N5
О5 ОО Ю 4 СО
Изобретение относится к обработке металлов давлением, в частности к способам получения деталей из листовых заготовок путем совмещенной штамповки, и может быть использовано для одновременного получения двух взаимовписывающихся деталей с чистовой поверхностью из металла толщиной 0,25-1,5 мм.
Цель изобретения - повышение чистоты поверхности разделения и расширение технологических возможностей за счет получения колец с высотой, превышающей толщину стенки.
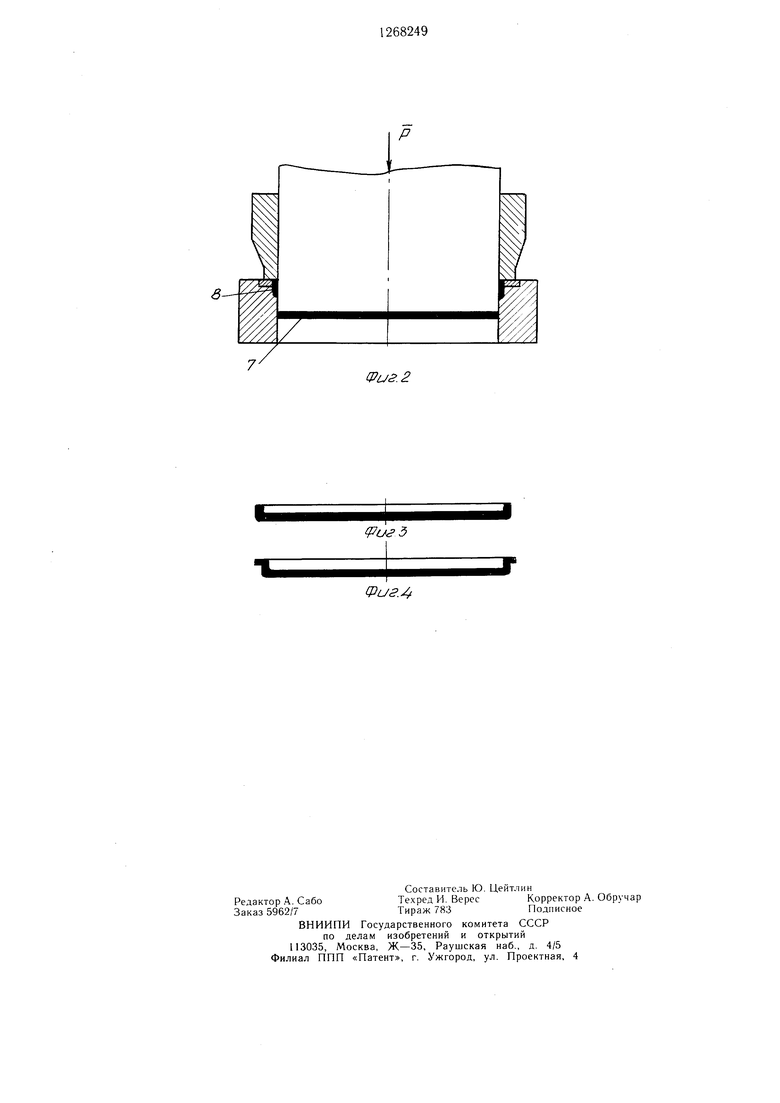
На фиг. 1 показаны заготовки и после получения полого полуфабриката; на фиг. 2 - вырубленная деталь и штамп после осуществления вырубки; на .фиг. 3 и 4 - варианты выполнения полуфабриката путем вытяжки.
Способ осуществляют следующим образом.
Получают, в частности вырубают, плоскую заготовку с формой, подобной форме детали, получаемой чистовой вырубкой, и периметром, составляющим 1,1 -1,2 периметра этой детали. Затем из заготовки вытягивают полуфабрикат 1 в виде чаши (фиг. 3) или чаши с фланцем (фиг. 4). Полость чащи в результате вытяжки получают с формой поперечного сечения, соответствующей форме готовой детали, и размерами, равными размерам последней. Затем полуфабрикат 1 устанавливают на щтамп в рабочее окно матрицы 2 и при помощи прижима 3 прижимают к ней полуфабрикат, прилагая к его борту усилия, направленные параллельно оси полуфабриката, кроме того, к борту прикладывают усилия, направленнь е вдоль радиусов полуфабриката к его оси. Для этого в матрице 2 выполняют кольцевой паз 4 и в нем размещают эластичное кольцо 5. Наличие кольца 5 и создаваемых им усилий препятствует потере устойчивости и сплющиванию цилиндрической части полуфабриката 1. Затем на полуфабрикат, находящийся под действием усилий прижима, воздействуют пуансоном 6 и производят чистовую вырубку, получая готовую деталь 7 и отход 8.
Пример. Из листового алюминиевого сплава АМдбМ толщиной 1,0 мм вырубают обычным путем кружок диаметром 105 мм.
осуществляют вытяжку полуфабриката в виде чаши с полостью, имеющей диаметр 90 мм. На торец чаши-полуфабриката воздействуют усилие.м прижима, равным 42,4 кН, вызывающим появление сжимающих напряжений МПа на цилиндрическом участке полуфабриката, равных пределу текучести сплава АМ26М, и производят окончательную вырубку детали диаметром 90 мм. Вырубленные детали не имеют сколов по всей толш,ине кружка и не имеют заусенцев. Поверхность реза кружков равная и гладкая.
