со 4;
о со
Изобретение относится к заливке металла и может быть использовано в металлургии.
Цель изобретения - повышение ка- чества отливок за счет обеспечения последовательного и равномерного заполнения изложниц.
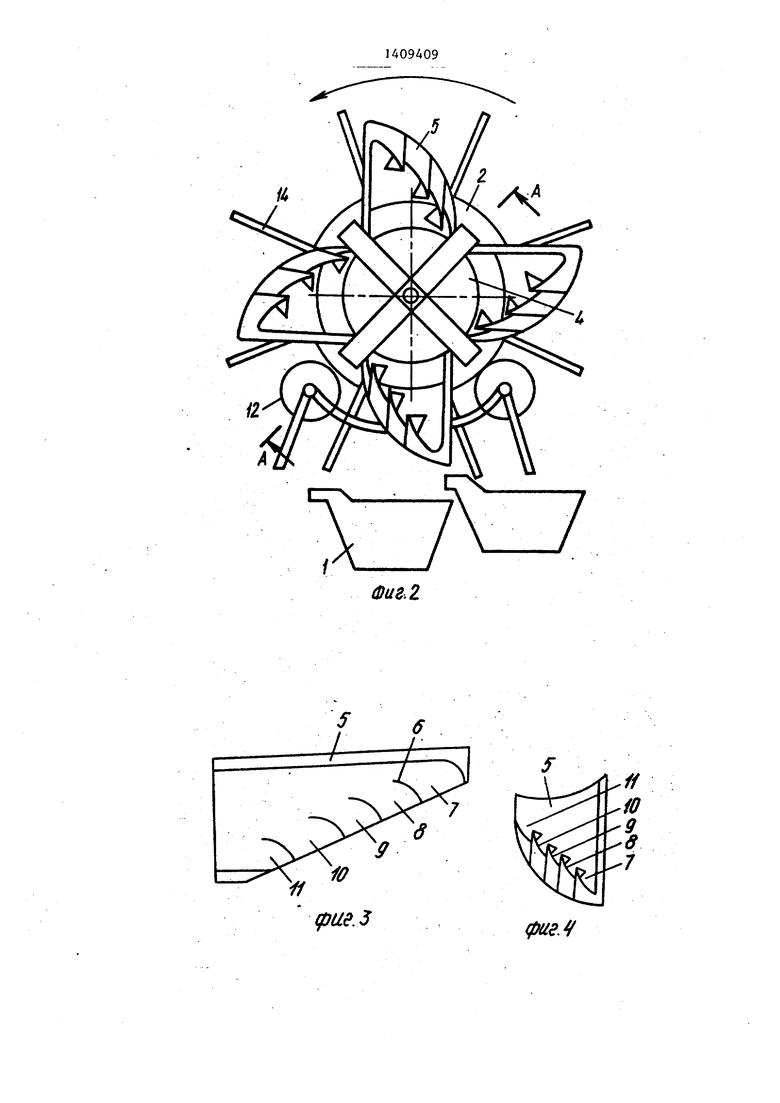
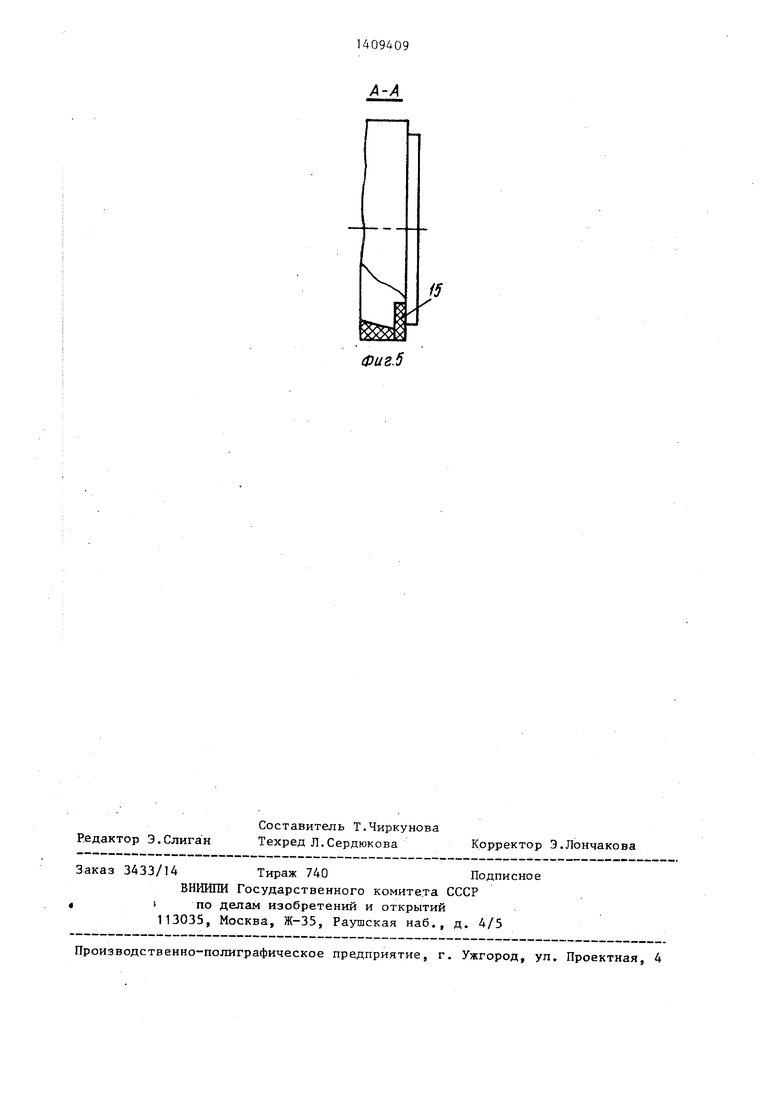
На фиг.1 схематически изображено устройство для заливки, вид сбоку; на фиг.2 - то же, вид спереди; на фйг.З - сливной желоб, вид сверху; на фиг.4 - то же, вид спереди; на фиг.5 - разрез А-А на фиг.2.
Устройство для заливки металла в изложницы 1 на конвейере содержит ус тановленньй с возможностью вращения вокруг горизонтальной оси футерованный корпус 2 в виде тела вращения - цилиндра, имеющий приемное отверстие
3в одном торце и сливное отверстие
4в другом, причем на этом торце закреплены сливные аелоба 5, которые имеют перегородки 6, разделяющие желоб 5 на секторы 7-П. Желоба 5 ус тановлены под углом к горизонтальной оси корпуса 2. По периметру корпуса
2, установленного на.роликовых опорах 12 и центральной консольной опоре 13, к нему прикреплены приводные рычаги 14. На торце корпуса 2 со сливным отверстием 4 выполнена футерованная отбортовка 15.
Устройство устанавливается между миксером и конвейером таким образом, что сливные желоба 5 находятся над полостями изложниц 1, смонтированных на разливочном конвейере.
Устройство работает следующим образом.
При движении разливочного конвейера перемещаются установленные на нем металлические изложницы 1. При своем движении козьфек изложницы 1 поворачивает приводный рычаг 14, посредст- вом чего корпус 2 со сливными желоба- Ми 5 приводится во вращение на роликовых опорах 12 и консольной опоре 1 навстречу движению изложницы 1. Взаимное встречное перемещение изложниц 1 и корпуса 2 осуществляется