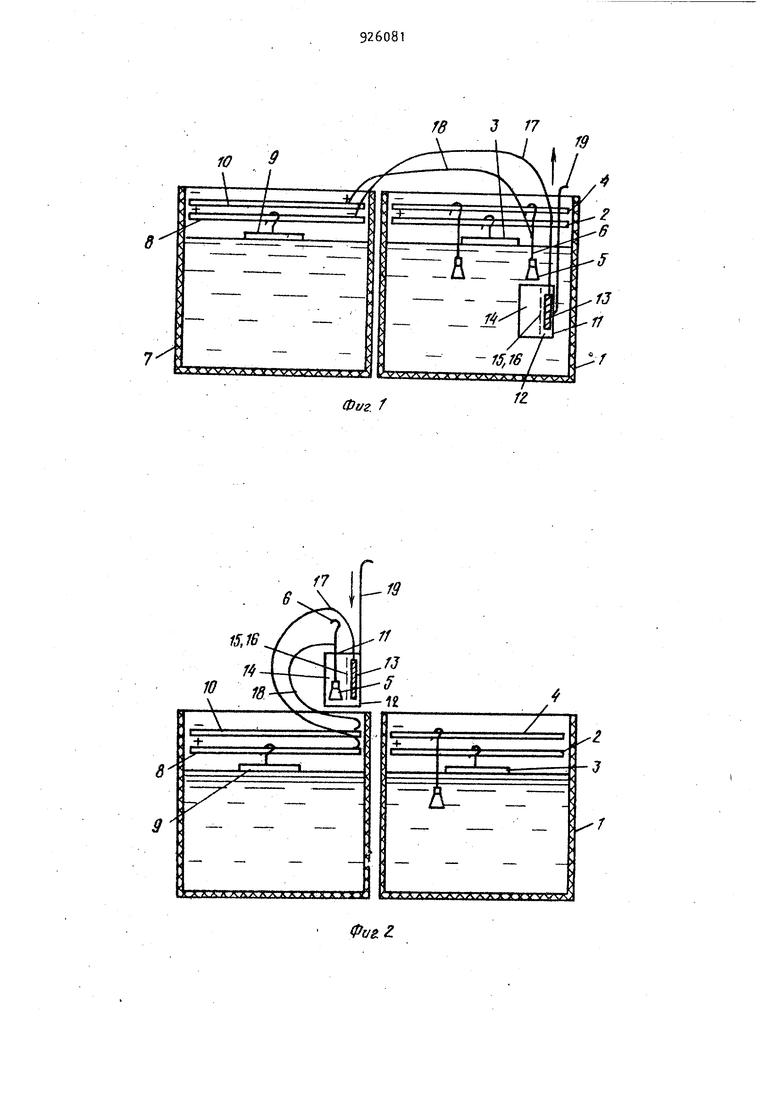
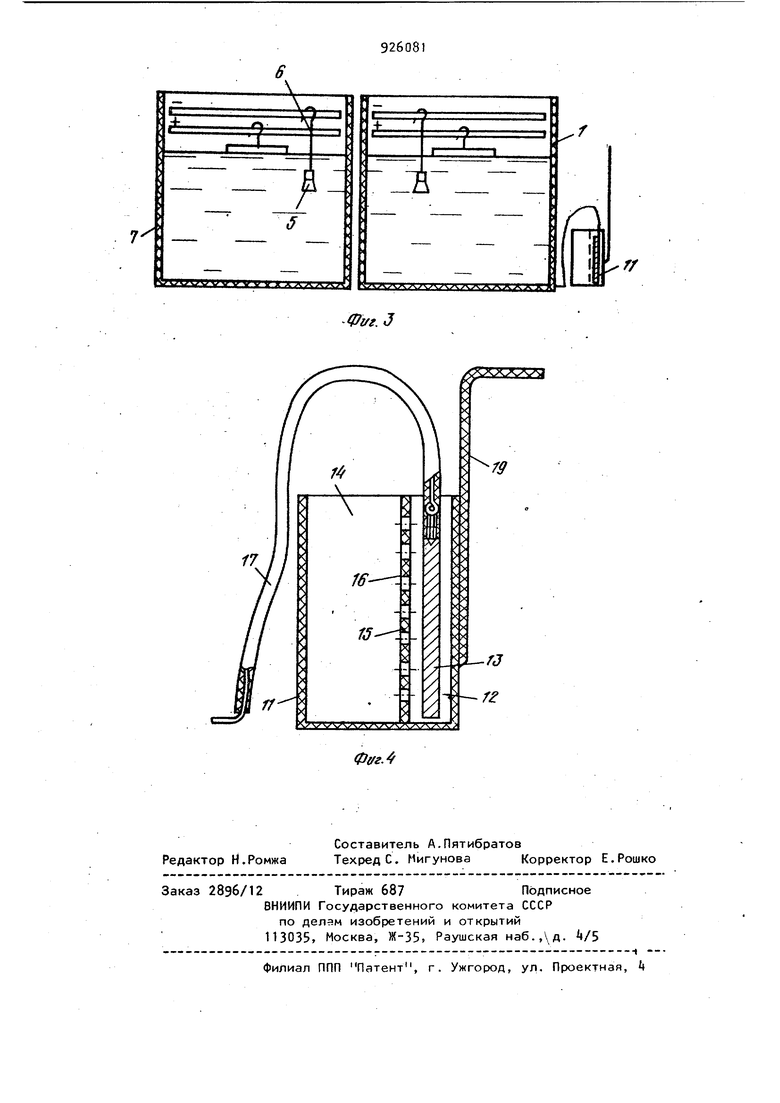
Изобретение относится к изготовлению изJCleлий из металлов, в частности методом гальванопластики и может быть использовано для изготовления матриц технологической оснастки, сбпел для гидрорезания и других изделий сложной конфигурации и разли ных размеров. Для технологической оснастки сопел для гидрорезания и других выбирают достаточно твердый металл, например, сплав никель-кобальт. Такой сплав является хрупким, ввиду чего изготов ленные из него изделия разрушаются не толь.ко при эксплуатации, но и при предварительной обработке и нагреве. Известны установки для гальваниче кого осаждения, состоящие из несколь ких ванн, в которых последовательно наращиваются слои различных металлов. В таких установках можно вначале, в первой ванне, на форму-модель нарастить твердый рабочий слой никрпь-кобальт, а затем во второй более мягкий и эластичный конструкционный слой (например, никель или , . медь). Перенос изделий из одной ванны в другую oci ecтвляeтcя либо непосредственно при помощи подвесок, на которых изделия крепятся к штангам, либо при помощи крюков, вручную или механизированно. Изготовление изделий в такого рода установках устраняет образование трещин, облегчает механическую обработку тыльной поверхности изделий Однако в данной установке при переносе изделия из ванны в ванну оно находится вне контакта с электролитом. Процесс электролитического осаждения металла на изделие в это время прерывается, что создает предпосылки для пассивации поверхности и, следовательно, дЛя расслоения вдоль границы между рабочими конструкционными слоями металла. Во избежание расслонения рекомендуется перевешивание изделия из первой ванны во вторую производить без длительного перерыва тока,а при длительном пере рыве тока изделие рекомендуется протравить в растворе соляной кислоты. Однако в условиях промышленного производства в изделиях,имеющих сложную конфигурацию, наблюдаются случаи расслоения на границе между слоями, S частности при механической обработке. Расслоение в этих изделиях не удавалось исключить несмотря на минимальное время перерыва тока (1-2 сек) при быстром переносе изде лия из одной ванны в другую, протрав ливание в растворе соляной кислоты, ;применение твердосплавных режущих Инструментов и мягкие режимы механической обработки. В результате изде лие, на изготовление которого было затрачено много времени и средств, оказывалось бракованным. Цель изобретения - повышение качества изделий путем исключения рас слоения. Поставленная цель достигается тем что в установке, содержащей ванны для последовательного наращивания различных слоев металла и элемент пе реноса изделий из одной ванны в дру гую, узел переноса изделий выполнен в виде емкости, содержащей анодный отсек с анодом и катодный отсек для изделия, разделенные перфорированно перегородкой, причем отношение объе ма емкости к объему ванны не более i : 2 О . .