Изобретение относится к области лектрохимикомеханической обработке и может быть использовано в машиностроении для финишной обработки поверхностей вращения.
Цель изобретения - повышение производительности процесса за счет выравнивания гидродинамического режима протекания электролита через межэлектродный зазор.
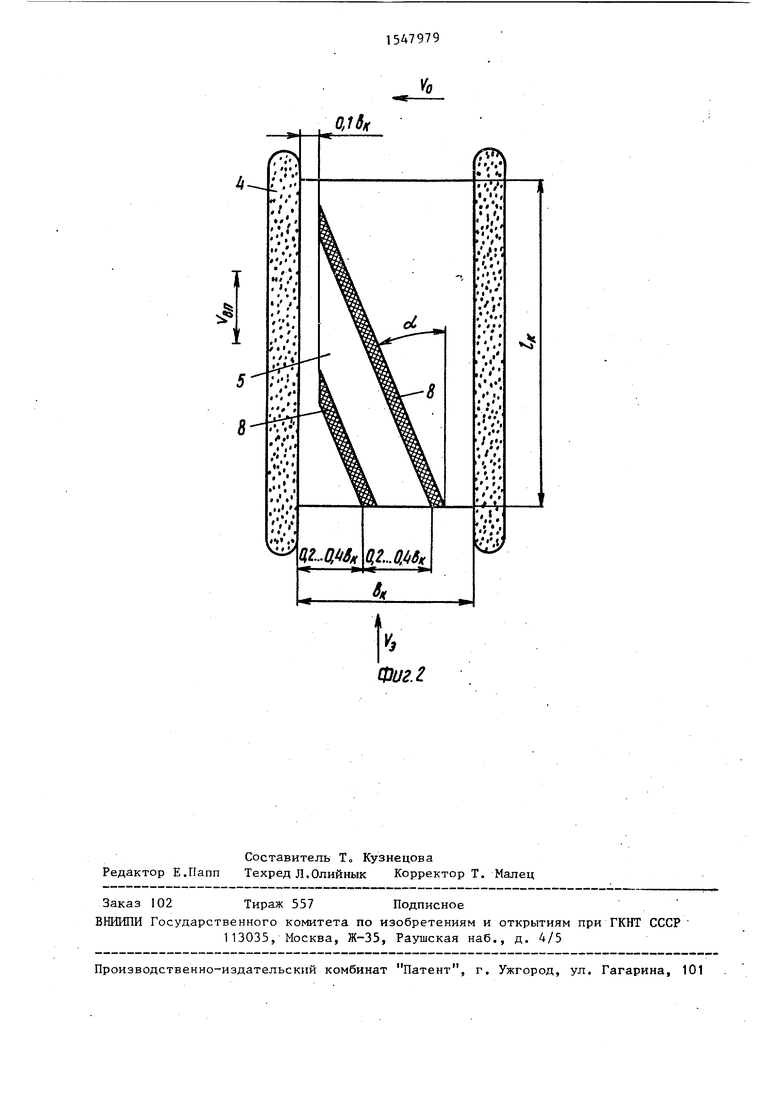
На фиг. 1 представлена хонинго- нальная головка; на фиг. 2 - развертка катодного участка головки. | Хонинговальная головка состоит из корпуса 1 с направляющим конусом 2 и со сквозными пазами, в которых размещены держатели 3 с хонинговальными брусками 4. Между брусками 4 расположены рабочие поверхности катодных гчастков 5, В осевом отверстии корпуса размещен шток 6 с разжимными конусами. Держатели с хонинговальными брусками подпружинены на возврат упругими кольцами 7. На рабочей поверхности катодных участков расположены буртики 8.
При этом буртики на границе катодного участка со стороны направляющего конуса выполнены на расстоянии 0,2... 0,4 ширины катодного участка Ьк от лредшествующего по направлению вращения головки хонбруска и друг от друга, а с противоположной стороны катодного участка - на расстоянии не ченее 0,1 его ширины от предшествующего, параллельны друг другу и развернуты по направлению вращения хон- оловки относительно образующей поверхности катодного участка на угол
е( 0,8...0,9 arctg .
iK
Головка для электрохимического хо- Нингования работает следующим образом.
В начальный момент времени головку вводят в обрабатываемое отверстие, В процессе хонингования она совершает возвратно-поступательное со скоростью v „„ и вращательное со скоростью
ьп V0 движения.
Электролит со стороны направляющего конуса подается под давлением в зону обработки. Давление электролита на входе в межэлектродный зазор дискретно изменяется в зависимости от направления движения головки. В результате этого происходит компенсация периодического перепада скоростей те
0
5
0
5
0
5
чения электролита относительно движущейся возвратно-поступательно хонго- ловки и скорость течения электролита в МЭЗ V} выравнивается. Шток 6 разжимными конусами производит радиальное перемещение держателей 3 хонбрус- ками 4 и осуществляет прижим брусков к обрабатываемой поверхности. В результате этого хонинговальные бруски 4 полностью перекрывают мёжэлектрод- ный зазор и за счет вращения головки после них образуется зона нестабильного течения электролита с локальным уменьшением его электропроводности. Установленные за ними против направления вращения хонголовки буртики расположены так, что возникающая перед ними зона повышенного давления электролита полностью компенсирует снижение давления за бруском. В результате этого достигается выравнивание гидродинамического режима течения электролита через межэлектродный зазор и повышается производительность обработки. По окончании процесса хо- нингования головку выводят из обрабатываемой детали. После установки новой детали процесс повторяется.