таким образом, что истечение металла через сливные желоба 5 с накопительно-сливными секторами 7-11 происходит только в период их прохождения над полостями изложниц 1, причем размеры корпуса 2 и сливных желобов 5, а также количество келобов 5 подобраны такими, что залинка одной изложницы 1
осуществляется из одного сливного желоба 5.
Последовательность заливки изложницы I обеспечивается следующим образом. Когда при вращении цилиндра (фиг.1) против часовой стрелки очередной сливной желоб 5 подходит к поверхности расплава в корпусе 2, жидкий металл попадает в крайний накопительно-сливной сектор 7 (). По мере дальнейгаего поворота корпуса 2 йектор 7 заполняется, и на определенной стадии металл начинает сливаться в наиболее удаленный от цилиндра конец изложницы 1. В процессе заполнения сектора 7 и слива из него металла начинает заполняться и расположенный за ним сектор 8, и на определенной стадии вращения металл из него начинает сливаться в ИЗЛОЖ1/ИЦУ 1. Точно так же включаются в процессе заполнения и заливки-все последующие секторы 9-11 вплоть до окончания процесса заливки изложницы 1. При Дальнейшем вращении корпуса 2 при уходе очередного желоба 5 с позиции заливки жидкий металл удерживается в корпусе вертикальной стенкой отбортовки 15 до подхода в позицию- заливки следующего желоба 5.
Подача металла в изложницу 1 позволяет избежать местного перегрева изложницы 1 и устранить местную., центральную усадку в отлитых чущках, а также избежать появление наплывов на поверхности чушек„ Формула изобретения
1. Устройство для заливки металла в изложницы на конвейере, содержащее установленный с возможностью вращени вокруг горизонтальной оси футерован- ньй корпус, имеющий приемное отверстие в одном торце и сливное отверстие,
отличающееся
тем.
