(5) НОЖНИЦЫ с нижним РЕЗОМ для РЕЗКИ ПРОКАТА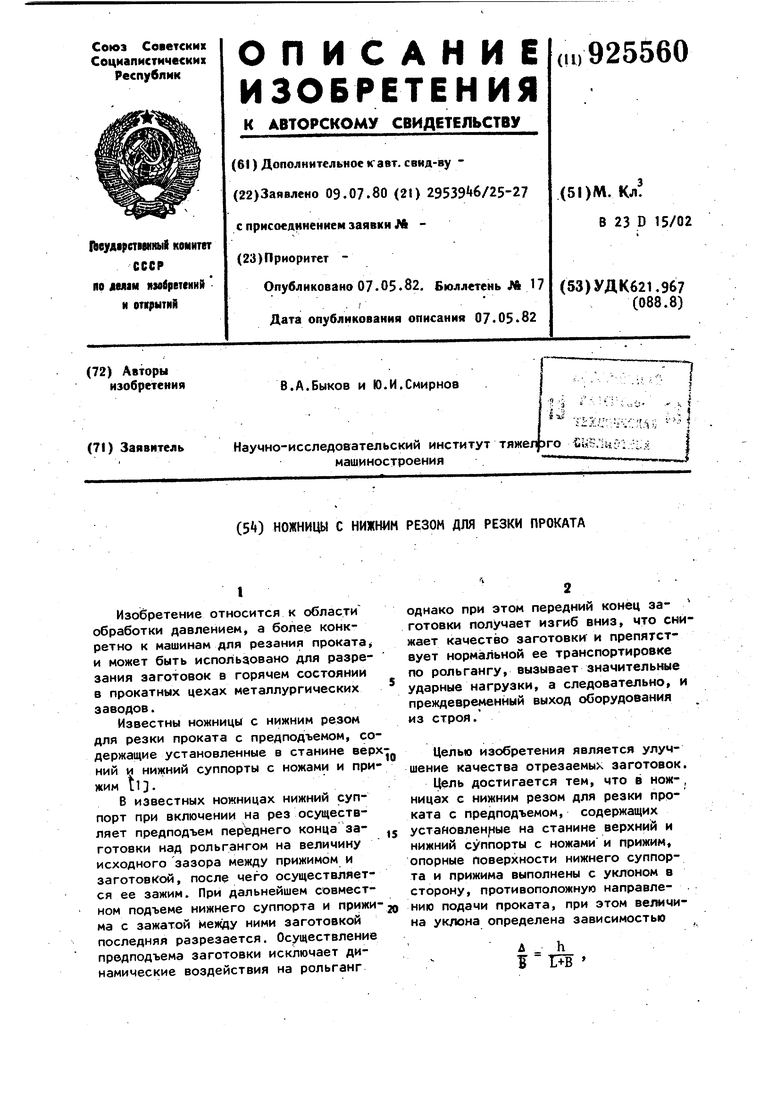
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы с нижним резом для резки проката | 1984 |
|
SU1222434A2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| Рычажные ножницы | 1954 |
|
SU108864A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU749579A1 |
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
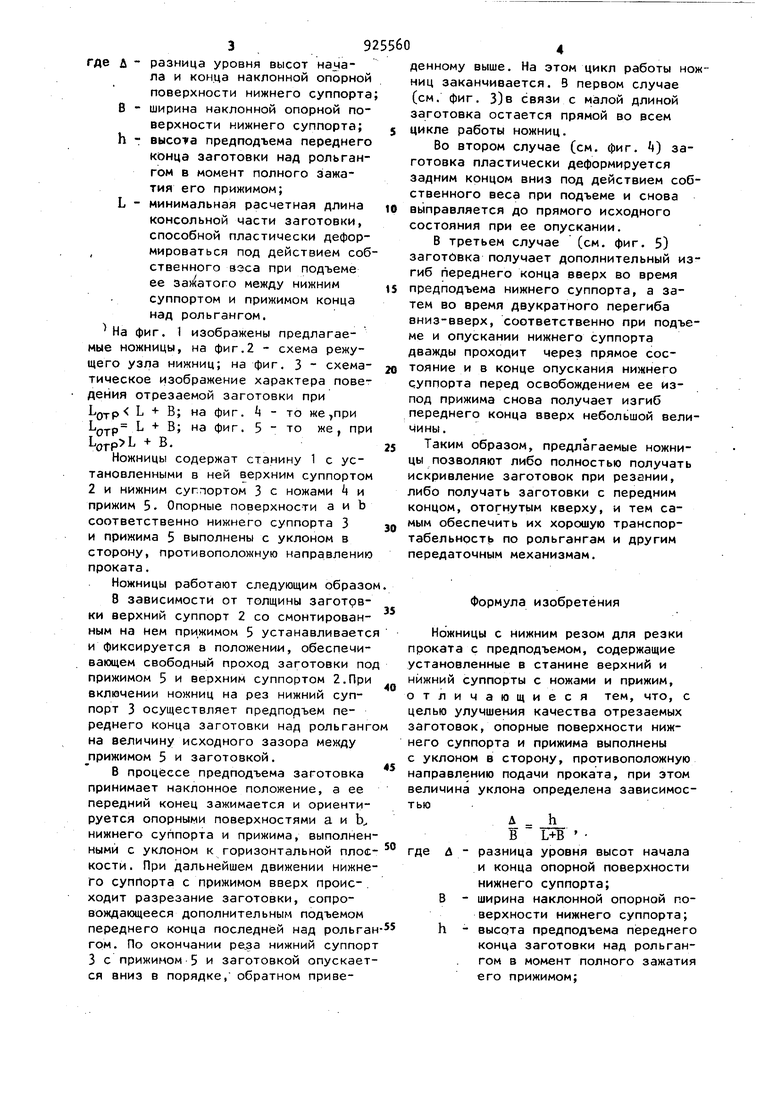
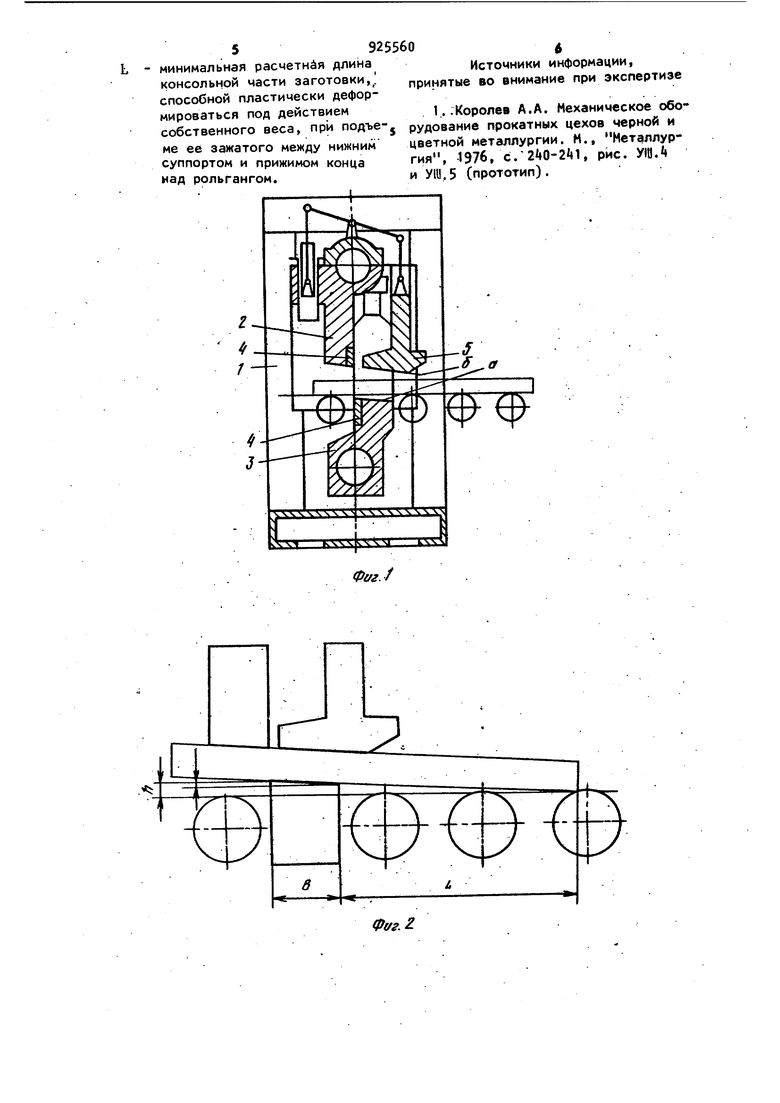
Изо1бретение относится к области обработки давлением, а более конкретно к машинам для резания проката и может быть использовано для разрезания заготовок в горячем состоянии в прокатных цехах металлургических заводов. Известны ножницы с нижним резом для резки проката с предподъемом, со держащие установленные в станине вер НИИ и нижний суппорты с ножами и при жим tl. В известных ножницах нижний суппорт при включении на рез осуществляет предподъем переднего конца заготовки над рольгангом на величину исходного зазора между прижимом и заготовкой, после чего осуществляется ее зажим. При дальнейшем совместном подъеме нижнего суппорта и прижи ма с зажатой Мееду ними заготовкой последняя разрезается. Осуществление предподъема заготовки исключает динамические воздействия на рольганг однако при этом передний конец заготовки получает изгиб вниз, что снижает качество заготовки и препятствует нормальной ее транспортировке по рольгангу, вызывает значительные ударные нагрузки, а следовательно, и преждевременйый выход оборудования из строя. Целью изобретения является улучшение качества отрезаемых заготовок. Цель достигается тем, что в нож-, ницах с нижним резом для резки про ката с предподъемом, содержащих установленные на станине верхний и нижний суппорты с ножами и прижим опорные Поверхности нижнего суппорта и прижима выполнены с уклоном в сторону, противоположную направлению подачи проката, при этом величина уклона определена зависимостью где д разница уровня высот начала и конца