(54) ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКАТЫВАЕМЫХ ИЗДЕЛИЙ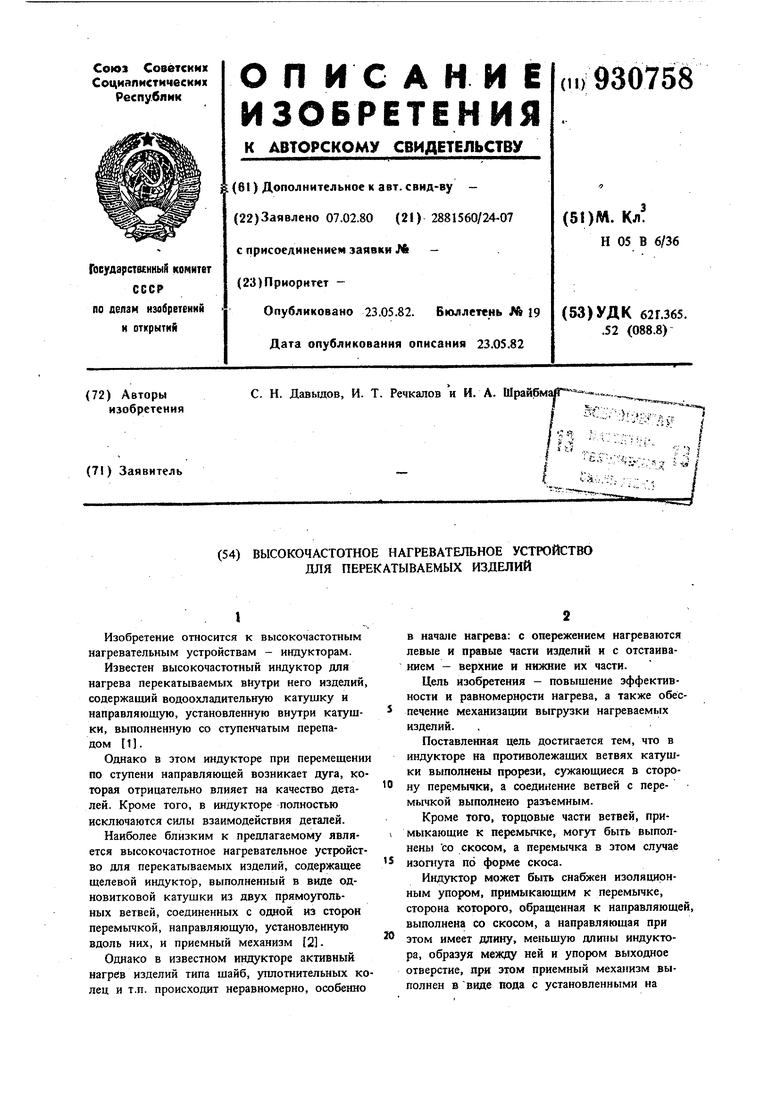
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство высокочастотной термообработки геттеро-ртутных дозаторов люминесцентных ламп | 1983 |
|
SU1091258A1 |
| Устройство высокочастотного нагрева транспортируемых изделий преимущественно плоской формы | 1983 |
|
SU1077064A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| УСТРОЙСТВО ВЫСОКОЧАСТОТНОГО НАГРЕВА, НАПРИМЕР, ПОЯСКА КОРПУСА СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2108691C1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНОГО МИНЕРАЛЬНОГО ВОЛОКНА | 2019 |
|
RU2720840C1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
I
Изобретение относится к высокочастотным нагревательным устройствам - индукторам.
Известен высокочастотный индуктор для нагрева перекатываемых внутри него изделий, содержащий водоохладительную катушку и направляющую, установленную внутри катушки, выполненную со ступенчатым перепадом 11 .
Однако в этом индукторе при перемешении по ступени направляющей возникает дуга, которая отрицательно влияет на качество деталей. Кроме того, в индукторе полностью исключаются силы взаимодействия деталей.