Использование предлагаемого изобретения обеспечит возможность получать одновременно две детали с чистой поверхностью среза из материала с толщиной 0,25- 1,5 мм и получать детали типа колен, с высотой, превышаю цей толщину стенки.
Формула изобретения
Способ совмещенной штамповки двух взаимовписывающихся деталей из листовой заготовки, при котором наружную боковую поверхность обхватываемой детали и
внутреннюю боковую поверхность обхватывающей детали получают путем вырубки-пробивки, а перед началом процесса разделения к участку заготовки, расположенному вокруг обхватываемой детали, прилагают усилия прижима, параллельные оси давления, отличающийся тем, что, с целью повышения чистоты поверхности разделения и расширения технологических возможностей путем получения колец с высотой, превышающей толщину стенки, в качестве исходной заготовки используют заготовку с контуром, эквидистантным контуру обхватываемой детали, и размерами, составляющими 1,1 -1,2 периметра этой детали, из заготовки вытягивают чащеобразный полуфабрикат, внутренняя поверхность дна которого идентич0 на по форме и размерам форме и размерам обхватываемой детали, после чего производят вырубку-пробивку с отделением дна чашеобразного полуфабриката от стенок, при этом усилия прижима, параллельные оси, прилагают к борту полуфабриката и, кро ме того, к нему прилагают дополнительные радиальные усилия,направленные к оси.
7
(Риг. 2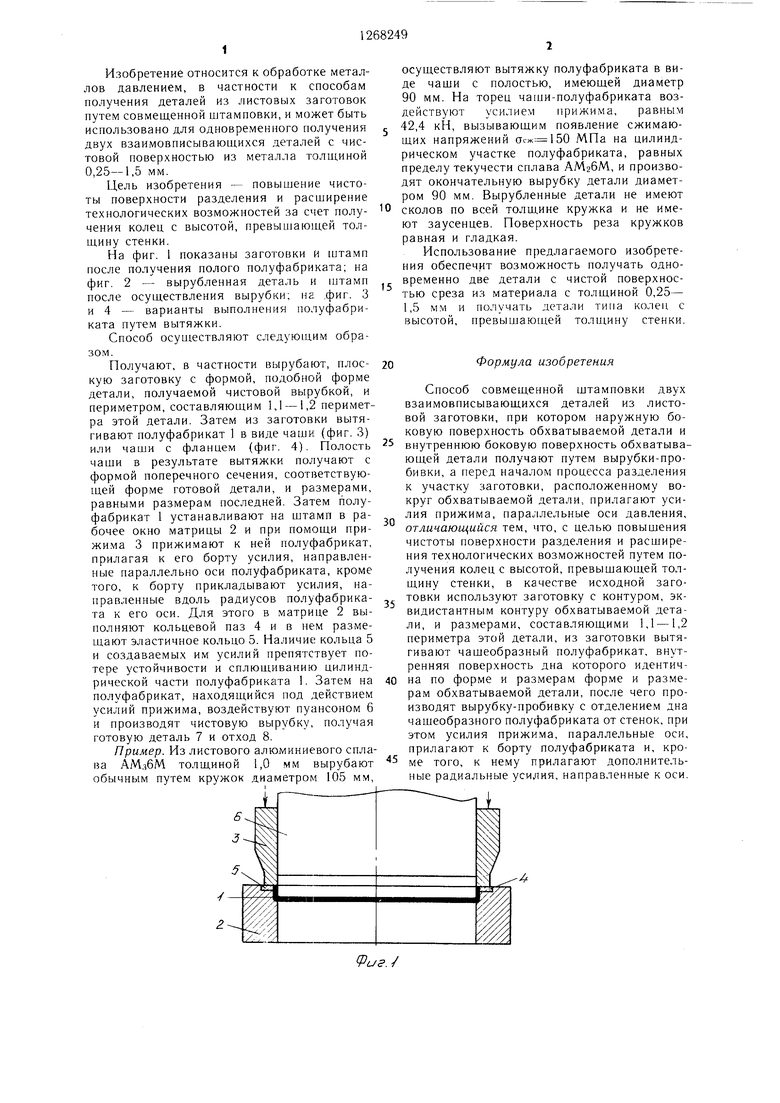
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
Изобретение относится к способам обработки металлов давлением, в частности к способам одновременного получения двух взаимовписывающихся деталей из листовыхзаготовок. Цель изобретения - повышение чистоты поверхности и расширение технологических возможностей за счет получения колец с высотой, превышаюнлей толщину стенки. Это достигается путем использования заготовки, контур которой является эквидистантным контуру охватываемой детали, а периметр составляет 1,1 - 1,2 ее периметра. Из заготовки вытягивают чашеобразный полуфабрикат, а затем в нем пробивают отверстие. Внутренняя поверхность дна полуфабриката имеет форму и размеры, тождественные форме и размерам пробиваемого отверстия и вырубаемой детали. Перед началом пробивки-вырубки к борту чашеобразного полуфабриката прилагают уси«е лия прижима, направленные параллельно его оси и перпендикулярно к ней, вдоль (Л радиусов. 4 ил.
ipus.4
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХМАТЕРИАЛОВ | 0 |
|
SU206522A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Шишков Б | |||
| И | |||
| Точная штамповка в приборостроении | |||
| М.: Машгиз, 1960, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