наклонной опорной поверхности нижнего суппорта ширина наклонной опорной поверхности нижнего суппорта; высота предподъема переднего конца заготовки над рольгангом в момент полного зажатия его прижимом; минимальная расчетная длина консольной части заготовки, способной пластически деформироваться под действием собственного вэса при подъеме ее за 1 атого между нижним суппортом и прижимом конца над рольгангом. На фиг. 1 изображены предлагаемые ножницы, на фиг.2 - схема режущего узла нижниц; на фиг. 3 - схематическое изображение характера поведения отрезаемой заготовки при Lgjp L + В; на фиг. k - то же,при VP L + В; + R; на фиг. 3 то же, при - В. Ножницы содержат станину 1 с установленными в ней верхним суппортом 2 и нижним суппортом 3 с ножами 4 и прижим 5. Опорные поверхности а и b соответственно нижнего суппорта 3 и прижима 5 выполнены с уклоном в сторону, противоположную направлению проката. Ножницы работают следующим образо В зависимости от толщины заготовки верхний суппорт 2 со смонтированным на нем прижимом 5 устанавливаетс и фиксируется в положении, обеспечивающем свободный проход заготовки по прижимом 5 и верхним суппортом 2.При включении ножниц на рез нижний суппорт 3 осуществляет предподъем переднего конца заготовки над рольганг на величину исходного зазора между прижимом 5 и заготовкой. В процессе предподъема заготовка принимает наклонное положение, а ее передний конец зажимается и ориентируется опорными поверхностями а и Ь нижнего суппорта и прижима, выполнен ными с уклоном к горизонтальной плос кости . При дальнейшем движении нижне го суппорта с прижимом вверх проис-. ходит разрезание заготовки, сопровождающееся дополнительным подъемом переднего конца последней над рольга гом. По окончании нижний суппор 3 с прижимом 5 и заготовкой опускает ся вниз в порядке, обратном приведенному выше. На этом цикл работы ножниц заканчивается. В первом случае (см. фиг. 3)в связи с малой длиной заготовка остается прямой во всем цикле работы ножниц. Во