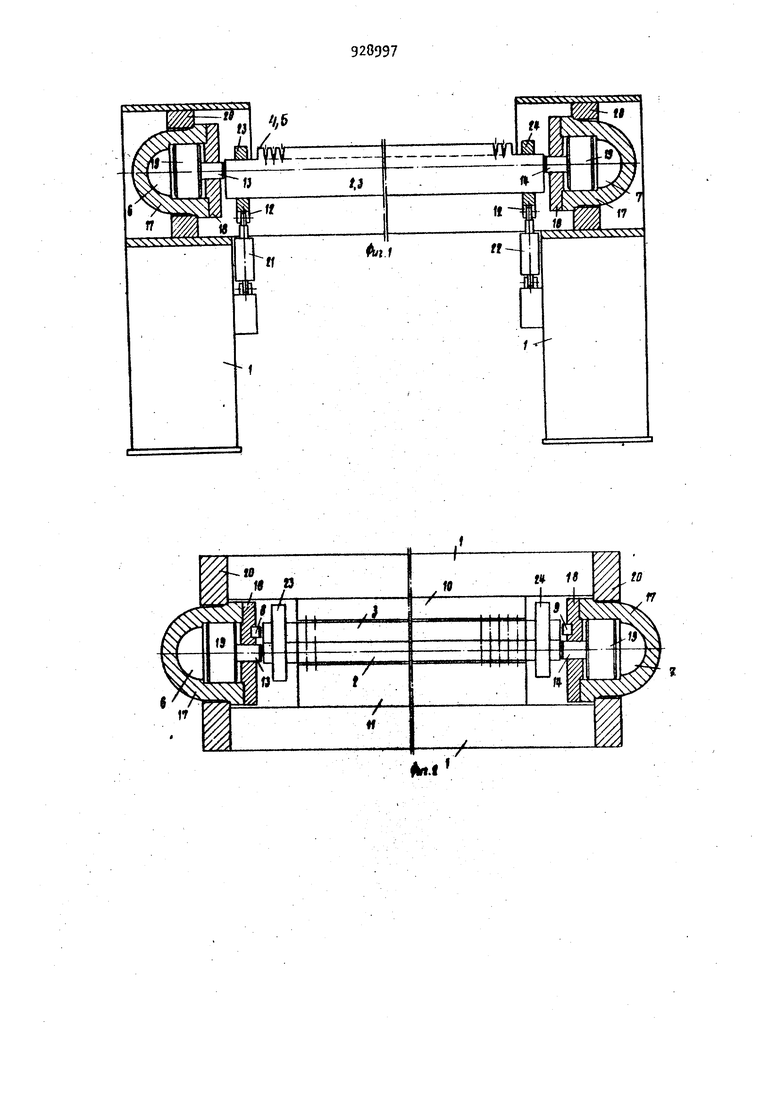
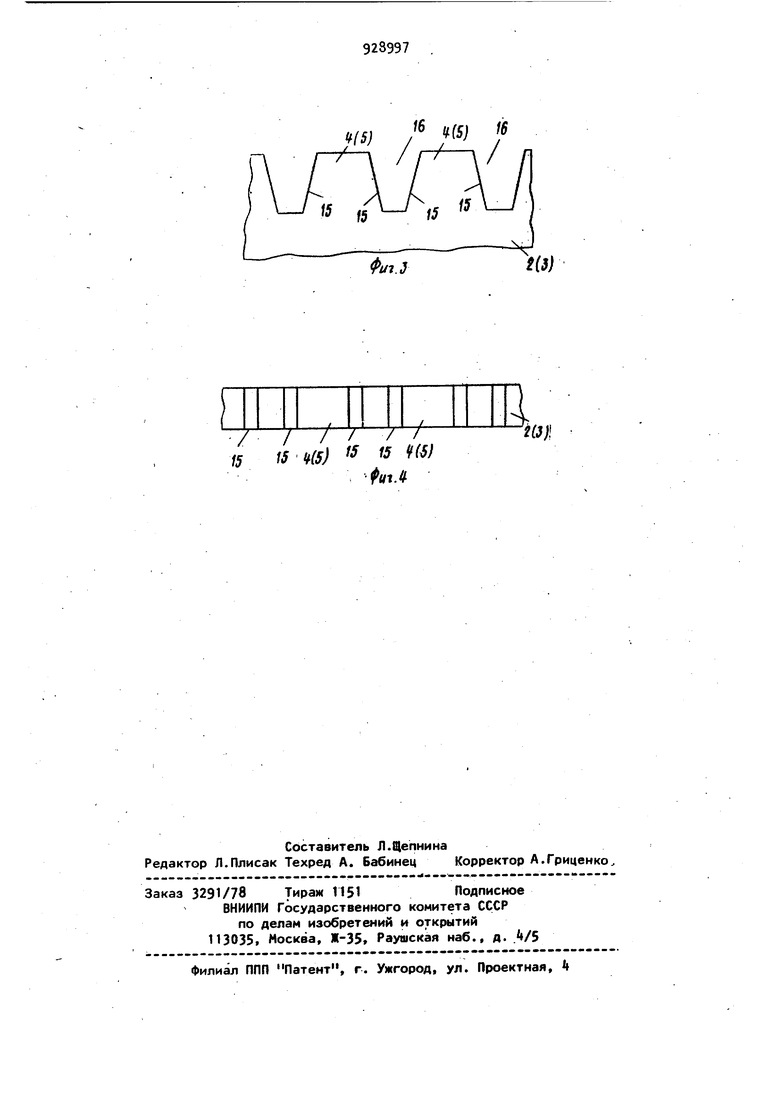
Недостаток состоит в трудности смены при их затуплении или при изменении размеров разрезаемых решеток. При необходимости приходитс по отдельности вынимать ножи и (или) заменять их новыми или переставлять на другие места вдоль траверс о На этом затрачивается много времени, в результате чего снижается производительность ножниц. Смена блока траверс с ножами потребует даже боль ше времени, чем смена только ножей. Цель изобретения - облегчение смены траверс с ножами. Цель достигается тем, что ножницы для резки параллельных продольных элементов решетки, преимущественно колосниковой решетки, содержащие ста нину, подвижную и направляющую траверсы, -из которых подвижная траверса установлена с возможностью возвратно поступательного перемещения вдоль на правляющей траверсы, ножи, размещенные на обоих траверсах на равном рас стоянии друг от друга, рабочий силовой цилиндр, расположенный с одного торца подвижной траверсы, и узел установки ножей в рабочее положение в виде корпуса и силового цилиндра, до полнительно снабжены направляющими, закрепленными на станине и расположенными параллельно траверсамс обеи сторон, упорами, размещенными соосно торцам направляющей траверсы, дополнительным рабочим силовым цилиндром, установленным диаметрально противоположно рабочему силовому цилиндру, а штоки обоих рабочих силовых цилиндров расположены соосно торцам подвижной траверсы с возможностью взаимодействия с ней, и дополнительным силовым цилиндром, связанным с узлом установки ножей в рабочее положение, корпус которого выполнен в виде двух разъемных рамок охватывающих концы обеих траверс и соединенных с силовыми цилиндрами о На фиг. 1 показаны ножницы, общий вид; на фиг. 2 - то же, вид сверху; на фиг, 3 и 4 - траверсы с ножами в двух проекциях. Ножницы содержат станину 1, подвижную 2 и направляющую 3 траверсы, ножи t и 5, размещенные на траверсах на равном расстоянии друг от друга, рабочий силовой цилиндр 6 и дополнительный рабочий силовой цилиндр 7 установленные диаметрально противоположно друг другу с обеих торцов подвижной траверсы 2, упоры 8 и 9, размещенные соосно торцам направляющей траверсы 3, направляющие 10 и 11, расположенные параллельно траверсам 2 и 3 по обе их стороны, и узел 12 установки ножей в рабочее положение. Подвижная траверса 2 установлена с возможностью