I .
Изобретение относится к производ ству сварных труб, а именно к обработке поверхности сварного шва резанием.
Наиболее эффективно изобретение может быть использовано при изготовлении спиральношовных труб, получаемых радиочастотной сваркой.
Известен способ установки устройства для удаления грата со спиральношовной трубы, при котором р зцедержатель устанавливают шарнирно, а резец поджимают к трубе с помощью пружины t1J.
Чтобы обеспечить полное удаление грата, режуи4ую кромку резца при настройке устанавливают параллельно .стенке трубы.Во время работы диаметр трубы колеблется и стенка трубы со сварным швом перемещается в радиальном нап/равлении. Резец, будучи поджатым к поверхности сварного шва, также перемещается. Однако это перемещение происходит по дуге, центр которой
совпадает с осью шарнира резцедержателя. Ось шарнира направлена перпендикулярно оси трубы, поэтому в любом новом положении, отличаклцемся от ранее настроенного, режущая кромка резца ра 1 олагается под углом к стенке трубу. Зтот угол постоянно изменяется во время работы, следовательно, ухудшается стабильность удаления грата.
Наиболее близким по технической сущности к изобретению является способ установки устройства для удаления грата со спиральноиювной трубы, при котором резцедержатель шарнирно устанавливают на станине и резец поджимают к сварному шву 2.
Недостаток известного способа заключается в том, что не обеспечивается стабильное удаление грата. Причиной этому служит то, что площадь сечения грата, подлежащего удалению, не постоянна, и, следовательно, колеблется величина радиальной i
силы, действующей на резец. В известном способе сила, препятствующая отводу резца в радиальном нап равлении, постоянна по величине, а это приводит к неполному удалению грата, либо к подрезу стенки трубы. Кроме того, по мере затупления резца возрастает радиальная сила, отталкивающая резец от поверхности сварного шва, что приводит к неполному удалению грата.
Отмеченный недостаток отрицатель-но влияет на качество антикоррозийного покрытия поверхности трубы и, кроме того, приводит к снижению прочности трубы в зоне сварного шва.
Цель изобретения - более полное удаление грата за счет использования явления самоподжатия резца.
Поставленная цель достигается тем, что согласно способу установки устройства для удаления грата со спиральношовной трубы, при котором резцедержатель устанавливают шарнирно на станине и резец поджимают к сварному шву, резцедержатель устанавливают так, что ось шарнира расположена параллельно оси трубы внутри угла, Образованного линиями действия силысопротивления и радиальной силы резания.
Предлагаемый способ установки устройства обеспечивает стабильное удаление грата со спиральношовной трубы.
8 предлагаемом способе сила сопротивления резанию, действуя на резец, создает вращающий момент относительно оси шарнира, из-за чего резцедержатель стремится повернуться и углубить ;резец в стенку трубы. Однако этому препятствуют момент от радиальной силы, которая отталкивает резец от трубы,и момент от реакции трубы на копир, установленный в резцедержателе рядом с резцом.
Вращающий момент от силы сопротивления резанию больше момента от радиальной силы, в результате чего создается радиальное поджатие резца. Глубину врезания резца ограничивает копир, постоянно опирающийся на поверхность трубы.
