Изобретение относится к обработке металлов давлением, а именно, к обра зованию деталей методом обкатки и может быть использовано при накатке зубчатых и иных профилей на заготовках с центровым отверстием. Известен способ раздачи кольцевых заготовок с помощью дорнующих сборных протяжек и прошивок, состоящих из оправки, имеющей с одной стороны головку для крепления в патроне протяжного станка, цилиндрическую часть на которую устанавливают конические дорнующие кольца, при необходимости кольцевые прокладки между ними, навинчивающийся на оправку хвостовик, снабженный головкой для крепления в поддерживающей каретке станка 1. Недостаток этого инструмента отсутствие поперечной фиксации от поворота его в процессе работы. Наиболее близким по технической сущности к предлагаемому является инструмент для накатывания зубчатых профилей, содержащий зубчатые накат н ки, равномерно расположенные по окружности и конический дорн, поверхность которого состоит из ряда ци.-. линдрических поясков, расстояние ме ду которыми меньше высоты заготовки Диаметр цилиндрических поясков постепенно увеличивается от вершины дорна к его хвостовику, причем каждый поясок имеет заборный и выходной участок, угол конуса каждого из которых составляет 7-12° Инструмент работает следующим образом. Заготовка и накатники установлены неподвижно в осевом направлении.Дорн при своем осевом движении раздает отверстие заготовки и создает усилия в последовательных радиальных сечениях заготовки/ которые подают металл ее наружной поверхности, находящейся в состоянии пластичности, в зону обработки накатниками. При этом происходит последовательное заполнение материалом заготовки осевого сечения зубчатого профиля инструмента и ступенчатый рост зуба. Недостатками указанного инструмента является то, .что инструмент вместе с фиксированной на нем заготовкой может поворачиваться вокруг своей оси, что приводит к невозможности накатывания зубьев на гладкой цилиндрической заготовке, а это приводит к необходимости прорезать продольные канавки на заготовке, количество которых должно быть равно числу накатываемых зубьев, в которые входят зубья накатников и предотвращает заготовку от проворота в начальный период накатки.
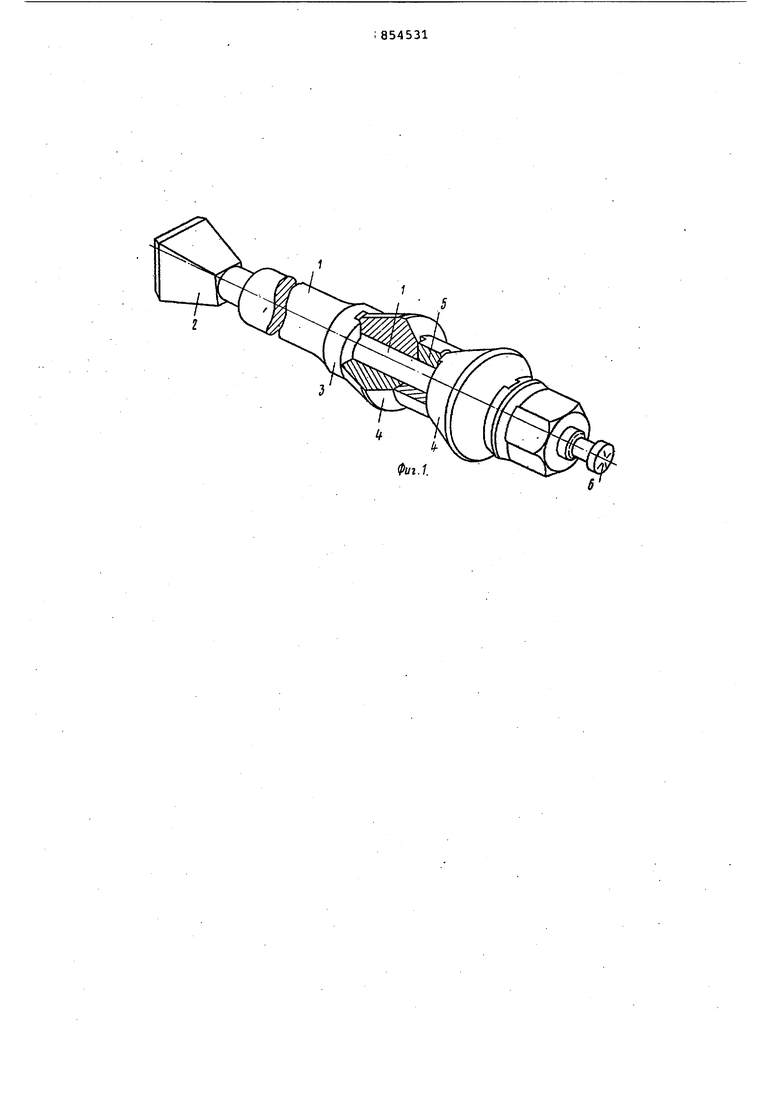
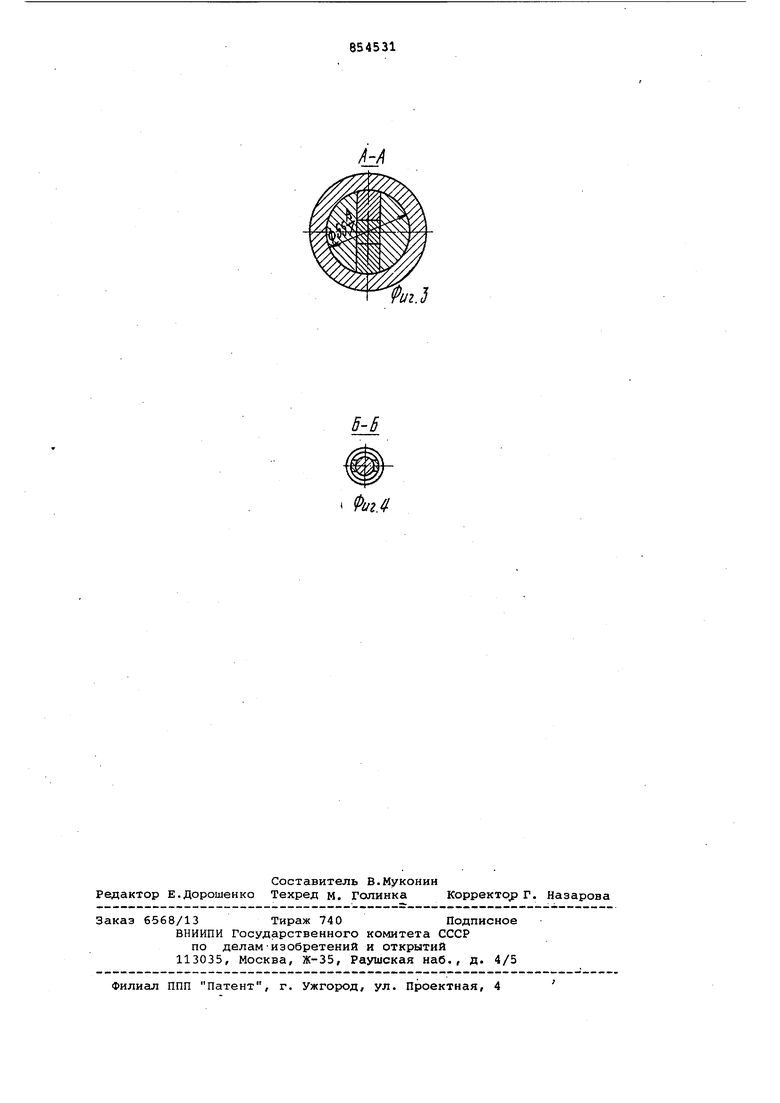
Цель изобретения - ликвидация операции предварительного образования зубьев на заготовке. : Цель достигается тем, что фиксирующий хвостовик выполнен в виде усеченной пирамиды, торцы дорнов выполнены с выступами, а промежуточные втулки и заплечико оправки - с осответствующими этим выступам пазами. На фиг. 1 изображен предлагаемый инструмент для подачи металла под накатку зубчатых профилей; на фиг. 2 - приспособление для накатки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Предлагаемый инструмент состоит из оправки 1 с фиксирующей частью 2 и заплечиком 3, дорнующих колец 4, промежуточных втулок 5 и хвостовика 6 .
