Изобретение относится к обработке металлов давлением и может быть использовано в условиях радигшьной и других видов штамповки широкой гаммы типоразмеров машинно-ручных метчиков и подобных концевых инструментов и изделий.
Целью изобретения является повышение стойкости предлагаемого инструмента, точности и качества получаемых изделий.
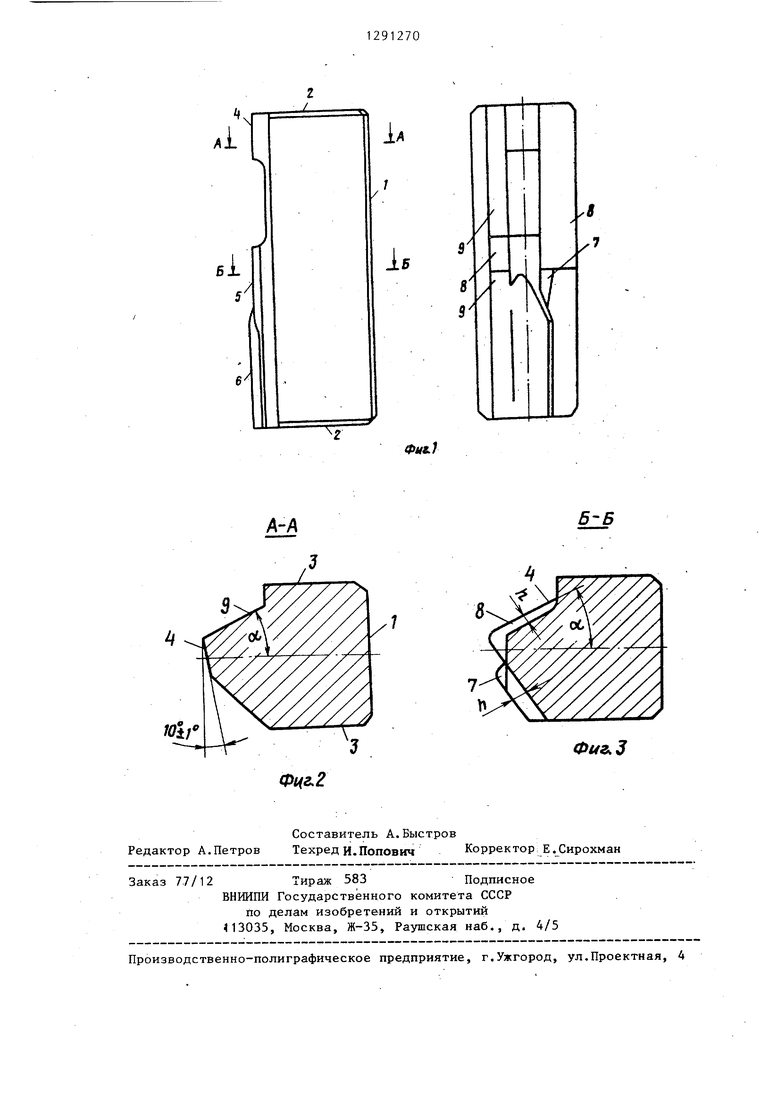
На фиг. 1 схематично изображен боек; на фиг. 2 - сечение А-А- на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Боек для штамповки концевого инструмента представляет собой откры- тьй штампрвый кубик, имеющий основание 1, торцы 2, боковые направляющие 3 и гравюру с участками 4-6 для оформления соответственно хвостовой, переходной и рабочей частей на.изделиях.
Участок 4 профиля гравюры, формообразующий площадку на хвостовой части квадратного сечени я поковки метчика, выполнен наклонным под углом 9 - 11° к основанию 1, причем отклонение угла от указанной величины в большую или меньшую сторону приводит к образованию косого (ромбовидного квадрата.
На участке 5 бойка выполнены клиновой скос 7 для обеспечения главног перехода от рабочей части к хвостовой и устранения зарубов в переходной зоне поковки метчика и двусторонние карманы 8 глубиной h, равной 2 - 3 мм, для ограничения ширины зоны контакта бойка с поковкой на ее переходном участке до величинь, равной ширине проекции наклонной площадки участка 4 на плоскость, параллельную основанию 1. Для исключения огранки в ходе штамповки участка переходной зоны поковки уклон 9 (oi, равньй для четырехперых метчиков 24°), необходимый, например, для формообразования переднего угла метчиков, - единый для всех участков гравюры.
В оформлении поковки участвуют несколько одинаковых бойков, которые в сборе при установке в штампе радиальной штамповки образуют разъемное штамповое очко. Например, при штамповке метчика количество бойков равн числу перьев метчика.
Принцип действия штампа радиальной штамповки основан на радиальном сближении бойков, которые в ходе штамповки одновременно воздействуют на нагретую заготовку, установленную между бойками, и осуществляют ее пластическое деформирование. При этом на поковке, например, метчика формируются стружечные канавки и перья на рабочей части, а квадрат - на хвостовой части.
