Изобретение относится k .черной м таллургии и может быть использовано при обработке жидкого металла газепорошковыми реагентами.
Фурма для ввода газопорошкового реагента в жидкий металл представляет собой металлическуюконструкцию, покрытую для защиты от жидкого мета.ла огнеупорной футеровкой, После окончания продувки и извлечения фурмы из жидкого металла на ее футеровке имеются трещины и отслоения, требующие ремонта. Образованию трещин и отслоений способствуют газы, выде ляющиеся из футеровки, при ее нагреве за счет выгорания газотворных копонентов огнеупорной массы (пека, кокса), расширения имеющегося в порах футеровки воздуха и пр.
Известна фурма для -продувки .металла, в которой для уменьшения трещин и отслоений футеровки и повышения ее стойкости футеровка армирована металлической сеткой. 1 .
Однако эта фурма,не обеспечивает необходимой стойкости, так как металли еская сетка предохраняет от образования трещин и отслоений только в слое футеровки, находящемся под сеткой,.т.е. не допускает глубоких вырывов. В слое футеровки, расположенном поверх сетки, образуюся трещины и большое количество неглубоких отслоений, требующих ремонта огнеупорной массой.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является фурма для продувки жидкого металла, содержащая концентрично расположенные, трубу подачи реагента, несущую трубу приваренной к ней арматурой и огнеупорную футеровку, армированную металлической сеткой. Несущая труба выполнена с отверстиями, расположенными по ее поверхности, при этом оси отверстий перпендикулярны к оси фурмы . 2 .
. Недостатком известной фурмы является образование трещин и отслоений в-футеровке во время нахождения фурмы в жидком металле. Отверстия на поверхности несущей трубы, предназначенные для отвода газов, образующихся в футеровке при ее нагре ве, имеют недостаточную газоотводящую поверхность. Поэтому часть образующихся в футеровке газов удаляется через ее наружную поверхность, что приводит к образованию трещин и отслоений в футеровке. Увеличить газоотводящую поверхность отверстий в несущей трубе за счет увеличения их количества или диаметра нельзя, так как при этом ослабляется жесткость несущей трубы, что о трицательно сказывается на стойкости фурмы. Кроме того, термические напряжения.
образующиеся в футеровке из-за различия температур .по ее толщине, усугубляются действием термических напряжений, возникающих в местах контакта футеровки с металлической арматурой в связи с различными коэффициентами расширения металла и огнеупорной массы.
.Целью изобретения является уменьшение трещин и отслоений футеровки.
Поставленная цель достигается тем, что в фурме для продувки жидкого металла, содержащей концентрично расположенные трубу подачи реагента, несущую трубу с приваренной к ней арматурой и огнеупорную футеровку, армированную металлической сеткой, в огнеупорной футеровке выполнены каналы, направленные вдоль несущей трубы.