Оправка 1 имеет фиксирующую часть в виде усеченной пираьтады, опорный заплечик и промежуточные втулки с выполненными на них пазами, в которые входят выступы, выполненные на торцах дорвующих колец 4. Фиксирующая часть 2 размещена в патроне 7 протяжного станка (не показано) и зажата кулачкс1ми 8, которые зафиксированы кольцом 9, препятствующим их размыканию. Корпус 10 приспособления прикручен к планшайбе 11 протяжного станка. Накатная головка 12 навинчена на корпус 10. В ней расположены три накатных валка 13, которые имеют .постоянно межцентровое расстояние относительно инструмента 1 и центральной зубчатой оправки 14, которая служит для опоры заготовки и синхронизации вращения накатных валков. Стопорная гайка 15 предотвращает выкручивание патрона 7 из штока гидроцилиндра 16.
Инструмент работает следующим образом.
Предварительно кольцевую заготовку устанавливают на опору 14 между накатными валками 13, инструмент для подачи металла под накатку продевают сквозь кольцевую заготовку и фиксирующую часть 2, зажимают кулачками 8 и кольцом 9. Включается рабочий ход, начинает вращаться накатная головка 12 и .двигаться шток гидроцилиндра 16 npOTJ KHoro станка. При рабочем ходе протяжного станка дорнующие кольца проходят внутри отверстия заготовки, имеющего начальный размер меньше диаметров дорнующих колец 4, деформируют, раздают ее,подавая ее наружную поверхность в зону накатных валков 13,которые , вращаясь вокруг заготовки,обкатывая заготовку, образуют на ее по верхности зубья. При этом, так как
кулачки 8 охватывают пирамидальную поверхность фиксирующей части 2 и удерживают от поворота протяжку 1, которая в свою очередь, с помощью пазов на своем опорном заплечике,фиксирует первое дорнующее кольцо 4, которое таким же образом посредством пазов втулок 5 фиксирует остальные рабочие дорнующие кольца 4, заготовка постоянно фиксирована относительно них. Так как расстояние между ни ми меньше высоты заготовки, то заготовка жестко фиксирована относительно станины станка, что позволяет производить накатывание зубьев на цилиндрической наружной поверхности 5 заготовки. Это ликвидирует операцию по образованию на ней канавок,расположенных на месте образуемых впадин зубьев и обеспечивает положительный эффект предлагаемого инструмента. 0 При небольшой высоте заготовки промежуточные кольца могут отсутствовать.
Пазы и выступы на первых нескольких дорнах должны быть такой глубины, чтобы при упругой деформации стержня протяжки (растяжение) не произошло проворота дорна. Когда заготовка,расширяясь в процессе деформации, входит в контакт с накатниками,явление проворота не onaij io, поэтому для упрочнения конструкции последних дорнов особенно при выполнении их из твердого сплава, указанные выступы и пазы в некоторых случаях могут не выполняться.
5 Предлагаемь й инструмент может также применяться при образовании в отверстиях продольных впадин и выступов, положение которых определено относительно внешней конфигурации зап готовки.
Формула изобретения
Инструмент для подачи металла под
накатку зубчатых профилей, содержащий промежуточные втулки и, по крайней мере, один дорн, расположенный на оправке, выполненной с заплечиками и фиксирующим хвостовиком,о т личающийся тем, что, с
целью ликвидации операции предварительного образования зубьев на заготовке, фиксирующий хвостовик выполнен в виде усеченной пирамиды,торцы
дорнов выполнены с выступами, а промежуточные втулки и заплечико оправки - с соответствующими этим выступам пазами. .
