(5) РУЧНОЙ ИНСТРУМЕНТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручной инструмент для контактной точечной сварки | 1980 |
|
SU925582A1 |
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| РУЧНОЙ ИНСТРУМЕНТ для КОНТАКТНОЙ ТОЧЕЧНОЙСВАРКИ | 1972 |
|
SU342744A1 |
| Клещи для контактной точечной сварки | 1988 |
|
SU1824274A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Электродное устройство к сварочной машине для точечной сварки | 1977 |
|
SU733913A1 |
| Ручной инструмент для односторонней контактной микросварки | 1987 |
|
SU1511040A1 |
I
Изобретение относится к контактной точечной сварке и может найти применение в области микросварки в монтажных и труднодоступных условиях.
Известен ручной инструмент для контактной точечной сварки, содержащий смонтированные в корпусе-рукоятке поворотный электрододержатель с электродом, пружины усилия на электроде с регулировочным винтом и контакты цепи управления сваркой .
В этом инструменте при нажатии электродом на свариваемые детали электрододержатеяь, преодолевая заданное цилиндрической пружиной усилие, поворачивается вокруг оси и включает источник сварочного тока, продолжая далее в процессе сварки сжимать цилиндрическую пружину, 4to обуславливает увеличение усилия сжатия на электроде, скорость изменения и величина которого зависят только от квалификации оператора.Это приводит к значительной деформации деталей Сособенно сложной конфигурации с малыми и микронными линейными размерами) из пластичных материалов, к уменьшению размеров зоны иж1 разупрочнению соединения и т.д. и, как следствие, к ухудшению качества сварных соединений .
Целью изобретения является стабилизация усилия на электроде в nfJoцессе сварки и повышение качества
10 соединений.
Цель достигается тем, что ручной инструмент для контактной точечной сварки, содержащий смонтированные в корпусе-рукоятке поворотный элект-.
ts рододержатель с электродом, пружины усилия на электроде с регулировочным винтом и контакты цепи управления сваркой, снабжен установленным на JJ. одной оси с электрододержателем барабаном, храповым- механизмом, закрепленным на электрододержателе и взаимодействующим с барабаном, и колодками, контактирующими с барабаном и
жестко связанными с пружинами усилия шарнирно установленными в корпусерукоятке.
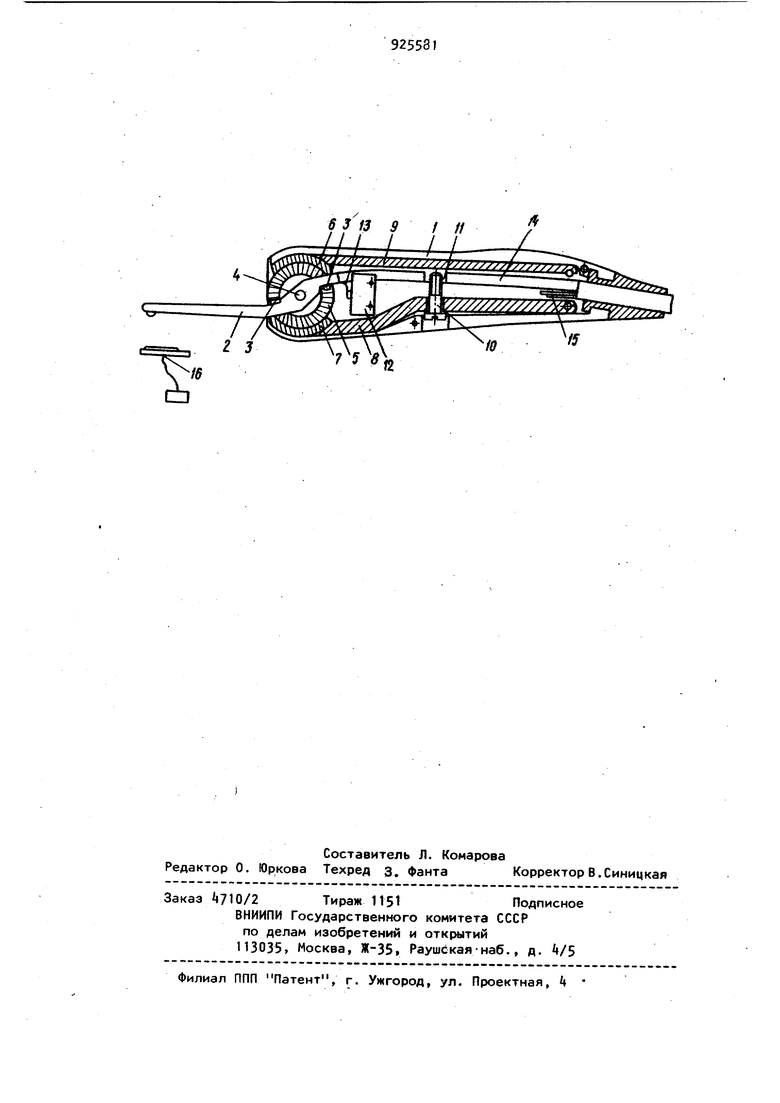
На чертеже изображен предлагаемый ручной инструмент, разрез.