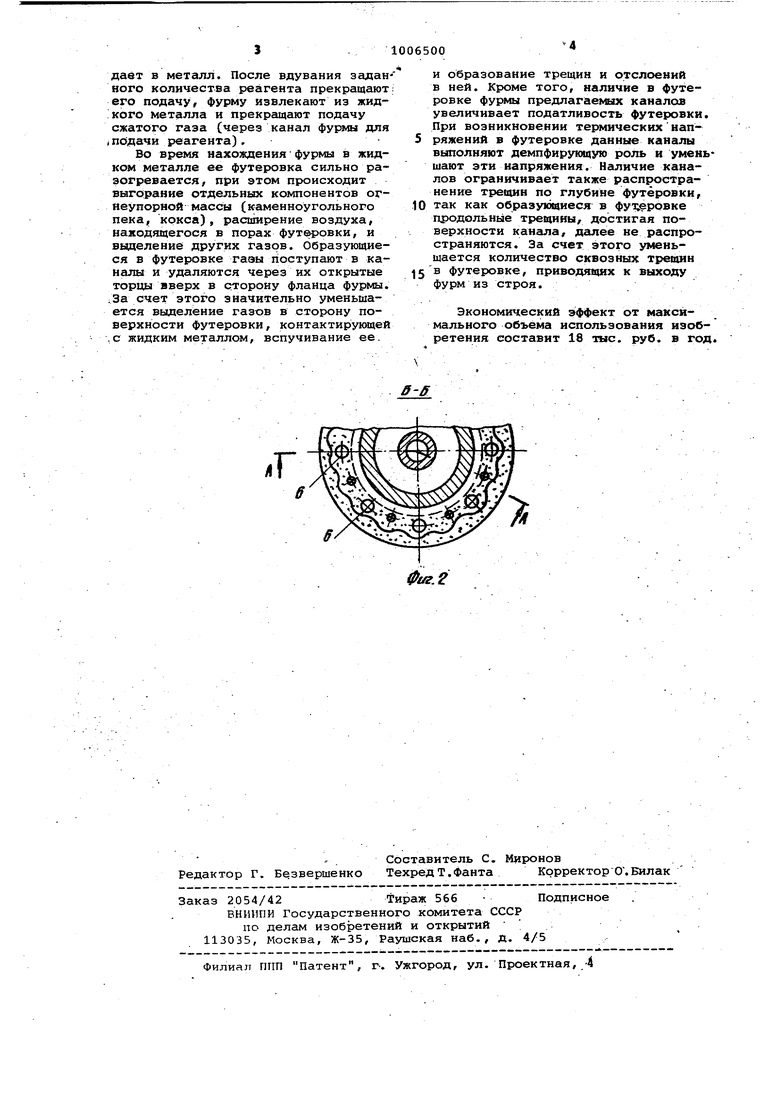
На фиг. 1 показана фурма, продолНый разрез; на фиг. 2 - то же, поперечный разрез.
Фурма состоит из концентрично расположенных трубы 1, образующей канал фурмы для подачи реагента, и несущей трубы 2 с приваренной к ней арматурой 3 из стальных прутков периодического профиля, образующих, каркас фурмы. Снаружи каркас покрыт слоем футеровки 4 из огнеупорной массы, армированной металлической сеткой 5. В футеровке 4 выполнены каналы б, расположенные вдоль несущей трубы 2. Верхняя часть .несущей трубы.у крепежного фланца 7 выполнена свободной от огнеупорной футеровки, а каналы выходят через верхний торец футеровки наружу в сторону крепежного фланца 7 фурмы и сообщаются таким образом с атмосферой.
Наиболее удобной в и-зготовлениИ формой сечения канала является круг диаметром 10-40 мм, но оно может иметь и квадратную, и другую форму. Каналы выполняют в футеровке в промежутке Между наружной поверхностью несущей трубы и металлической сеткой н.а расстоянии 30-80 мм один от другого. Целесообразнее Bce го выполнять каналы путем укладки при набивке футеровки параллельно несущей трубе металлических прутков или деревянных брусков, которые после окончания набивки извлекают из футеровки, протягивая их вдоль несущей трубы в сторону, противоположну фланцу 7 фурмы. Образовавшийся откртый выход канала заделывают со сторны, противоположной фланцу фурмы, огнеупорной маосой.
Фурма работает следующим образом
В трубу 1 подают- сжатый газ и фуму погружают в жидкий металл. После достижения требуемой глубины вклчают подачу реагента, который через трубу 1 в струе сжатого raSa попа-
даёт в металл. После вдувания задан ного количества реагента прекращают его подачу, фурму извлекают из жид.кого металла и прекращают подачу сжатого газа (через канал фурмы для
(Пбдачи реагента),
Во время нахождения фурмы в жидком металле ее футеровка сильно разогревается, при этом происходит выгорание отдельных компонентов огнеупорной массы (каменноугольного пека, кокса), расашрение воздуха, находящегося в порах , и ввдделение других газов. Образующиеся в футеровке гааы поступают в каналы и удаляются через их открытые торцы вверх в сторону фланца фурмы.
;3а счет этого значительно уменьшается выделение газов в сторону поверхности футеровки, контактирующей
,с жидким металлом, вспучивание ее.
и образование трещин и отслоений в ней. Кроме того, наличие в футеровке фурмы предлагаемых каналов увеличивает податливость футеровки. При возникновении термических напряжений в футеровке данные каналы выполняют демпфирующую роль и уменьшают эти напряжения. Наличие каналов ограничивает также распространение трещин по глубине футеровки,
0 так как образующиеся в фу1;еровке продольные трещины, достигая поверхности канала, далее не распространяются. За счет этого уменьшается количество сквозных трещин
JB футеровке, приводящих к выходу фурм из строя.
