(Б) СПОСОБ ХПРОЧНЕНИЯ ШТАМПОВ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампов для штамповки труднодеформируемых материалов | 1983 |
|
SU1243879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Способ термомеханической обработкишТАМпОВ | 1979 |
|
SU802383A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЖАРОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1989 |
|
RU2020020C1 |
| Способ изготовления высокоточных прессинструментов | 1976 |
|
SU582304A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для горячей объемной штамповки деталей | 1990 |
|
SU1719144A1 |
| Боек для штамповки концевого инструмента | 1985 |
|
SU1291270A1 |
I
Изобретение относится к обработке металлов давлением, а именно к изготовлению инструмента для объемной штамповки крупногабаритных изделий из титановых сплавов и высокопрочных сталей.
Известен способ упрочнения изделий путем тренировки циклическими нагрузками при напряжении ниже предела усталости с последующим отдыхом 1 .
Однако известный способ упрочнения не обеспечивает необходимой конструктивной жесткости штампов.
Наиболее близким к предложенному по технической сущности и достигаемому результату является способ упрочнения штампов, включающий нагрев до 350- 50 С и приложение циклических нагрузок величиной на 15-25, превышающей рабочую 2.
Однако при таком способе упрочнения крупногабаритных штампов при рабочих нагрузках близких к предельным, наблюдается пластическая деформаIция гравюры штампа, приводящая к искажению размеров штампуемых изделий. При циклическом же нагружении в области упругости не произойдет упрочнения штампа (так как для упрочнений штампа необходимы упругопластические деформации). Кроме того, в процессе эксплуатации штампа, усилия деформирования изменяются в широких пределах даже при штамповке однородных изделий (в связи с изменением условий смазки, нагрева и т.д.) могут превышать 15-25% от средних рабочих нагружении .
Цель изобретения. - повышение эксплуатационной стойкости штампов и точности изготовления изделий.
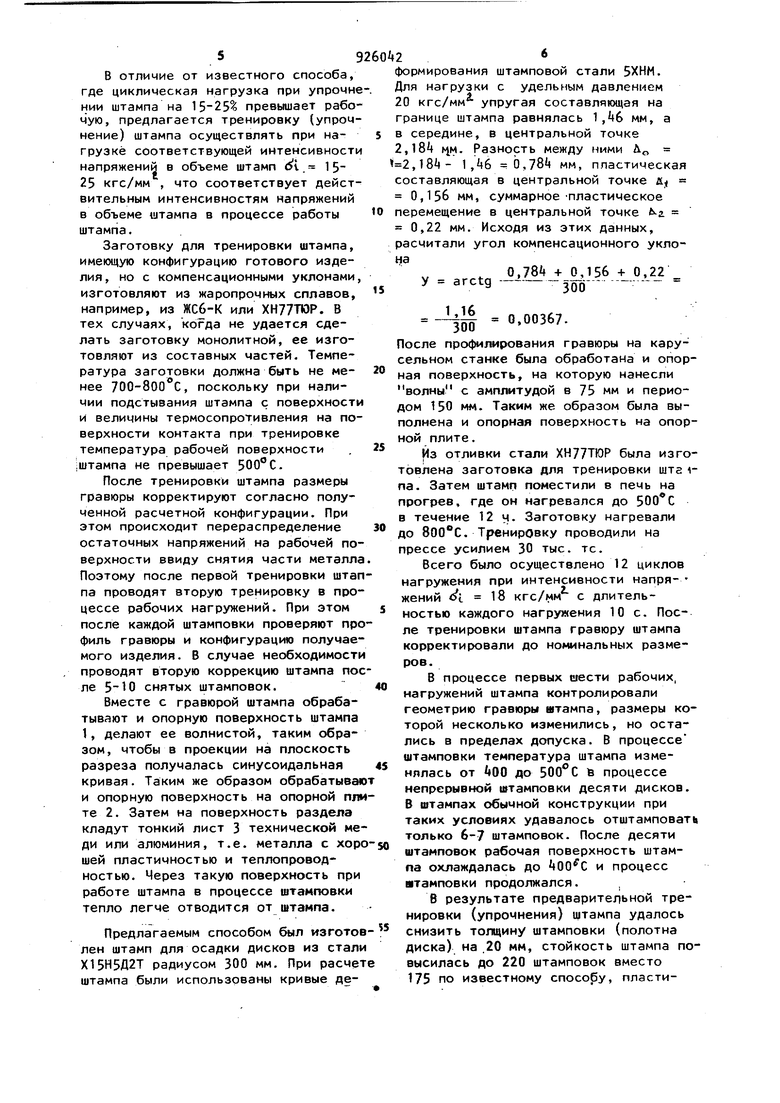
Для достижения поставленной цели в способе упро1 нения штампов, включающем нагрев до температуры ниже А( и циклическое нагружение при этой температуре, предварительно на рабочей поверхности выполняют компенсационные уклоны, а циклическое нагру жение осуществляют при интенсивност напряжений кгс/мм и длительностью с с проведением корректировки гравюры штампа между циклам нагружения. При этом циклическое нагружение |ДО корректировки гравюры штампа про изводят при 50-500 С 12-15 циклов, а после корректировки гравюры штампа производят нагружение в процессе эксплуатации штампа при SSO-tSO С. Предварительное нагружение штамп проводят специально изготовленной -заготовкой, плотно прилегающей к ра бочей поверхности штампа и нагретой до 700-800°С. Для отвода тепла от штампа в про цессе его эксплуатации (с целью под держания температуры штампа в преде лах 350-450°С) опорные поверхности штампа и опорной плиты профилируют, увеличивая площадь контакта, а на поверхность раздела кладут тонкий пластичный лист металла с хорошей теплопроводностью, например, тонкий лист технической меди. На чертеже показан штамп, разрез общий вид. Штамп 1 имеет профилированную рабочую поверхность с углом конусности У и опирается на подштамповую пли ту 2, опорная поверхность штампа 1 и подштамповой плиты 2 профилирована и между ними положен тонкий лист из теплопроводного материала 3, выталкиватель Ц также имеет профилированную рабочую поверхность с углом конусности У. Угол конусности компенсационного уклона определяют по формуле Ло Д( Ла. У arctg радиус гравюры штампа; -. .. ремещениями в центральной точке