Известные двухструйные дозаторы обладают тем недостатком, что для них является обязательным наличие двух рядов форм на конвейере.
С целью устранения этого недостатка описываемый дозатор выполнен одноструйным и обеспечивающим регулирование дозировки путем изменения скорости его вращения.
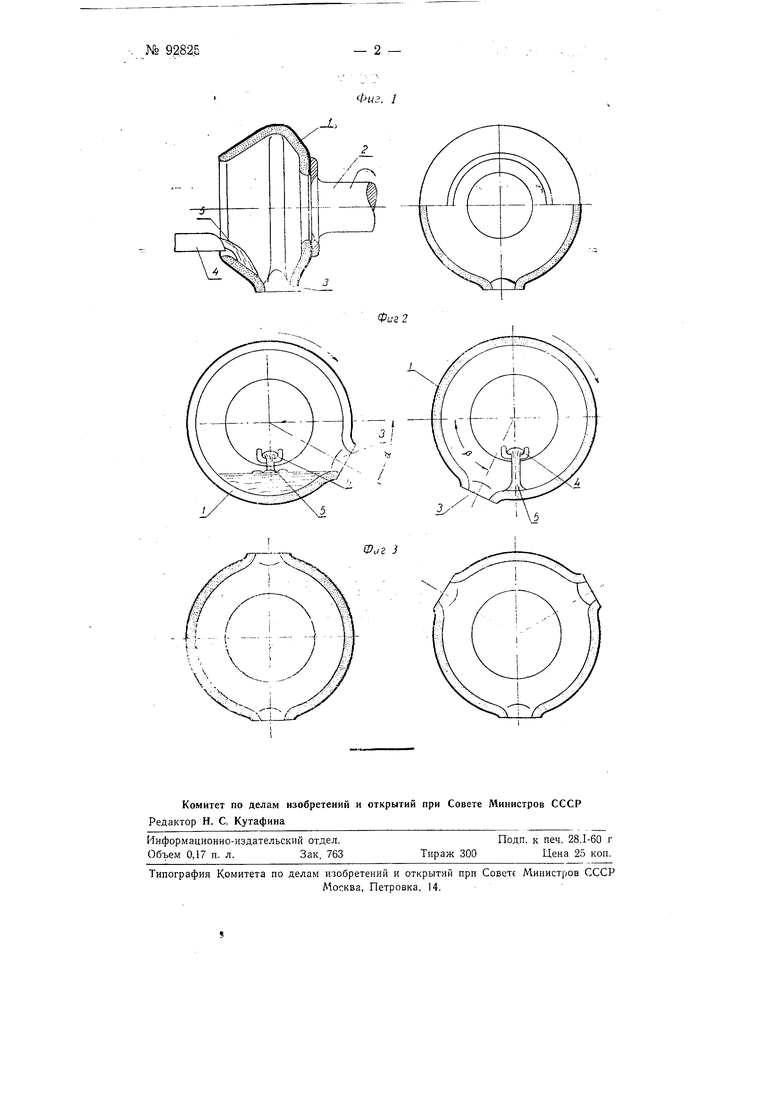
Дозатор состоит из круглого железного футерованного резервуара J (фиг. 1), связанного со стороны торца с осью 2. В боковой части дозатор снабжен сливным отверстием 3. Дозировку осуществляют следующим образом: по желобу 4 через -нриемиое торцовое отверстие резервуара непрерывной струей 5 поступает во вращающийся дозатор жидкий металл. Когда ось сливного отверстия 3 (фиг. 2 слева) находится под углом а к горизоптали, начинается истечение жидкого металла из дозатора. После того как ось сливного отверстия займет положение под углом р к горизонтали (фиг. 2 справа), истечение, жидкого металла прекратится. Перерыв в истечении жидкого металла длится до тех пор, пока ось слпвпого отверстия снова не окажется под углом а к горизонтали. Таким образом, время слива металла из дозатора будет равно времени оборота дозатора на угол 180°-(а + р), а время перерыва слива жидкого металла будет равно времени поворота дозатора на угол 180° + (а + |3). Следовательно, через определенные промежутки времени, зависящие от скорости вращения дозатора, из последнего выливается определенная порция жидкого металла, величина которой регулируется путем варьирования скорости вращения дозатора. При заливке форм для мелких деталей с очень малым расстоянием между двумя соседними формами на конвейере, дозатор снабжается двумя или тремя сливными отверстиями, равномерно расположенными по окружности (фиг. 3).
Предмет изобретения
Дозатор жидкого металла для заливки опок на конвейере, отличающийся тем, что, он выполнен одноструйным в виде вращающегося резервуара с отверстием в его торцовой стенке для непрерывной заливки в него металла и с отверстием в боковой стенке для отсечки определенных объемов металла при вращении дозатора около горизонтальной оси.
G7./2 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Двух струйный дозатор жидкого чугуна при заливке на конвейере или на карусельной установке | 1949 |
|
SU89000A1 |
| СПОСОБ И СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ ЗАРОДЫШЕЙ КРИСТАЛЛИЗАЦИИ СЕРЫ В ДВИЖУЩЕЙСЯ ЖИДКОСТИ | 2013 |
|
RU2625863C2 |
| ДОЗАТОР ЖИДКОСТИ | 1990 |
|
RU2031370C1 |
| Стакан для слива и модифицирования жидкого металла | 1976 |
|
SU634840A1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПОСРЕДСТВЕННОЙ ЗАЛИВКИ ИЗ КОВША В ЭЛЕКТРИЧЕСКУЮ ПЕЧЬ ЖИДКОГО МЕТАЛЛА | 1995 |
|
RU2149904C1 |
| Устройство для разлива жидкости во фляги | 1989 |
|
SU1723021A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Устройство для заливки металла в изложницы на конвейере | 1986 |
|
SU1409409A1 |
| СПОСОБ ВЫПУСКА ЖИДКИХ ПРОДУКТОВ ПЛАВКИ ИЗ ШАХТНОЙ ПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2366877C1 |