(54) СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛЫХ ДЕТАЛЕЙ И. МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
I
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для надавливания полостей и может быть использовано для получения изделий типа стаканов с фасонной боковой поверхностью.
Известен способ закрытой штамповки пустотелых деталей из сплошных заготовок, при котором заготовку помещают в штамп и прошивнем воздействуют на ее центральную часть, осуществляют прошивку до образования перемычки, которая на следуиицей операции (переходе) подвергается просечке и экспандарованию СП
Недостатком данного способа является то, что после просечки перемычки образуются заусен1ц 1, что приводит к изготовлению сложного дорогостоящего инструмента или дополнительной операции по зачистке заусенцев.
Наиболее близким к предлагаемому является способ изготовления полых деталей, заключающийся в том, что по
мещают в матрицу заготовку и последовательно осуществляют осадку (калибровку) , промывку и пробивку отверстия в донной части с последующей механической обработкой фаски на отверстии наружной поверхности дна заготовкиГ22.
К недостаткам способа относится то, что поверхность среза получается с большой шероховатостью и искаженныtoми геометрическими размерами, а также то, что заусенец, образующийся на наружной поверхности дна заготовок при пробивке отверстия, ухудшает качество и геометрию поверхности полосISти при нарезании внутренней резьбы из-за перекосов, возникающих при установке в приспособление с базированием на дно.
Кроме того, образование заусенцев
способствует налипанию отхода на пуансон.
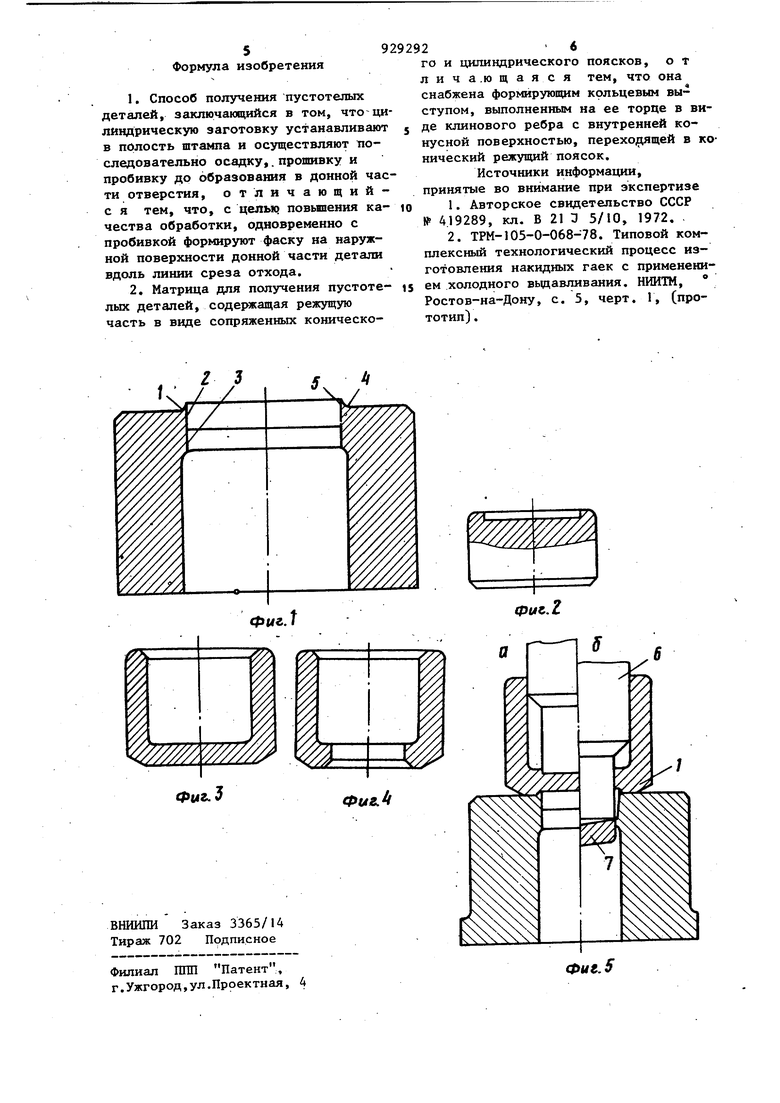
Цель изобретения - повьштение качества обработки. 392 Эта цель достигается тем, что согласно способу получения пустотелых деталей, заключающемуся в установке ааготовки в полость штампа н осуществлении последовательно осадки, про- мывки и пробивки до образования в донной части отверстия, одновременно с пробивкой формуют фаску на наружной донной части детали вдоль линии среза отхода. При этом для осуществления предложенного способа предложена матрица, содержащая режущую часть в виде сопряженных конического и цилиндрического поясков и снабженная формующим кольцевым выступом, выполненным на ее торце в виде клинового ребра с внутренней конусной поверхностью, переходящей в ко.нический режущий поясок В процессе прижима заготовки к матрице и внедрении пуансона в толщину дна происходит вдавливание клинового .