штампа на границе гра вюры штампа; пластическая составляющая перемещения в центральной точке при однократном нагружении;пластическая составляющая суммарного перемещения в центральной точке при цикли ческом нагружении. После тренировки компенсационные уклоны принимают значения, необходимые для компенсации только упругих деформаций при рабочих нагружениях штампа, так как после тренировки штамп работает в упругой области. Если гравюра штампа имеет сложную форму, то углы конусности компенсационных уклонов определяют для ряда простых по форме областей, на которые разбивают гравюру штампа и по ним строят конфигурацию профиля гравюры штампа. В известном способе создание компенсационных уклонов гравюры штампа не предусмотрено. Тренировку штампа осуществляют при SO-SOO C. Этот диапазон температ-ур выбирают из тех соображений, что при температурах ниже 50 G штамп интенсивности напряжений L при мнтрнгмпногти наппяжений О1 60 кгс/мм находится в упругом состоянии и не происходит его упрочнение. При температурах же выше и при OL 25 Krc/MNT наблюдается явление кратковременной ползучести, в результате которой уровень накопленных в- процессе тренировки штампа остаточных напряжений снижается и не происходит упрочнения штампа (при рабочих нагружениях штамп находится в упруго-пластическом состоянии) . В известном способе диапазон температур упрочнения составляет 350«50°С, что не соответствует рабочим температурам крупногабаритных штампов, нагреваюсчимся в процессе штамповки до 500°С. Из опытов по циклическому деформированию штамповых сталей (типа 5ХНМ) при 50-500°С следует, что упрочнение наступает после 10-15 циков нагружения при величине интенсивности напряжений бс. 15-25 кгс/мм при длительности каждого нагружения с. Эти условия малоцикловой еформации наиболее полным образов; оделируют условия штамповки в крупогабаритных штампах. Увеличение длиельности нагружения выше 15 с привоит к кратковременной ползучести, коорая снижает уровень остаточных наряжений. Величину интенсивности наряжений определяют по формуле 1 fryfc-6rJ n6 - e))iV6d; Действующие напряжения i , г , Э и гг находят расчетным путем в зависимости от усилий нагружения. В отличие от известного способа, где циклическая нагрузка при упрочне нии штампа на 15-25% превьпиает рабочую, предлагается тренировку (упрочнение) штампа осуществлять при нагрузке соответствующей интенсивности напряжений в объеме штамп 1. 1523 кгс/мм , что соответствует действительным интенсивностям напряжений в объеме штампа в процессе работы штампа. Заготовку для тренировки штампа, имеющую конфигурацию готового изделия , но с компенсационными уклонами, изготовляют из жаропрочных сплавов, например, из ЖСб-К или ХНУУТОР. В тех случаях, когда не удается сделать заготовку монолитной, ее изготовляют из составных частей. Температура заготовки должна быть не менее yOO-SOO C, поскольку при наличии подстывания штампа с поверхности и величины термосопротивления на поверхности контакта при тренировке температура рабочей поверхности ;штампа не превышает 500°С. После тренировки штампа размеры гравюры корректируют согласно полученной расчетной конфигурации. При этом происходит перераспределение остаточных напряжений на рабочей поверхности ввиду снятия части металла Поэтому после первой тренировки штап па проводят вторую тренировку в процессе рабочих нагружений. При этом после каждой штамповки проверяют про филь гравюры и конфигурацию получаемого изделия. В случае необходимости проводят вторую коррекцию штампа по ле 5-10 снятых штамповок. Вместе с гравюрой штампа обрабатывают и опорную поверхность штампа 1, делают ее волнистой, таким образом, чтобы в проекции на плоскость разреза получалась синусоидальная кривая. Таким же образом обрабатываю и опорную поверхность на опорной пл те 2. Затем на поверхность раздела кладут тонкий лист 3 технической ме ди или алюминия, т.