t
Изобретение относится к области точечной сварки, и может быть использовано при микросварке в монтажных условиях.
Известны ручные инструменты для контактной точечной микросварки,содержащие корпус, шток-электрододержатель и установленный в корпусе привод сжатия в виде тороида }
Этот инструмент обеспечивает сварку при любом угле его наклона. Одйако усилие сжатия даже после включения сварочного тока не постоянно.
Известен ручной инструмент для контактной точечной сварки, содержащий установленный в корпусе-рукоятке шток-электрододержатель, механизм сжатия с регулировочной гайкой и контакты цепи управления сваркой f2j
При сжатии свариваемых деталей в момент достижения установленного усилия происходит включение сварочного тока. В процессе сварки электрод продолжает перемещаться, что обус- ,
лавливает дальнейшую деформацию рабочей пружины.и, следовательно, незапланированное увеличение усилия на электроде в процессе формирования сварного соединения. Это приводит к браку сварных соединений по непроварам, деформации зоны соединения деталей, особенно сложной конфигурации.
Целью изобретения является повышение качества сварного соединения за счет стабилизации усилия на электроде в процессе сварки.
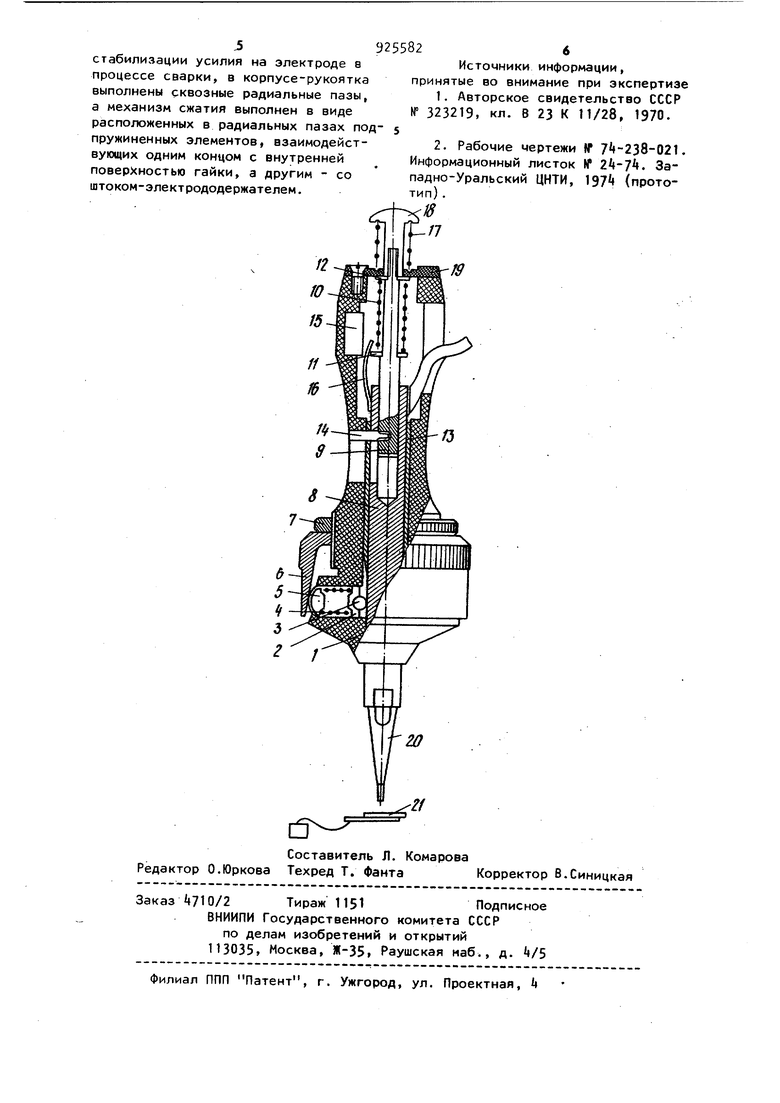
Это достигается тем , что в ручном инструменте для контактной точечной сварки, содержащем установленные в корпусе-рукоятке шток-электрододержатель, механизм сжатия с регулировочной гайкой и контакты цепи управления сварки, в корпусе-рукоятке выполнены сквозные радиальные пазы, а механизм сжатия выполнен в виде расположенных в радиальных пазах подпружиненных элементов, взаимодействующих одним концом с внутренней поверхностью гайки, а другим со штоком-электрододержателем. На чертеже изображен предлагаемый инструмент. Он содержит установленные в радиальных пазах корпуса-рукоятки 1 подпружиненные элементы, состоящие из прижима 2 со сферической лункой, шарика 3, пружины сжатия j и толкате ля 5, навинченные на резьбовую часть корпуса-рукоятки 1 регулировочную гайку 6 с внутренней конической расточкой и контр-гайку 7 установленные в корпусе-рукоятке 1 со свободой возвратно-поступательного движения шток-электрододержатель 8, шток обратного хода 9 с цилиндрической пружиной to возврата штока-электродо держателя 8, расположенной между ограничителем ее хода 11 и буртом 12 штока обратного хода 9, телескопичес ки расположенную относительно штокаэлектрододержателя 8 спусковую втулку 13, жестко соединенную со штоком обратного хода 9 с помощью штифта 1 скользящего в пазах корпуса-рукоятки 1 и штока-электрододержателя 8, смон тированный в корпусе-рукоятке 1 микровыключатель 15, приводимый в дейст вие жестко закрепленной на штокеэлектрододержателе.