1
Изобретение относится к черной металлургии и может быть использовано при обработке металла в ковше газопорошковыми смесями.
Известен способ продувки в ковше металла порошкообразными реагентами, вводимыми газом в металл через погружные фурмы.
Известны погружные фурмы, представляющие собой трубу постоянного внутреннего сечения .
.Недостаток таких фурм - большие затраты энергии транспортирующего газа для преодоления ферростатического давления. Наиболее близким к изобретению по технической сущности является устройство для внепечной обработки металла. В этом устройстве на фурму, через которую пропускают продувочную смесь, устанавливают, цилиндрический экран, погружаемый в жидкий металл. Экран с внешней и внутренней сторон покрывают огнеупорным материалом. В верхней конической части экрана, которая крепится к нижней части фур.мы, имеются сквозные отверстия для выхода газа 2.
Однако основная часть продувочного газа не участвует в создании эффекта переме шивания металла, а часть газа, не внедряясь в жидкость, отражается от ее поверхности и покидает подэкранное пространство 5 через верхние отверстия.
Цель изобретения - повышение эффективности продувки жидкого металла в ковше.
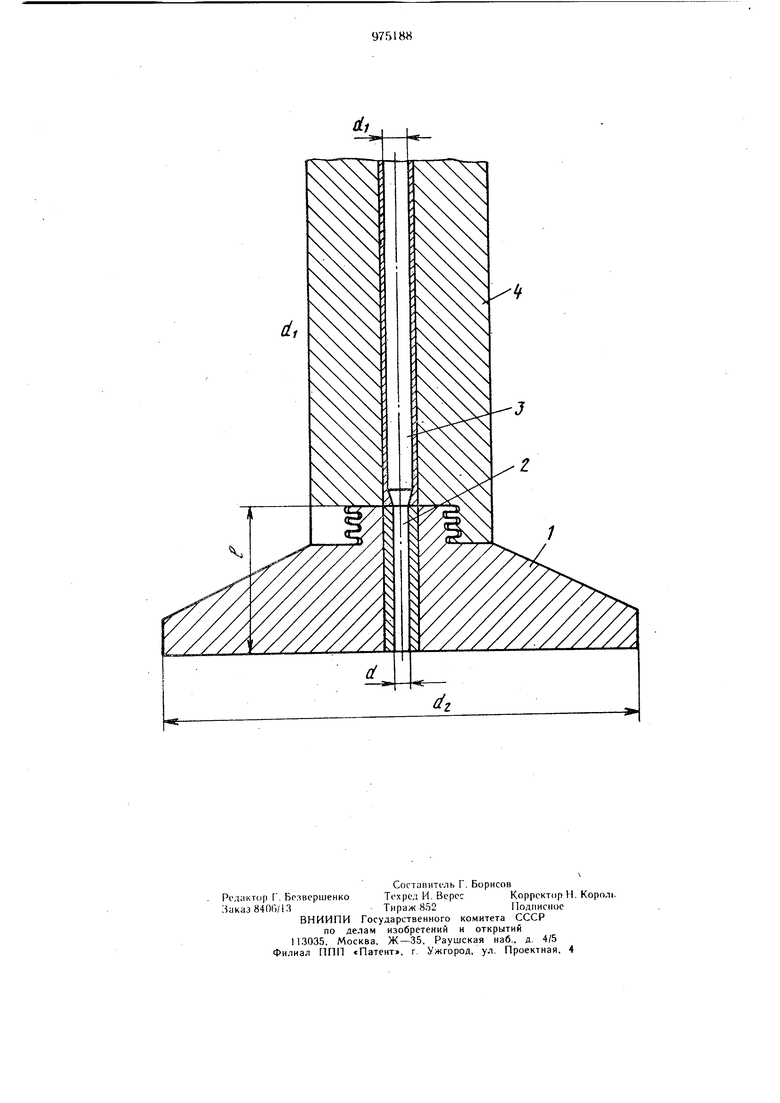
Поставленная цель достигается тем, что 10 .в устройстве для продувки жидкого металла в ковше газопорошковыми смесями, содержащем фурму с центральным каналом, переходящим в цилиндрическое сопло и экран, последний выполнен в виде сплошного диска, при этом его нижняя плоскость совпадает с плоскостью выходного сечения сопла, а диаметр диска в 30-60 раз превышает диаметр цилиидрического сопла, причем отношение диаметра центрального канала к диаметру цилиндрическото сопла составляет 3-6, а отношение длины цилиндрического сопла к его диаметру 5-10.