Благодаря этому создается возмож ность производить перенос изделия из одной ванны в другую при непрерывном электролитическом осаждении металла на всех участках изделия, без нарушения контакта поверхности изделия с электролитом. На фиг. 1 изображена предложенна установка в момент начала переноса изделия, общий вид-, на фиг. 2 - то же, в моментпереноса изделия из первой ванны во вторую; на фиг.З то же, после переноса изделия во вт рую ваниу на фиг. k - переносная емкость. Установка содержит первую ванну с анодными штангами 2, на которых подвешены аноды 3 и катодной штангой k, на которрй могут подвешивать ся изделия 5 при помощи подвесок 6, и вторую ванну 7 с анодными штангами 8 для подвешивания анодов 9 и ка тодной штангсж 10 для подвешивания изделий 5 при помощи подвесок 6. Элемент переноса изделий из одной ванны в другую выполнен в виде емкости 11, изготовленной из диэлектрика , и имеющей анодный отсек 12, с анодом 13 и катодный отсек 14, куда может помещаться изделие 5. Отсеки 12 и 1 рЗчЭделяет перфорированная перегородка 15 с отверстиями 16 для возможности перемещения ионов электролита внутри емкости 11. К аноДУ 13 присоединен гибкий изолированный провод 17- Перфорированная перегородка 15 предназначена для исключения короткого замыкания между анодом и катодом. Емкость П снабжена также коромыслом для ее погружения и извлечения из электролитов ванн 1 и 7- Габариты емкости 11 соответствуют размерам изделия и в 20 и более раз меньше емкости первой или 1второй ванн. Установка работает следующим образом . J При изготовлении матриц литьевых форм в первой ванне 1 и в течение Z-i cyj наращивают твердый рабочий слой (например сплава никель-кобальт) а во второй ванне 7 в течение 4-15 сут на них наращивают более мягкий и эластичный слой (например никель) . После наращивания рабочего слоя толщиной 0,5-2 мм изделие переносят из первой во вторую ванну. Для этого подвеску 6 изделия 5 в первой ванне соединяют гибким изолированным проводом 18 с катодной штангой 10 второй ванны 7, а гибкий изолированный провод 17 анода 13 соединяют с анодной штангой 8 второй ванны 7 (см.фиг.1). На штанги 8 и 10 второй ванны подают электрическое напряжение. Емкость 11, предварительно обезжиренную и промытую, за коромысло 19 осторожно погружают в первую ванну и подводят катодным отсеком 1 под переносимое изделие, а затем вместе с ним поднимают и осторожно извлекают из первой ванны (см.фиг.2). В этот период электрическое осаждение металла на изделие продолжается, контакт с электролитом не нарушен, а ток циркулирует от анодной штанги 8 второй ванны черезгибкий провод 17 к аноду 13 емкости 11 и через электролит з анодном и катодном отсеках сквозь отверстие 16 в перфориооеанной перегородке 15 к изделию J и далее через подвеску 6 и другой гибкий провод 18 - к катодной штанге 10 второй ванны.