возвратнопоступательного перемещения вдоль направляющей траверсы 3 посредством взаимодействия со штоками 13 и 14 рабочих силовых цилиндров 6 и 7, установленными соосно торцам подвижной траверсы 2. Такое расположение штоков позволяет свободно перемещаться подвижной траверсе 2 в вертикальном направлении. Ножи t и 5 могут быть выполнены в виде гребенок с режущими кромками 15 и с впадинами 16, Гребенки ): естко связаны с 1равпрсами 2 и 3 (фиг. 3 и 4J. Каждый рабочий силовой цилиндр 6 и 7 выполнен в виде корпуса 17,. крышки 13 и поршня 19 со штоком и расположен на опорной плите 20, закрепленной на станине 1. Упоры 8 и 9 закреплены на крышках 18 и предохраняют направлящую траверсу 3 от перемещения ее в продольном горизонтальном направлении, не препятствуя ее вертикальному перемещению. Направляющие 10 и 11 закреплены на станине 1 . Узел 12 установки ножей в рабочее положение выполнен в виде корпуса и силовых цилиндров .1 и 22. Корпус выполнен в виде двух разъемных рамок 23 и 2, охватываю1цих концы траверс 2 и 3. Разъемная рамка 23 соединена с силовым цилиндром 21 , а разъемная рамка 2h - с дополнительным силовым цилиндром 22, Ножницы работают следующим образом. В исходном положении траверсы 2 и 3 находятся в положении. Над траверсами 2 и 3, не касаясь их, помещают поступившую решетку таким образом, чтобы продольные ее элементы размещались над впадинами 16. Затем включают силовые цилиндры 2 и 22, траверсы 2 и 3 поднимаются и продольные элементы решетки размещаются во впадинах 16. Затем включают один из рабочих силовых цилиндров 6 или 7, например 6, и шток 13 или Т4, например 13, взаимодействуя с подвихс ной траверсой 2 перемещает ее вдоль направляющей траверсы 3 Движение подвижной траверсы 2 относительно направляющей траверсы 3 происходит до тех пор, пока все продольные элементы решетки будут разрезаны. Затем включают рабочий силовой цилиндр, к которому двигалась подви)хная траверса 2, например 7, и его шток 14, взаимодействуя с подвижной траверсой 2, перемещает ее в об ратном направлении, разрезая вновь поданные продольные элементы решетки. Режущие кромки 15 ножей нагружаются при резке попеременно. Если на подвижной траверсе 2 кол чество ножей или зубьев гребенок на одно больше, чем на направляющей траверсе 3, то исключают холостой ход подвижной.