что, с целью повьппения качества отливок за счет обеспечения последовательно го. и равномерного заполнения изложниц, корпус выполнен в виде цилиндра, его сливное,отверстие размещено в другом торце, при этом уст-, ройство снабжено сливными желобами, закрепленными в торце корпуса и имеющими, перегородки, разделяющие желоб на секторы.
2. Устройство по П.1, о т л и - чающе еся тем, что сливные желоба установлены под углом к горизонт тальной оси корпуса,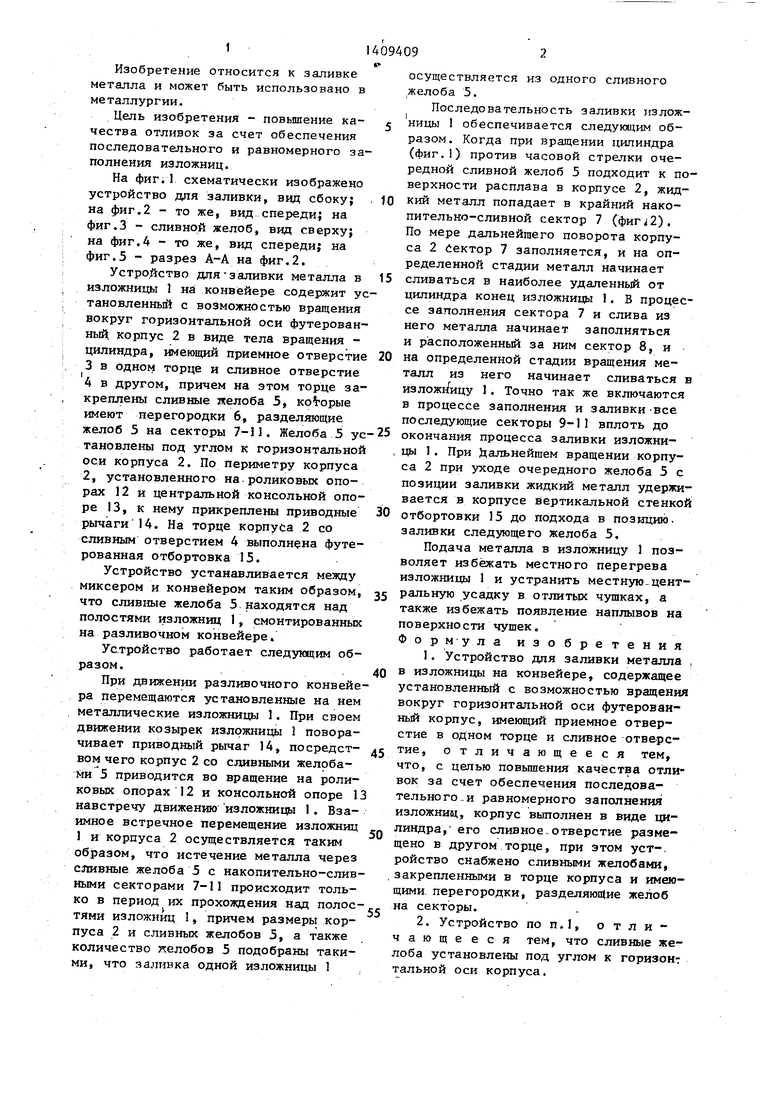
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2003 |
|
RU2263557C2 |
| РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1995 |
|
RU2099161C1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2728271C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2012 |
|
RU2490331C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2020 |
|
RU2736951C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
Изобретение относится к области заливки металла и может быть использовано в металлургии. Цель изобретения - повьшение качества отливок за счет обеспечения последовательного и равномерного заполнения изложниц. При движении разливочного конвейера перемещаются установленные на нем металлические изложницы 1. При движении козырек изложницы 1 поворачивает приводной рычаг 14, посредством чего корпус 2 со сливными желобами 5 приводится во вращение на роликовых опорах и консольной опоре 13 навстречу движению изложницы 1. Взаимное встречное перемещение изложниц 1 и - корпуса 2 осуществляется так, что истечение металла через сливные желоба 5 с накопительно-сливными секторами происходит только в период их прохождения над полостями изложниц 1, причем размеры корпуса 2 и сливных желобов 5, а также количество желобов 5 подобраны так, что заливка одной ИЗЛОЖНИ1Ц11 I осуществляется из одного сливного желоби 5. 1 з.п. ф-лы, 5 ип. с сл
(pueJ
Фиг. 2
.//
fO
9 -в
-7
фие.
i5
X
Фиг.5
| Способ дозирования стали в изложницу | 1976 |
|
SU730467A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дозатор жидкого металла для заливки опок на конвейере | 1950 |
|
SU92825A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