Экономический эффект от максимального объёма использования изобретения составит 18 -пне. руб. в год.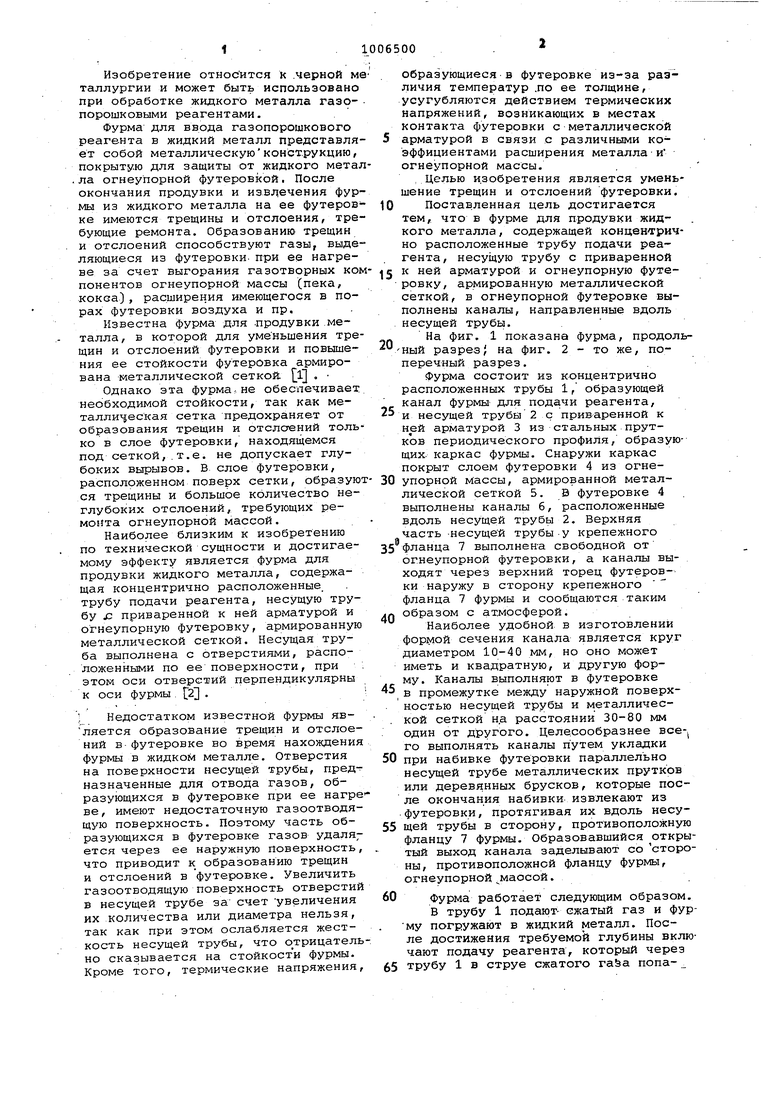
| название | год | авторы | номер документа |
|---|---|---|---|
| Фурма для продувки металла в ковше | 1980 |
|
SU922158A1 |
| Фурма для глубинной продувки металла | 1977 |
|
SU735640A1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА ^ | 1973 |
|
SU367154A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| Конвертер (его варианты) | 1984 |
|
SU1245599A1 |
| Способ передела низкомарганцовистого чугуна в конвертере | 1981 |
|
SU1006496A1 |
| Фурма для донной продувки металла | 1986 |
|
SU1350178A1 |
| Фурма для продувки металла | 1984 |
|
SU1261963A1 |
| Фурма для продувки жидкого металла | 1980 |
|
SU908839A1 |
ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛЦ, содержащая концентрично расположенные трубу подачи реагента, несущую трубу с приваренной к ней арматурой и огнеупорную футеровку, армированную металлической сеткой, о т л и ч. а 10 щ а я с я тем, что, с целью уменьшения трещин и отслоений футеровки, в огнеупорной футеровке выполнены..каналы, направленные вдоль несущей трубы. О) СП
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА ^ | 0 |
|
SU367154A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 2939120/22-02, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