Формула изобретения
1
Головка для электрохимического хонингования, содержащая корпус с направляющим конусом, катодные участки с буртиками, расположенные между держателями с хонбрусками, отличающаяся тем, что, с целью повышения производительности процесса за счет выравнивания гидродинамического режима протекания электролита, в каждом катодном участке установлен по крайней мере один дополнительный буртик параллельно первому, при этом буртики развернуты относительно образующей поверхности катодного участка на угол (Ј , определяемый по формуле
Л (0,8...0,9)arctg ,
1 k
где Ьк - ширина катодного участка;
1к - длина катодного участка, а буртики по границе катодного участка со стороны направляющего конуса расположены друг от друга на расстоянии 0,2...О,4 ширины катодного участка s а с противоположной стороны катодного участка - на расстоянии О,1 его ширины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| Устройство для электрохимического хонингования отверстий | 1984 |
|
SU1284750A1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| Устройство для хонингования шлицевых отверстий | 1980 |
|
SU994233A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| Хонинговальная головка | 1975 |
|
SU649539A1 |
| Устройство для хонингования шлицевыхОТВЕРСТий | 1979 |
|
SU810458A1 |
| Способ электрохимического хонингования | 1985 |
|
SU1268328A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
Изобретение относится к электрохимикомеханической обработке и может быть использовано в машиностроении. Целью изобретения является повышение производительности процесса за счет выравнивания гидродинамического режима протекания электролита. Хонинговальная головка состоит из корпуса 1 с направляющим конусом 2 и со сквозными пазами, в которых размещены держатели 3 с хонинговальными брусками 4. Между брусками расположены рабочие поверхности катодных участков 5. В осевом отверстии корпуса размещен шток 6 с разжимными конусами. Держатели с брусками подпружинены на возврат упругими кольцами 7. На рабочей поверхности катодных участков расположены буртики 8. Буртики на границе катодного участка выполнены на расстоянии 0,2...0,4 ширины катодного участка, а с противоположной стороны катодного участка - на расстоянии не менее 0,1 его ширины от предыдущего, параллельны друг другу и развернуты по направлению вращения хонинговальной головки относительно образующей поверхности катодного участка на угол α = (0,8...0,9)ARCTG(BK:LK), где BK - ширина катодного участка
LK - длина катодного участка. 2 ил.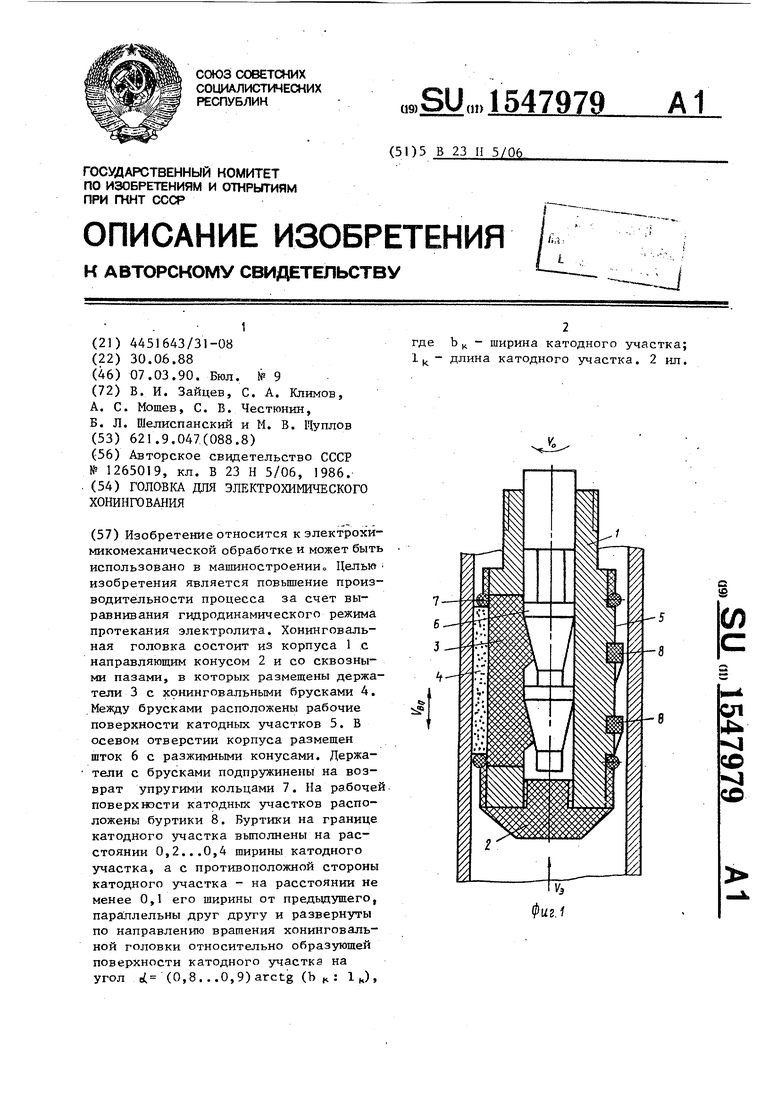
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