5
0
5
0
Конструкция бойка благодаря применению наклонной площадки участка 4, образующей квадрат на хвостовой части поковки, а также применению клинового скоса и двусторонних карманов позволяет существенно повысить точность и качество поковок, и, на примере мащинно-ручных метчиков, получить поковки метчика с формообразо- ванной стружечной канавкой, пером и квадратом на хвостовике в полном соответствии с ГОСТОМ.
Одновременно эта конструкция благодаря применению уклона 9, единого для рабочего, переходного и хвостового участков бойка, облегчает возможность рестраврации бойков и восстановления геометрических размеров их профиля, что в итоге приводит к повышению эксплуатационной стойкости бойков.
35 Формул 1 изобретения
1. Боек для штамповки концевого инструмента, преимущественно метчиков, содержащий основание, гравюру с участками для формирования на изделиях хвостовой в виде квадрата в сечении, переходной и рабочей час тей с штамповочными уклонами, отличающий с я тем, что, с целью повышения стойкости инструмента, точности и качества получаемых изделий, участок гравюры для формирования
хвостовой части выполнен под углом 9-11 к основанию, а на участке гравюры под переходную часть выполнены клиновой скос и двусторонние карманы.
2. Боек по п. 1, отличающийся тем, что штамповочные уклоны на участках под рабочую, переходную и хвостовую части выполнены под одним углом.
A-A
8 5
/
/ /
t
Б-Б
Ф14г,3
Фцг.2
Составитель А.Быстров Редактор А.Петров Техред и.Попович Корректор; Е.Сирохман
Заказ 77/12 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4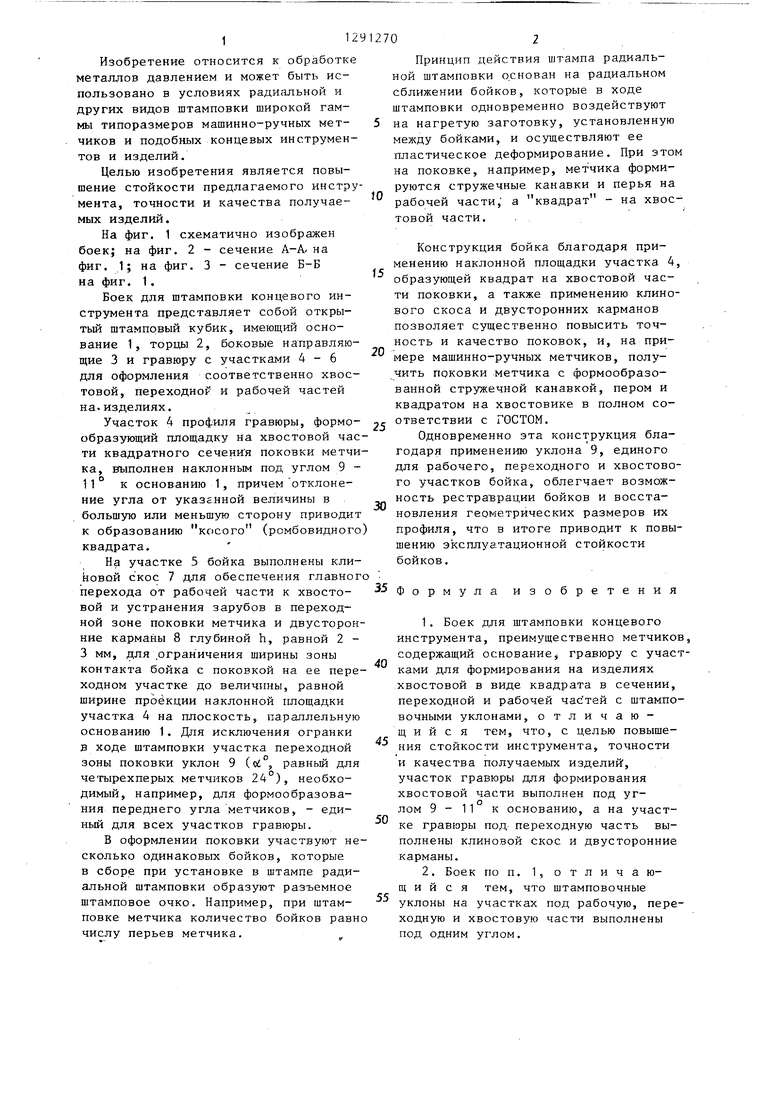
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления поковок | 1988 |
|
SU1595617A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| Способ изготовления лап культиваторов | 1991 |
|
SU1819725A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при штамповке концевого инструмента. Устройство позволяет повысить стойкость инстру- мента, точность и качество штамповки за счет того, что при деформировании . заготовки наклонная площадка, клиновой скос и двухсторонние карманы бойка позволяют устранить возникновение дефектов при оформлении штамповок. Выполнение штамповочных уклонов .под одним углом облегчает возмож- ность реставрации бойков и восста- новления геометрических размеров их профиля. 1 з.п. ф-лы, 3 ил. 
| Способ производства эмульсоров для эмульсий | 1949 |
|
SU84979A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