втором случае (см. фиг. i) заготовка пластически деформируется задним концом вниз под действием собственного веса при подъеме и снова вь1правляется до прямого исходного состояния при ее опускании. В третьем случае (см. фиг. 5) заготовка получает дополнительный изгиб переднего конца вверх во время предподъема нижнего суппорта, а затем во время двукратного перегиба вниз-вверх, соответственно при подъеме и опускании нижнего суппорта дважды проходит через прямое состояние и в конце опускания нижнего суппорта перед освобождением ее изпод прижима снова получает изгиб переднего конца вверх небольшой величины . Таким образом, предлагаемые ножницы позволяют либо полностью получать искривление заготовок при резании, либо получать заготовки с передним концом, отогнутым кверху, и тем самым обеспечить их хорошую транспортабельность по рольгангам и другим передаточным механизмам. Формула изобретения Ножницы с нижним резом для резки проката с предподъемом, содержащие установленные в станине верхний и нижний суппорты с ножами и прижим, отличающиеся тем, что, с целью улучшения качества отрезаемых заготовок, опорные поверхности нижнего суппорта и прижима выполнены с уклоном в сторону, противоположную направлению подачи проката, при этом величина уклона определена зависимостьюД h В где л - разница уровня высот начала и конца опорной поверхности нижнего суппорта; В - ширина наклонной опорной поверхности нижнего суппорта; h - высота предподъема переднего конца заготовки над рольгангом в момент полного зажатия его прижимом; 59255 L - минимальная расчетная длина консольной части заготовки, способной пластически деформироваться под действием собственного веса, при подъе-j ме ее зажатого между нижним суппортом и прижимом конца над рольгангом. 0 Источники информации, принятые во внимание при экспертизе 1..Королев А.А. Механическое оборудование прокатных цехов черной и цветной металлургии. М., Металлургия, 1976, с., рис. УШ, и УШ,5 (прототип).
Пей ПсЬ
I
D
-1 г
и
ПД
Г7рг Г
