(5) ЦЕНТРОБЕЖНЫЙ ЦАНГОВЫЙ ПАТРОН
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Цанговый патрон | 1986 |
|
SU1351713A1 |
| Устройство для резки труб | 1990 |
|
SU1764863A1 |
| Цанговый патрон | 1984 |
|
SU1177071A1 |
| Центробежный цанговый патрон | 1981 |
|
SU1053978A1 |
| Цанговый патрон | 1981 |
|
SU952460A1 |
| Цанговый патрон | 1985 |
|
SU1255295A1 |
| Цанговый патрон | 1980 |
|
SU906644A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
1
Изобретение относится к металлообработке и может быть использовано при закреплении деталей на металлорежущих станках.
Известен центробежный цанговый патрон, в корпусе которого установлена цанга, механизмы предварительного и центробежного закрепления детали 1
Однако при таком исполнении их нельзя применить для закрепления деталей с большими отклонениями размеров из-за малого хода цанги.
Цель изобретениях- расширение технологических возможностей, путем увеличения номенклатуры зажимаемых деталей.
Поставленная цель достигается тем, что механизм предварительного закрепления выполнен в виде маховика, закрепленного на втулке с винтовыми пазами и установленного на заднем конце цанги стакана с радиально размещенными в нем пальцами.
предназначенными для взаимодействия со стенками пазов втулки, а механизм центробежного закрепления выполнен в виде неподвижного диска и нажимного диска с конусной торцовой поверхностью, соединенных между собой подпружиненными винтами, и установленными между дисками с возможностью радиального перемещения на опорах качения подпружиненными клинообразными грузами, причем нажимной диск предназначен для взаимодействия с торцом втулки механизма предварительного закрепления.
Такое выполнение расширяет технологические возможности.
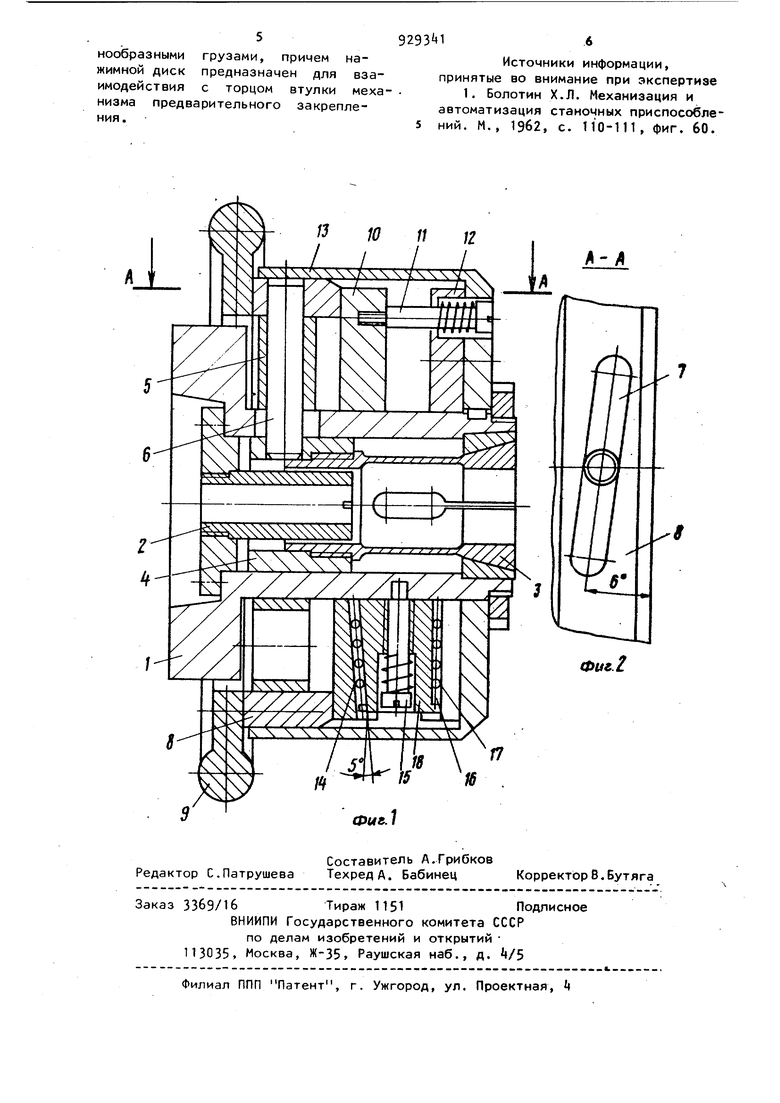
На фиг. 1 представлен патрон, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Патрон состоит из корпуса 1, в котором закреплен упор 2 и установлена цанга 3 и, механизмы предварительного и центробежного закрепления детали. Механизм предварительного за-.