плоской пружиной 16, и установленные снаружи корпусарукоятки 1 пружину возврата 17 штока обратного хода 9, расположенную между шляпкой 18 штока обратного хода 9 и съемной крышкой 19 корпуса-рукоятки 1 и сменный электрод 20. Отдельно от инструмента показаны изображенные схематично свариваемые детали второй электрод и источник питания 21. Инструмент работает следующим образом. Перед сваркой при помощи гайки 6, определяющей степень сжатия подпружиненных элементов (прижим 2, шарик 3, пружина сжатия t и толкатель 5) , устанавливается требуемое усилие сжатия. В процессе сжатия свариваемых деталей при достижении на электроде 20 усилия, равного или несколько большего силы трения пары подпружиненный элемент - шток-электрододержатель, корпус-рукоятка 1 начинает скользить (на чертеже - вниз) вдоль штока-электрододержателя 8.При этом шарики 3. вращаясь в сферически лунках прижимов 2, перекатываются вдоль поверхности штока-электрододержателя 8, а сила трения и, следовательно, усилие сжатия свариваемых деталей остается постоянным. При дальнейшем продвижении корпуса-рукоятки 1 относительно штока-электрододержателя 8 кнопка микровыключателя 15, наталкиваясь на плоскую пружину 16, включает сварочный ток , и формирование сварного соединения происходит в процессе перемещения корпуса-рукоятки 1 относительно штока-электрододержателя 8 с постоянным усилием на электроде 20. После окончания сварочной операции возврат штрка-электрододержателя 8 в исходное положение осуществляется нажимом на шляпку 18. При этом шток обратного хода 9 вместе со спусковой втулкой 13 перемещается (на чертеже - вниз) в направлении, обратном рабочему ходу штока-электрододержателя S, который при этом упирается в .ограничитель хода 11, деформируя пружину возврата 10. При дальнейшем продвижении штока обратного хода 9 спусковая -втулка 13 своей конической поверхностью отжимает шарики 3, и шток-электрододержатель 8 под действием сжатой пружины возврата 10 возвращается в исходное положение , одновременно освобождая кнопку микровыключателя 15, При отпускании шляпки 18 щток обратного хода 9 под действием пружины возвраfa 17 возвращается в свое исходное положение (на чертеже - вверх), инструмент готов к следующему рабочему циклу. К технико-экономическим преимуществам инструмента следует отнести стабильное в процессе сварки и не зависящее от квалификации и силы оператора усилие сжатия на электроде в течение всего рабочего цикла с соответствующим повышением качества соединений, что очень важно при сварке ответственных изделий. Формула изобретения Ручной инструмент для контактной точечной сварки с осевым ходом электрода, содержащий установленные в корпусе-рукоятке шток-31лектрододержатель, механизм сжатия с регулировочной гайкой и контакты цепи управления сваркой, ртличающийс я тем, что, с целью повышения качества сварного соединения за счет
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручной инструмент для контактной точечной сварки | 1980 |
|
SU925581A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1995 |
|
RU2076030C1 |
| Клещи для контактной микросварки | 1985 |
|
SU1273223A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Пистолет односторонней контактной точечной сварки | 1987 |
|
SU1530378A1 |
| Машина для точечной контактной конденсаторной микросварки ручным инструментом | 1978 |
|
SU737160A1 |
| Клещи для контактной точечной микросварки | 1973 |
|
SU465296A1 |
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042486C1 |