Затем, емкость 11 осторожно погружают во вторую ванну 7, подвеску 6 изделия 5 закрепляют на катодной штанге 10, оба провода 17 и 18 отсоединяют от штанги и извлекают емкость 11 из второй ванны 7 (см.фиг.3). Затем, если во второй ванне 7 наращивается никель, электролит из емкости 11 сливают в ванну 1, а если во второй ванне 7 наращивается медь, электролит из. емкости 11 сливают в ванну 7 так как попадание ионов меди из ванны 7. в ванну 1 недопустимо.
: Как показывают проведенные опытные работы по изготовлению гальванопластикой сложных матриц на предлагаемой установке, изменения в составе электролитов после переноса оказываются незначительными (не более 1-2 от общего количества по слоям никеля и кобальта 11ри переносе изделий площадью 1 дм и емкости ванн 100 л). При этом в первой ванне незначительно уменьшается содержание соли кобальта, а во второй она появляется в незначительных количествах. Через 1-2 сут эта соль практически исчезает в результате электроосаждения металла. Внесение незначительного количества соли кобальта в ванну никеля не показывает вредного воздействия на процесс электроосаждения конструкционного слоя никеля, поскол ку никелевый электролит соответствуе электролиту никель-кобальт. Внесени незначительного количества солей кобальта и. никеля в ванну меди также не оказывает вредного воздействия на процесс электроосаждения меди.
Использование предлагаемого изобретения позволяет повысить качество и монолитность изделий, полученных
гальванопластикой, полностью исключить их расслоение, расширить возможное применение гальванопластики, резко снизить процент брака изделий и получить значительный экономический эффект.В установке предлагаемой конструкции изготовлены следующие сложные и ответственные изделия: матрицы с резной гравированной поверхностью на таблички к холодильникам, на корпуса электробритв и активаторы посудомоечных машин, а также фигурные сопла для гидрорезания сложной конфигурации. Если в прежних установках процесс брака из-за расслоения составлял не менее , то при изготовлении в предлагаемой установке случаев брака из-за расслоения не наблюдалось,.
Экономический эффект по предг1риятию при годовом выпуске методом гальванопластики 90 матриц средней сложности около 23 тыс.руб.
Формула изобретения
Установка для изготовления изделий гальванопластикой преимущественно путем осаждения никель-никель-кобальтовых сплавов, содержащая ванны для последовательного наращивания различных слоев металла и узел переноса изделий, отличающаяся тем, что, с целью повышения качества изделий путем исключения расслоения, узел перено ;а изделий выполнен в виде емкости с анодным и катодным отсеками, разделенными перфорированной перегородкой, причем отношен-ие объема емкости к объему ванны не более 1:20.
Источники информации, принятые во внимание при экспертизе
1. Ямпольский A.M., Ильин В.А. Краткий справочник гальванотехника М., Машгиз, 1962, с. 55-61.
Ю
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гальванопластического изготовления изделий | 1979 |
|
SU870510A1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| СПОСОБ И УСТАНОВКА ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ В БЛОКЕ ЭЛЕКТРООСАЖДЕНИЯ | 2008 |
|
RU2476630C2 |
| Устройство для электроосаждения гальванических покрытий с нерастворимыми анодами | 1984 |
|
SU1178803A1 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОРОШКОВ МЕТАЛЛОВ | 2010 |
|
RU2420613C1 |
| Способ рециклинга алюминия электролизом расплава его лома и устройство для осуществления этого способа | 2022 |
|
RU2796566C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2062823C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСТВОРА СЕРНОЙ КИСЛОТЫ И ИСПОЛЬЗУЕМЫЙ В НЕМ ЭЛЕКТРОЛИЗЕР | 2019 |
|
RU2766336C1 |
17
15,16
/
Фиё.2.
Ф1/г. J
гг
фуг л
