I
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании зубчатых венцов на кольцевых и трубчатых заготовках пустотелых валов, шестерен и других изделий.
Известно устройство для образования зубчатых венцов, содержащее шпиндель с двумя коническими пустотелыми пуансонами, установленными с возможностью осерых перемещений, во внутренние полости которых может подаваться масло. Вокруг шпинделя в подвижном корпусе установлены три накатника, установленные с возможностью планетарного движения вокруг лпинделя. В процессе работы известного устройства во внутреннюю полость кольцевой заготовки с двух торцов вводятся конические пуансоны, к которым прикладывается осевое усилие, затем во внутреннюю полость пуансонов подается масло, которое в сочетании с осевыми усилиями, прикладываемыми к пуансонам, раздает кольцевую заготовку в радиальном направлении и подает металл ее наружных слоев под зубья накатных валков, совершающих планетарное движение вокруг заготовки вместе с подвижным корпусом, и накатывающих на поверхности заготовки зубья tl.
К недостаткам известного устройства относится то, что для получения реверса необходимо остановить вращение подвижного корпуса с накатниками и вращать его в противоположную сторону, что значительно снижает производительность процесса, увеличивает время обработки.
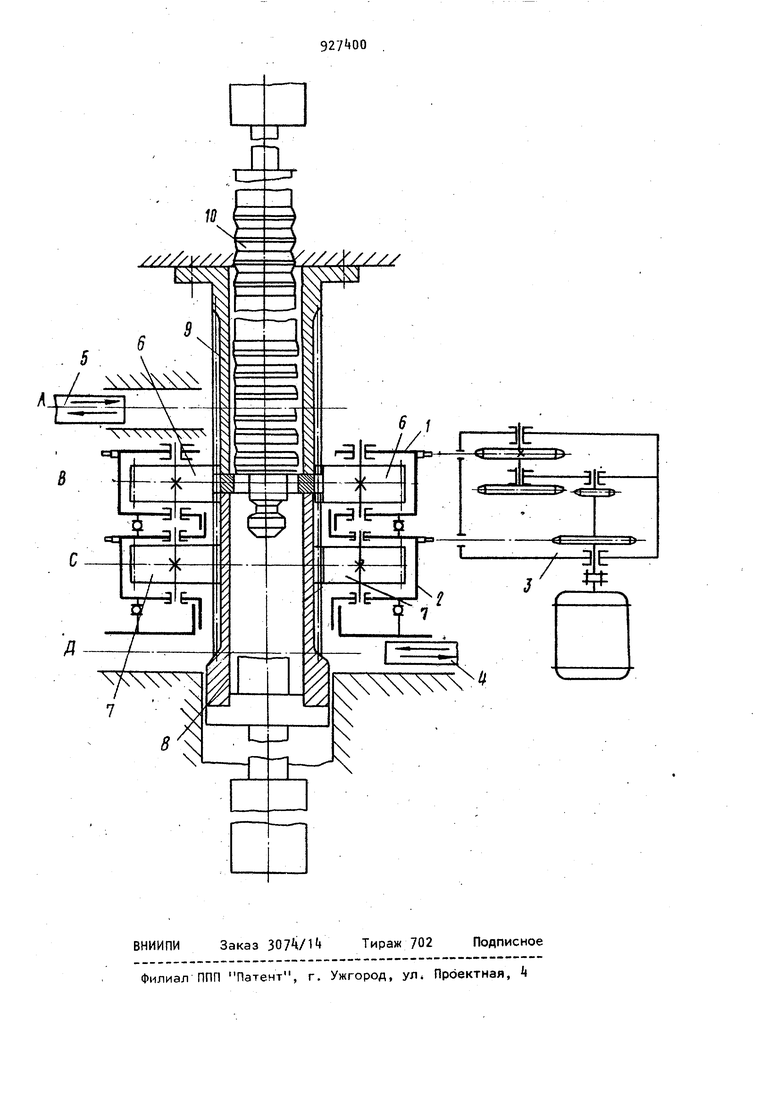
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство, содержащее корпус с установленными в нем зубчатыми накатными валками, привод их вращения, а также закрепленные на основаниях внутри корпуса соосные цилиндрические опорный и толкающий пуансоны с приводом их возвр но-поступательного осевого перемещения, расширяющую оправку,размещенную внутри опорного и толкающего пуансо нов соосно им и сбрасывающий механизм С23. . Указанное устройство расширяет диапазон типоразмеров обрабатываемых изделий по сравнению с известным, однако производительность его также невелика. Кроме того, отсутствует жесткая связь опорного и толкающего пуансонов с накатными валками, что снижает томность. Цель изобретения - повышение производительности и точности накатки. Поставленная цель достигается тем что в устройстве для накатки зубчатых колес, содержащем корпус с установленным в нем зубчатыми накатными валками, привод их вращения, а также закрепленные.на основании внутри кор пуса соосные цилиндрические опорный и толкающий пуансоны с приводом их возвратно-поступательного осевого перемещения, расширяющую оправку, размещенную внутри опорного и толкающего пуансонов соосно им и сбрасы вающий механизм, снабжено вторым кор пусом, с зубчатыми накатными валками, установленными соответственно соосно упомянутому корпусу и его накатным валкам и установленные с возможность вращения и самостоятельно связаны с приводом вращения. Цилиндрические опорный и толкающий элементы выполнены с зубчатыми наружными венцами, имеющими возможность зацепления с зубчатыми накатны ми валками. На чертеже дана схема устройства для накатки зубчатых колес. Устройство для накатки зубчатых венцов состоит и;з двух подвижных кор пусов 1 и 2, установленных соосно с возможностью вращения, самостоятельно связанные с приводом вращения кор пусов 3, сбрасывающего устройства и подающего устройства 5. Внутри под вижного корпуса 1 установлен комплект зубчатых накатных валков 6, а внутри подвижного корпуса 2 - комплект забчатых накатных валков 7- Вну ри корпусов установлены соосные опор ный пуансон 8 и толкающий пуансон 9 выполненные в виде цилиндров с зубчатыми венцами. Зубья накатных валков 6 и 7 располагаются во впадинах зубьев зубчатых вен.цов опорного пуан сома b и толкающего пуансона 9, установленных с возможностью осевых перемещений; во внутренних полостях опорного пуансона 8 и толкающего пуансона 9 размещается с возможностью осевого перемещения расширяющая оправка 10. Устройство работает следующим образом. Опорный пуансон 8 и толкающий пуансон 9 располагаются на позиции загрузки А. Подвижные корпуса 1 и 2 с помощью привода корпусов 3 приводятся во взаимное вращение, а зубья комплектов накатных валков 6 и 7 обкатываются по зубьям направляющего колеса опорного пуансона 8. Между торцами опорного пуансона 8 и толкающего пуансона 9 с помощью подающего устройства 5 подаете кольцевая заготовка, внутренний диаметр которой меньше внутреннего диаметра зубьев направляющего колеса опорного пуансона 8. Заготовка зажимается между торцами опорного пуансона 8 и направляющего пуансона 9 