Инструмент содержит смонтиро.ванные в корпусе 1 электрододержатель 2 с храповым механизмом 3 расположенным на общей оси j с барабаном 5 фрикционного механизма, зажатым между колодками 6 и 7 фрикционного механизма,жестко связанными с шарнирно закрепленными в корпусе 1 пружинами 8 и 9 усилие сжатия которых задается и регулируется винтом 10, через отверстие в одной из пружин бвинчидающимся в приваренную на вторую пружину резьбовую втулку 11,микровыключатель 12, приводимый в действие расположенной на противоположном электроду плече электрододержателя 2 пружиной 131 токоподвод И, подключенный к электрододержателю 2, цепь управления 15 источником сварки подключенная к микровыключателю 12, второй электрод и источник питания 1б.
Инструмент работает следующим образом.
При приложении усилия на электрод электрододержатель 2 поворачивается вокруг оси на небольшой угол (по часовой стрелке) и посредством храпового механизма 3 входит в зацепление с барабаном 5 фрикционного механизма При достижении на электроде некоторого требуемого усилия, пропорционального усилию, необходимому для преодоления трения между барабаном 5 и прижатыми к нему о помощью пружин 8 и 9 колодками 6 и 7 система барабан - электрододержатель проворачивается еще на некоторый угол, при этом пружина 13 освобождаетмикровыключатель 12, включающий источник сварочного тока, и сварка деталей происходит в процессе дальнейшего проворота системы барабан - электрододержатель при неизменном заранее отрегулирован.ном усилии сжатия на электроде. Требуемое усилие на электроде выставляется и регулируется с помощью винта 10 и резьбовой втулки 11, задающих необходимое начальное сжатие пружинами 8 и 9- Возврат инструмента в исходное состояние осуществляется нажатием на электрододержатель 2 для его проворота (против часовой стрелки) . При этом храповой механизм 3 выходит иззацепления с барабаном 5i и для проворота электрододержателя 2 требуется очень небольшое усилие. К технико-экономическим преимуществам и ожидаемому экономическому эффекту следует отнести стабильное в процессе сварки и не зависящее от квалификации и силы оператора усилие сжатия на электроде в течение всего рабочего цикла с соответствующим повышением качества соединений, что очень важно при сварке ответственных изделий, например различных датчиков с корпусами аппаратов повышенной надежности.
Оормула изобретения
Ручной инструмент для контактной точечной сварки, содержащий смонтированные в корпусе-рукоятке поворртн й электрододержатель с электродом, пружины усилия на электроде с регулировочным винтом и контакты цепи управ(Ления сваркой, отличающийс я тем, что, j: целью стабилизации усилия на электроде в процессе сварки и повышения качества соединений, инструмент снабжен установленным на одной оси с электрододержателем барабаном, храповым механизмом, закрепленным на электрододержателе и взаимодействующим с барабаном, и колодками, контактирукнцими с барабаном и жестко связанными с пружинами усилия, шарнирно установленными в корпусе-рукоятке.
Источники информации, принятые во внимание при экспертизе