е. металла с xop шей пластичностью и теплопроводностью. Через такую поверхность при работе штампа в процессе штамповки тепло легче отводится от штампа. Предлагаемым способом был изгото лен штамп для осадки дисков из стали Х15Н5Д2Т радиусом 300 мм. При расчет штампа были использованы кривые деформирования штамповой стали 5ХНМ. Для нагрузки с удельным давлением 20 кгс/мм упругая составляющая на границе штампа равнялась 1,t6 мм, а в середине, в центральной точке 2,18t . Разность между ними АО 2, 1,t6 b,784 мм, пластическая составляющая в центральной точке к. 0,156 мм, суммарноеПластическое перемещение в центральной точке ч 0,22 мм. Исходя из этих данных, расчитали угол компенсационного уклонаO TSffj- -tp, У arctg ---i-300Ь16 0,00367 300 После профилирования гравюры на карусельном станке была обработана и опорная поверхность, на которую нанесли волны с амплитудой в 75 мм и периодом 150 мм. Таким же образом была выполнена и опорная поверхность на опорной плите. Из отливки стали ХН77ТЮР была изготовлена заготовка для тренировки ште iпа. Затем штамп поместили в печь на прогрев, где он нагревался до в течение 12 ч. Заготовку нагревали до . Тренировку проводили на прессе усилием 30 тыс. тс. Всего было осуществлено 12 циклов нагружения при интенсивности напряжений t. 18 кгс/мм с длительностью каждого нагрумения 10 с. После тренировки штампа гравюру штампа корректировали до номинальных размеров. В процессе первых шести рабочих, нагружений штампа контролировали геометрию гравюры штампа, размеры которой несколько изменились, но остались в пределах допуска. В процессе штамповки температура штампа изменялась от lOO до 500° С 6 процессе непрерывной штамповки десяти дисков. В штампах обычной конструкции при таких условиях удавалось отштамповать только 6-7 штамповок. После десяти штамповок рабочая поверхность штампа охлаждалась до и процесс штамповки продолжался. , В результате предварительной тренировки (упрочнения) штампа удалось снизить толщину штамповки (полотна диска) на .20 мм, стойкость штампа повысилась до 220 штамповок вместо 175 по известному способу, пластическая деформация гравюры штампа пос ле снятия 50 штамповок (дисков) из стали Х15Н5Д2Т составила всего 1 мм. Предлагаемый способ упрочнения штампов выгоден при производстве крупногабаритных штамповок, типа лон жеронов, дисков и т.д., где не проходят иные способы упрочнения. Тренировка и правильно выбранный угол компенсационного уклона при профилировке позволяют снизить вес получаемых изделий за счет снижения пуска на последую1цу|6 механическую обработку. Формула изобретения 1. Способ упрочнения штампов, вкл чающий нагрев до температуры ниже и циклическое нагружение прь зтой температуре, отлича/ющийся тем, что, с целью повышения эксплуатационной стойкости штампов и точ38 ности изготовления изделий, предварительно на рабочей поверхности выполняют компенсационные уклоны, а циклическое нагружение производят при интенсивности напряжений 15-25 кгс/мм и длительностью 5-5 с с проведением корректировки гравюры штампа между циклами нагружения. 2.Способ по п. 1, отличающий с я тем, что циклическое нагружение до корректировки гравюры производят при i 50-500C 12-15 циклов. 3.Способ по п. 1, отличающий с я тем, что циклическое на.гружение после корректировки гравюры производят а процессе эксплуатации штампа при 350- 50 С. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № Aii3392b, кл. С 21 О 7/02, 1972. 2.Авторское свидетельство СССР № 57А477, кл.С 21 D 9/22, 1975