и в зажатом состоянии передается в первую Позицию накатки В, где фиксируется в осевом направлении. Через внутреннее отверстие заготовки подается первый комплект пуансонов расширяющей оправки 10, который раздает кольцевую заготовку, увеличивает ее диаметр и подает материал наружных слоев заготовки в зону накатки накатных валков 6, которые накатывают на ней зубья. Затем зажатая заготовка вместе с опорным пуансоном В и нажимным пуансоном 9 подается на вторую позицию накатки С, при этом зубья комплекта накатных валков 6 обкатываются по зубьям направляющего колеса пуансона 9, а зубья комплекта накатных валков 7 частично по зубьям направляющего колеса толкающего пуансона 9- После осевой фиксации пуансонов 8, 9 и заготовки на позиции С расширяющая оправка 10 продолжает движение в отверстии заготовки и подает материал предварительно сформированных зубьев в зону обработки накатных валков 7, вращающихся вместе с корпусом 2 в противоположную сторону относительно комплекта накатных валков 6 и корпуса 1, производится окончательное формирование зубьев заготовки. Затем оправка 10 возвращается в верхнее исходное положение. С помощью опорного пуансона 8 .и толкающего пупнсона 9 заготовка подается на позицию сбрасывания Д, где с помощью сбрасывающего устройства k удаляется из устройства для накатки зубчатых венцов, после чего опорный пуансон 8 и толкающий пуансон 9 возвращаются в позицию загрузки А и цикл повторяется. Положение позиций А и Д может быть изменено на обратное.
Указанное устройство для накатки зубчатых венцов может быть использовано для накатки с осевой подачей заготовки. При этом пуансон 8 и толкающий пуансон 9 выполняются без внутренних полостей, расширяющая оправка 10 удаляется, а накатывание зубьев производится при безостановочной подаче заготовки между комплектом накатных валков 6, выполненных с заборной, конической частью, и затем комплектом накатных валков 7.
Устройство для накатывания бчатых венцов может быть снабжено позицией Нагрева заготовки, расположенной перед позицией подачи А и позицией подогрева заготовки, расположенной между вращающимися корпусами 1 и 2. Направление вращения каждого корпуса может быть изменено на обратное, что позволяет получить различное сочетание движений. Скорость вращения каждого из корпусов 1 и 2 также может быть«изменена с помощью привода корпусов 3- Число зубьев комплектов накатных валков 6 и 7 может быть различно также, как и число зубьев отдельных накатников в каждом комплекте.
Устройство для накатки зубчатых венцов позволяет осуществить образование зубьев на заготовке с реверсивной обкаткой без остановки корпусов 1 и 2, что сокращает время обработки на величину времени торможе.ния, остановки и разгона накатных валков в известных устройствах. Это
составляет при различных конструкциях от 0,7 до 1,2 времени обработки заготовки. Таким образом, предлагаемое устройство примерно вдвое увеличивает производительность изве;стных устройств, а также повышает TO4Hoctb накатки.
10
Формула изобретения
1. Устройство для накатки зубчатых колес, содержащее корпус с установленными в нем зубчатыми накатны- и
ми валками, привод вращения, а также расположенные внутри корпуса соосные цилиндрические опорный и толкающий пуансоны с приводом возвратно-поступательного осевого перемещения,
расширяющую оправку, размещенную с возможностью возвратно-поступательного осевого перемещения внутри опорного и толкающего пуансонов соосно им, и сбрасывающий механизм, о т личающееся тем, .что, с целью повышения производительности и точности накатки, оно снабжено вторым корпусом.с зубчатыми накатными валками, установленными соосно соответственно упомянутому корпусу и его накатным валкам, причем оба корпуса установлены с возможностью вращения и самостоятельно связаны с приводом . вращения.
2. Устройство по п. 1, о т л и чающееся тем, что цилиндрические опорный и толкающий пуансоны выполнены с зубчатыми наружными венцами, имеющими возможность зацепления с зубчатыми накатными валками.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3552166, кл. 72-58, опублик. 1973.
2. Авторское свидетельство СССР № 538795, кл. В 21 Н 5/02, 08.07.7 ..(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| Накатник для зубчатых колес | 1990 |
|
SU1801697A1 |
| Способ формирования бочкообразных зубьев | 1981 |
|
SU1066707A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU234338A1 |
| Способ получения зубчатых профилей | 1989 |
|
SU1639857A1 |