траверсы, необходимый для совмещения впадин 16 для закладки в них продольных элементов решетки о Для смены ножей поднимают траверсы 2 и 3 посредством силовых цилиндров 21 и 22, легко разъединяют рамки 23 и 24 и вынимают блок, траверс. Затем вставляют новый блок траверс, соединяют рамки 23 и 2 и ножницы готовы к работе. Такое выполнение ножниц позволяет производить быструю смену ножей, в результате чего повышается их про изводительность. Формула изобретения Ножницы для резки параллельных продольных элементов решетки, преи974муществённо колосниковой решетки, содержащие станину, подвижную и направляющую траверсы, из которых под вижная траверса установлена, с возможностью возвратно-поступательного перемещения вдоль направляюцей траверсы, ножи, размещенные на обоих траверсах на равном расстоянии относительно друг друга, рабочий силовой цилиндр, располоксенный с одного торца подвижной траверсы, и узел установки ножей в рабочее положение в виде корпуса и силового цилиндра, отличающиеся тем, что, с целью облегчения смены траверс с ножами, OHVi снабжены направляющими, закрепленными на станине и расположенными параллельно траверсам с обеих сторон, упорами, размещенными соосно торцам направляющей траверсы, дополнительным рабочим силовым цилиндром, установленным диаметрально противоположно рабочему силовому цилиндру, а штоки обоих рабочих силовых цилиндров располох ены соосно торцам подвижной траверсы с возможностью взаимодействия с ней, и дополнительным силовым цилиндром, связанным с узлом установки в ,рабочее положение, корпус которого выполнен в виде двух разъемных рамок, охватывающих концы обеих траверс и соЬдиненных с силовыми цилиндрами. Источники информации, принятые во внимание при экспертизе 1.Акцептованная заявка ОРГ I. 2it39l85, кл. В 233 23/00, 1976. 2.Авторское свидетельстьо СССР t. 666011, В 23 J) 23/00, 1977 (прототипД .
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2006 |
|
RU2294279C1 |
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Ножницы для резки отходов ленты | 1980 |
|
SU941022A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| Ножницы для резки листового материала | 1987 |
|
SU1581477A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2203802C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Ножницы для резки листового материала | 1983 |
|
SU1143528A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2152301C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
to
rr
л
«k..i
1(5) IS
Фигд