Теометрйческий параметр d d 30-60 позволяет перекрыть длину волны, создаваемую на поверхности жидкости продувочной струей, вследствие чего весь продувочный газ вовлекается в работу по созданию циркуляционного движения жидкости.
Геометрический параметр обеспечивает низкие скорости транспортирования порошка по центральному каналу и высокие скорости газа при внедрении струи в металл. Оба эти ус/товия необходимы для повышения эффективности продувки металла в конце. Низкие скорости дают меньший абразивный износ и понижают общее сопротивление фурмы, высокие выходные скорости обеспечивают тр буемую глубину проникновения порошка в металл.
Геометрический парамет;р l/d 5-10 обеспечивает достаточную для разгона твердых частиц длину цилиндрическогосопла в калибрах.
На чертеже изображено предлагаемое устройство для продувки жидкого металла в конце газопорошковыми смесями.
Устройство состоит из огнеупорного экрана 1, цилиндрического сопла 2 центрального канала 3 и огнеупорной изоляции 4. Огнеупорный экран 1 выполнен в виде сплошного диска таким образом, что его нижняя плоскость совпадает с плоскостью выходного сечения сопла 2. Толш,ина диска не имеет существенного значения и может быть выбрана по условию прочности огнеупора. Газопорошковая смесь вдувается в металл через центральный каяал 3 и цилиндрическое сопло 2.
Устройство работает следующим образом.
Устройство опускают в ковш с жидким металлом, совмещая нижнюю полость экрана I с границей шлак-металл. Одновременно через центральный канал 3 подают нейтральный газ, который препятствует попаданию жидкого металла в цилиндрическое сопло 2. По заданной технологии осуществляют режим продувки металла газопорошковой смесью. После окончания ш кла вдувания газопорошковых смесей устройство поднимают в исходное положение. Сравнительные исследования предлагаемого и известного устройств показали.
что при одинаковых начальных параметрах нейтрального газа и одинаковых диаметрах экранов одно и то же время перемешивания достигается при работе предлагаемого устройства с расходом газа в три раза меньшим, чем у известного.
Формула изобретения
Устройство для продувки жидкого металла в ковше газопорошковыми смесями, содержащее фурму с центральным каналом, переходящим в цилиндрическое сопло, и экран, отличающееся тем, что, с целью повышения эффективности продувки, экран выполнен в виде сплошного диска, при этом его нижняя плоскость совпадает с плоскостью выходного сечения сопла, а диаметр в 30-60 раз превышает диаметр цилиндрического сопла, причем отношение диаметра центрального канала к диаметру цилиндрического сопла составляет 3-6, а отношение цилиндрического сопла к его диаметру 5-10.
Источники информации, принятые во внимание при экспертизе
1.Установка для вдувания порошкообразных соединений кальция через фурму под уровень металла.-Экспресс-информация института «Черметинформация, 1978, сер. 20, вып. 4 «Электросталеплавильное производство, с. 12.
2. Патент США № 4004919, кл. С 22 С 33/08, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продувки металла в ковшепОРОшКАМи | 1979 |
|
SU840136A1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| СПОСОБ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ ЖИДКОГО МЕТАЛЛА, СИСТЕМА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2213147C2 |
| Камерный питатель для вдувания порошка в жидкий металл | 1981 |
|
SU1013370A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И ЗАЩИТНЫЙ КЛАПАН ДЛЯ ЭТОГО УСТРОЙСТВА | 2000 |
|
RU2180279C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| ПРОДУВОЧНАЯ ФУРМА ДЛЯ РАФИНИРОВАНИЯ МЕТАЛЛА В КОВШЕ | 2022 |
|
RU2797222C1 |
| Способ внепечной обработки жидкого металла | 1981 |
|
SU1014910A1 |