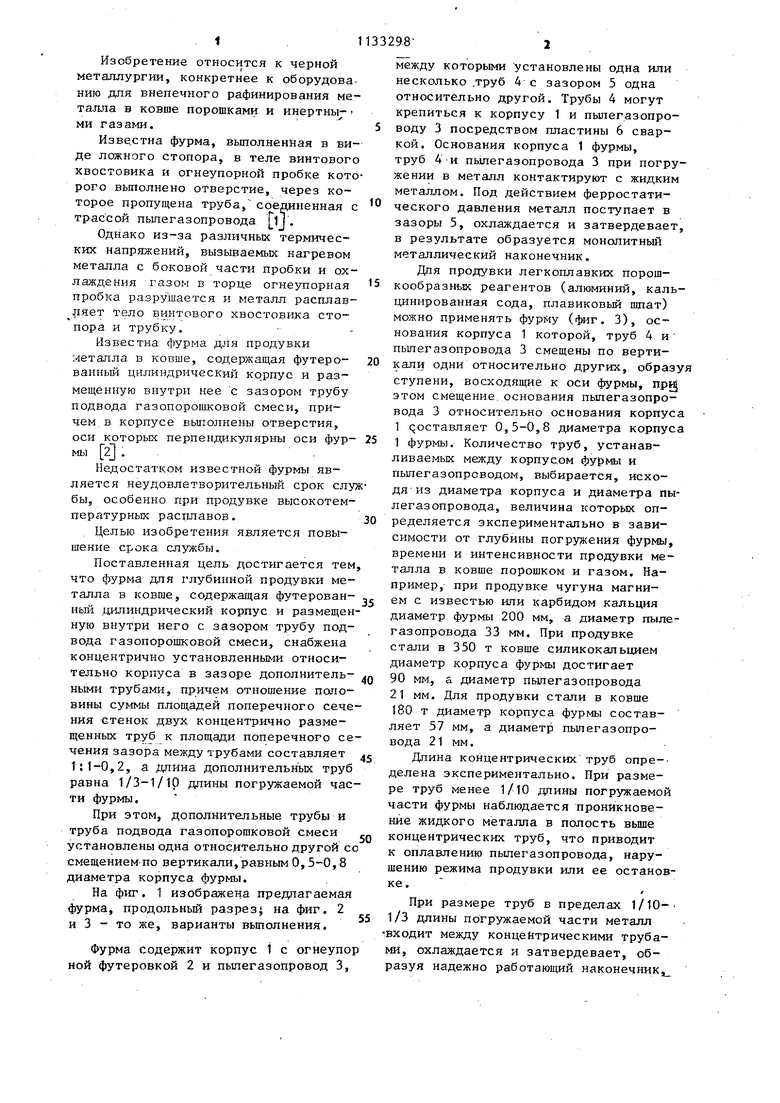
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| Фурма для продувки металла в ковше | 1980 |
|
SU922158A1 |
| Фурма для продувки расплава | 1991 |
|
SU1803431A1 |
| Фурма для продувки жидкого металла | 1981 |
|
SU1006500A1 |
| Установка для ввода порошкообразных материалов в струе несущего газа в жидкий металл | 1990 |
|
SU1786100A1 |
| Фурма для глубинной продувки металла | 1977 |
|
SU735640A1 |
| Фурма для продувки металла | 1984 |
|
SU1261963A1 |
| Устройство для циркуляционного вакуумирования жидкой стали | 1987 |
|
SU1574644A1 |
| Топливокислородная фурма | 1986 |
|
SU1404529A1 |
| Фурма для продувки жидкого металла | 1980 |
|
SU908839A1 |
1. ФУРМА ДЛЯ ГЛУБИННОЙ ПРОДУВКИ МЕТАЛЛА В КОВШЕ, содержащая футерованный цилиндрический корпус и размещенную внутри него с зазором трубу подвода газопорошковой смеси,отличающаяся тем, что, с целью повышения срока ее службы, она снабжена концентрично установленными относительно корпуса в зазор.е дополнительными трубами, причем отношение половины суммы площадей поперечного сечения стенок двух концентрично размещенных труб к площади поперечного сечения зазора между трубами составляет 1:1-0,2, а длина дополнительных труб равна 1/3-1/10 длины погружаемой части фурмы. 2. Фурма по п. 1, отличающаяся тем, что дополнительные тру бы и труба подвода газопорошкпвой смеси установлены одна относительно другой со смещением по .вертикали, ранным 0,5-0,8 диаметра корпуса фурмы.
| Каблуковский А.Ф., Сапаутин В.А | |||
| и Мазуров Е.Ф | |||
| Электроплавка стали в крупных печах | |||
| М., Металлургия, 1979, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фурма для продувки металла в ковше | 1980 |
|
SU922158A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