крепления выполнен в виде стакана 4 и закрепленных в нем и плавающей обоймы 5 пальцев 6. Стакан закреплен на заднем конце цанги 3- Пальцы 6 контактируют с винтовыми пазами 7 втулки 8, которая жестко скреплена с маховиком 9. Механизм центробежного закрепления выполнен в виде нажимного диска 10 с конусной торцовой поверхностью, связанного подпружиненными винтами 11 с неподвижным диском 12, закрепленным на кожухе 13 корпуса 1. Между дисками 10 и 12 в пазах 1, на винтах 15, с возможностью радиального перемещения, на опорах качения 16, закрепленных в сепараторы 17, установлены подпружинен,ные клинообразные грузы 18.
Патрон работает следующим образом.
Для установки обрабатываемой детали необходимо повернуть маховик 9 S направлении, совпадающем с направлением рабочего вращения шпинделя. При этом жестко скрепленная с маховиком 9 втулка 8 своими винтовыми пазами 7 через запрессованные в плавающую обойму 5 пальцы 6 и стакан k выдвигает из корпуса 1 цангу 3 которая разжимается на величину, достаточную для свободной установки детали. Затем маховик 9 нужно повернуть в противоположном направлении с небольшим, но достаточным для предварительного закрепления детали усилием (винтовые пазы 7 на втулке 8 выполнены самотормозящими с углом подъема 6 ).
Окончательное закрепление детали производится клинообразными грузами 18 автоматически, при включении вращения шпинделя станка. Они под действием центробежных сил раздвигаются и нажимают своими клиновыми поверхностями на конусную торцовую поверхность нажимного диска 10. Последний, контактируя с торцом втулки 8, оказывает на него и далее, через кинематическую связь, на цангу 3 дополнительное усилие и окончательно закрепляет деталь.
Освобождение обработанной детали производится в обратной последовательности при остановке вращения шпинделя.
Основным преимуществом предлагаемого устройства по сравнению с известным является расширение технологических возможностей патрона, а именно: значительное увеличение диапазона зажимных размеров и их предельных отклонений, достигаемое
за счет применения предварительного зажимного устройства, не имеющего упругих элементов, а, следовательно, обеспечивающего лучшие условия и уменьшение усилий при установке и
снятии обрабатываемых деталей; расширение диапазона оборотов шпинделя, при которых обеспечивается надежное закрепление обрабатываемых деталей, достигаемое за счет возможности
применения сменных как по количеству, так и по массе грузов, увеличение номенклатуры обрабатываемых деталей, достигаемое за возможности применения быстросъемных зажимных и разжимных цанг и упоров, а также замены упоров направляющими втулками для пруткового материала-, возможность обработки точных размеров деталей по упору или копиру,
обеспечиваемая жестким базовым упором.
Технико-экономическая эффективность при применении изобретения обусловлена расширением технологических возможностей патрона.
Формула изобретения
Центробежный цанговый патрон, в корпусе которого установлена цанга, механизмы предварительного и центробежного закрепления детали, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры зажимдемых деталей, механизм предварительного закрепления выполнен в виде маховика, закрепленного на втулке с винтовыми пазами, и установленного на заднем конце цанги стакана с радиально размещенными в нем пальцами, предназначенными для взаимодействия со стенками пазов втулки, а механизм центробежного закрепления выполнен в виде неподвижного диска и нажимного диска с конусной торцовой поверхностью, соединенных между
собой подпружиненными винтами, и установленными между дисками с возможностью радиального перемещения на опорах качения подпружиненными клинообразными грузами, причем нажимной диск предназначен для взаимодействия с торцом втулки меха низма предварительного закрепления. zga .6 Источники информации, принятые во внимание при экспертизе 1. Болотин Х.Л. Механизация и автоматизация станочных приспособле5 НИИ. М., 1962, с. 110-111, фиг. 60.