выступа матрища в дно заготовки с внешней стороны вдоль наружной конфигурации пуансона. При этом происходит вытеснение металла заготовки к ре жущим кромкам и создание напряженного состояния объемного сжатия, что предопределяет чистовую пробивку с улучшенным качеством поверхности среза и без образования заусенцев. В матрице с кольцевым выступом И режущей частью, вьтолненной двухступенчатой, состоящей из цилиндрического пояска и конусного при проталкивании отхода через режущую часть возникают дополнительные деформации отхода, вызьюающие увеличение его размеров по мере выхода из цилиндрического пояска, что обеспечивает съем отхода с пуансона при обратном ходе. На фиг. 1 схематически изображена матрица; на фиг. 2-4 - технологические переходы изготовления детали; на фиг. 5 - схема пробивки отверстия с одновременным получением фаски на нем с наружной стороны детали. Матрица содержит кольцевой выступ 1, конусный режущий поясок 2, сопряженный с цилиндрическим пояском 3. Кольцевой выступ 1 имеет форму клинового ребра с наружной 4 конусной поверхностью и внутренней 5. Угол конус ности наружной поверхности 4 и его высота определяется углом и высотой фаски отверстия, обеспечивающей исклю чение образования заусенца по контуру отверстия. Конусность наружной поверхности 4 находится в пределах 30-60, а внутенней поверхности 5-2-7°. Конусный режущий поясок 2 матрицы является продолжением внутренней конусной noBeipxHOCTH 5. выступа 1 и предазначен для предотвращения образоваия скалывакяцих трещин с нижней стооны дна заготовки. Его конусность зависит от- физических свойств (nperffeа текучести, предела прочности, тверости) обрабатываемого материала. Пример. Осаженную и проши-. тую заготовку, например накидную гайу, дном устанавливают на кольцевой , выступ матрицы револьверным диском многопозиционного штампа (не показано) . Внутрь заготовки вводяБ пуансон 6, который своей утолщенной частью центрирует заготовку относительно матрицы. При достижении .рабочим торцом пуансона 6 дна заготовки, на последнем начинается вдавливание металла заготовки кольцевым выступом 1 вдоль наружной конфигурации пуансона 6 с внешней стороны и при достижении определённого противодавления со стороны матрицы происходит вдавливание пуансона 6 в заготовку с ее внутренней стороны(положение а). При дальнейшем нагружении пуансона 6 отделяемый материал перемещается по конусной поверхности 5, режущему коническому пояску 2, и при исчерпывании пластичности металла заготовки происходит срез отхода 7 по всей толщине дна и проталкивание его через цилиндрический поясок 3 режущей части матfрицы (положеиие б). При этом отход 7 подвергается дополнительной деформации. Затем обратным ходом пресса выводят пуансон 6 из полости матрицы и заготовки. При этом отделение отхода 7 от пуансона 6 происходит за счет расклинивахлцих сил между отходом 7 и цилиндрическим пояском 3 матрицы. После этого деталь удаляют и цикл повторяется. Использование предложенного способа, по сравнению с известным, реализуемого с помощью предлагаемой матрицы для получения пустотелых деталей позволит повысить качество обработки, а также снизить трудоемкость изготовления и расход металла за счет ликвидации операции снятия фаски.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