Источники информации,
принятые во внимание при экспертизе
1.Проскуряков Ю.Г. Дорнование цилиндрических отверстий. М., с.94, 1958.
2,Авторское свидетельство СССР № 628981, кл. В 21 Н 5/00, 1978.
5
Фиг.1.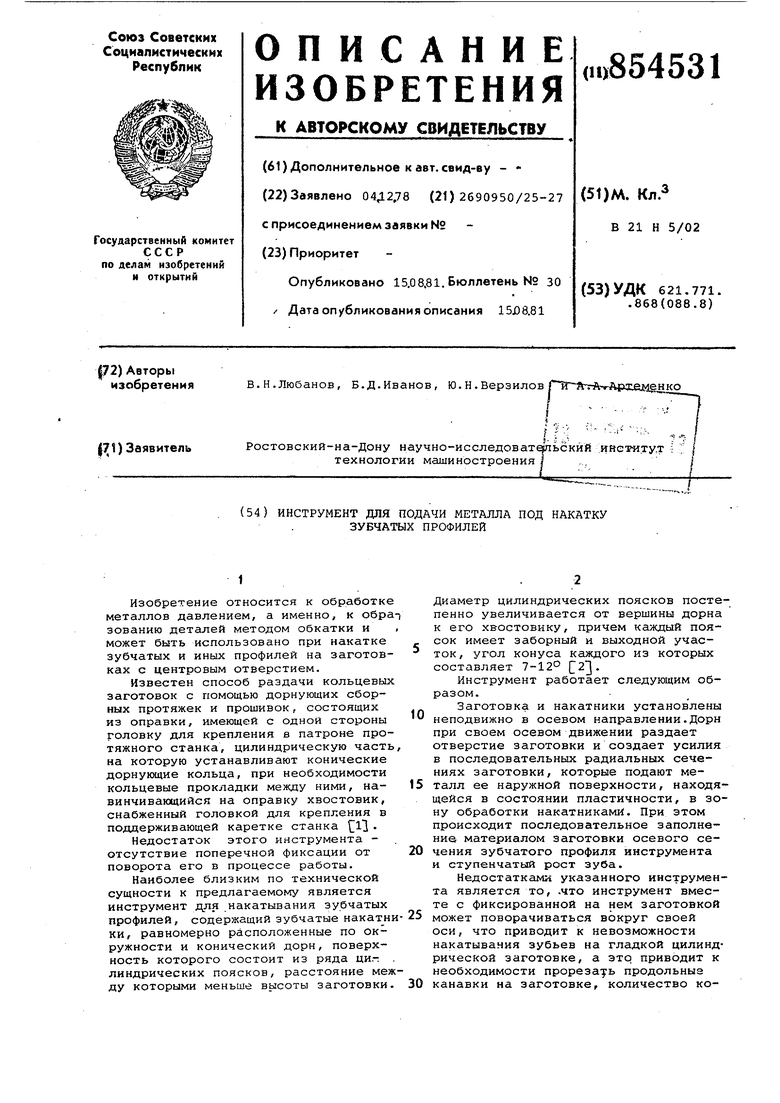
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания зубчатых профилей кинематической пары | 1986 |
|
SU1362554A1 |
| Способ накатывания зубчатых, шлицевых и подобных профилей | 1988 |
|
SU1771856A1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| Устройство для накатки зубчатых колес | 1980 |
|
SU927400A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| СПОСОБ НАКАТКИ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1966 |
|
SU184801A1 |
| Устройство для накатывания зубчатых профилей кинематической пары | 1986 |
|
SU1333461A2 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
| Устройство для накатывания зубчатых колес | 1991 |
|
SU1810198A1 |