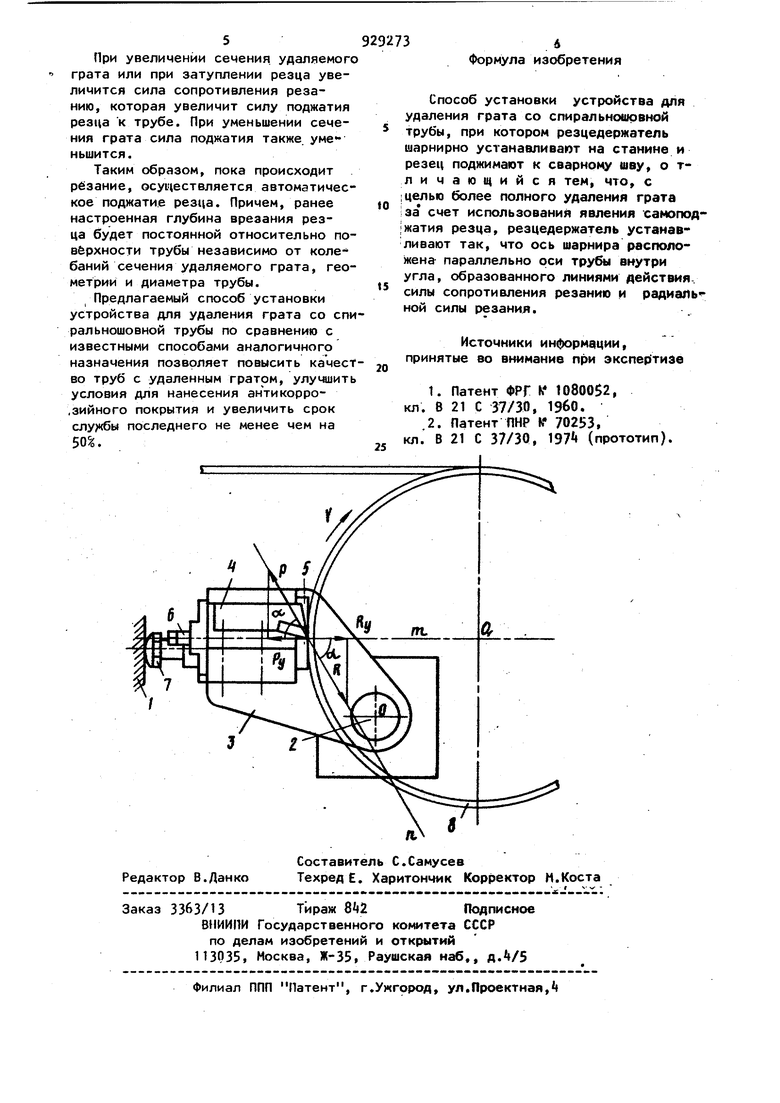
На чертеже изображено устройство для удаления Грата, вид с торца трубы.
В состав устройства для удаления грат;а со спиральношовной трубы входи станина 1 с шарниром 2. На последнем
установлен резцедержатель 3, который имеет возможность свободно поворачиваться. В резцедержателе 3 закреплен резец t. Рядом с последним установлен копир 5, который соединен с регулировочным винтом 6„
Резцедержатель оснащен подпружиненным толкателем 7, который осуществляет подвод резца к обрабатываемой трубе 8.
Устройство устанавливают следующим образом.
Геометрическую ось О шарнира располагают параллельно оси 0 трубы и внутри угла ot . Угол образован линиями пит, по которым действуют соответственно сила Р сопротивления резанию и радиальная сила Р реf зания.
Геометрическая ось О шарнира также может быть расположена внутри угла d, образованного линиями действия реакции силы сопротивления ре- , занию и реакции радиальной силы Р.,,. При этом явление самоподжатия резца к трубе сохраняется.
8 исходном состоянии, когда труба 8 не движется, подпружиненный толкатель 7, опираясь на станину 1, поворачивает резцедержатель 3 вокруг шарнира 2 и с небольшим усилием поджимает резец Ц к поверхности трубы 8. Это усилие необходимо для обеспечения начала врезания резца, а также для предотвращения его произвольного отвода, когда не происходит резания. Усилие Настраивают путем вращения толкателя 7.
Во время движения трубы 8 на резец k действует сила Р сопротивления резанию, которая поворачивает резцедержатель 3 вокруг шарнира 2 и, преодолевая усилие Р, поджимает резец к трубе. Глубину врезания резца t ограничивает копир 5, который во время работы постоянно скользит по поверхности трубы. Положение копира, а следовательно,, и глубину врезания резца регулируют с помощью винта 6. , Если по каким-либо причинам происходит изменение геометрии трубы, например уменьшится ее диаметр, сила Р поворачивает резцедержатель 3 и подает резец k к центру трубы. Если диаМетр увеличится, поверхность трубы надавит на копир 5, и резцедержатель 3 отведет резец 4. При этом режущая кромка резца будет оставаться параллельной стенке трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления наружного грата со спиральношовной трубы | 1981 |
|
SU1009550A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Устройство для снятия грата | 1979 |
|
SU932711A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| Устройство для удаления грата внутри трубы | 1978 |
|
SU737056A1 |