Наиболее близким к предлагаемому является высокочастотное нагревательное устройство для перекатываемых изделий, содержащее щелевой индуктор, выполненный в виде одновитковой катушки из двух прямоугольных ветвей, соединенных с одной из сторон перемычкой, направляющую, установленную вдоль них, и приемный механизм 21.
Однако в известном индукторе активньт нагрев изделий типа шайб, уплотнительных колец и т.п. происходит неравномерно, особенно
в начале нагрева: с опережением нагреваются левые и правые части изделий и с отстаиванием - верхние и нижние их части.
Цель изобретения - повышение эффективности и равномерности нагрева, а также обеспечение механизации выгрузки нагреваемых изделий.
Поставленная цель достигается тем, что в индукторе на противолежащих ветвях катушки вьшолнены прорези, сужающиеся в сторону перемычки, а соединение ветвей с перемычкой выполнено разъемным.
Кроме того, торцовые части ветвей, при мыкающие к перемычке, могут быть выполнены со скосом, а перемычка в атом случае 5 изогнута по форме скоса.
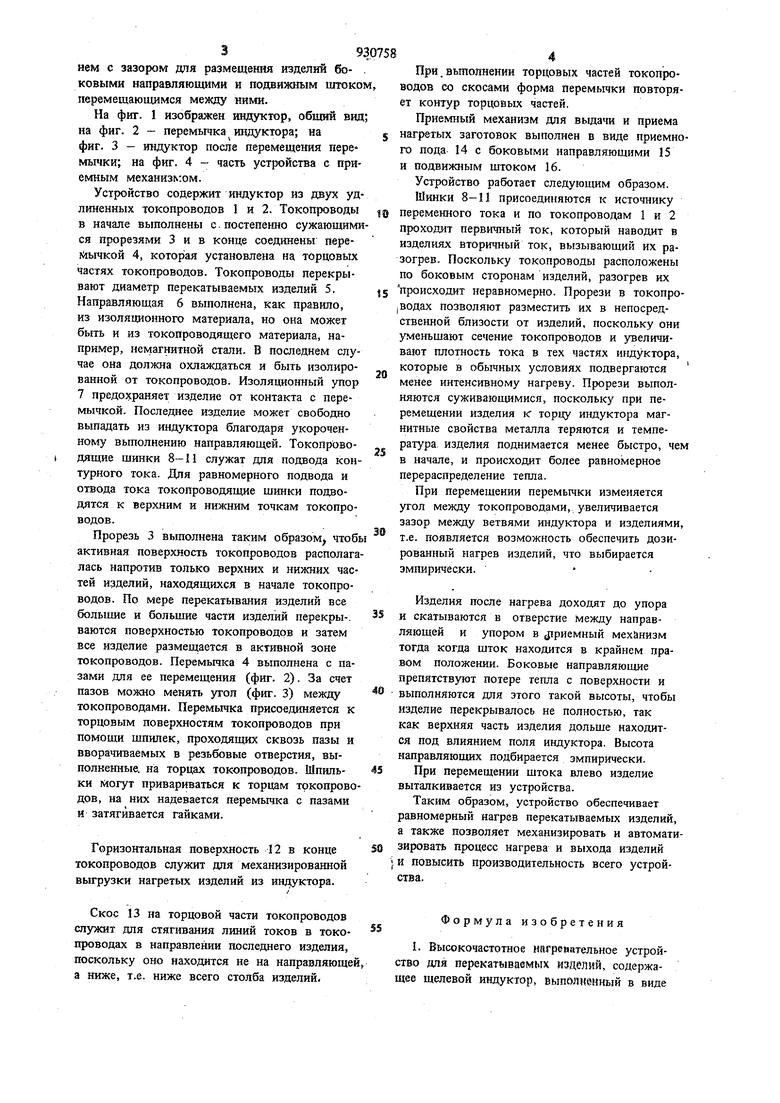
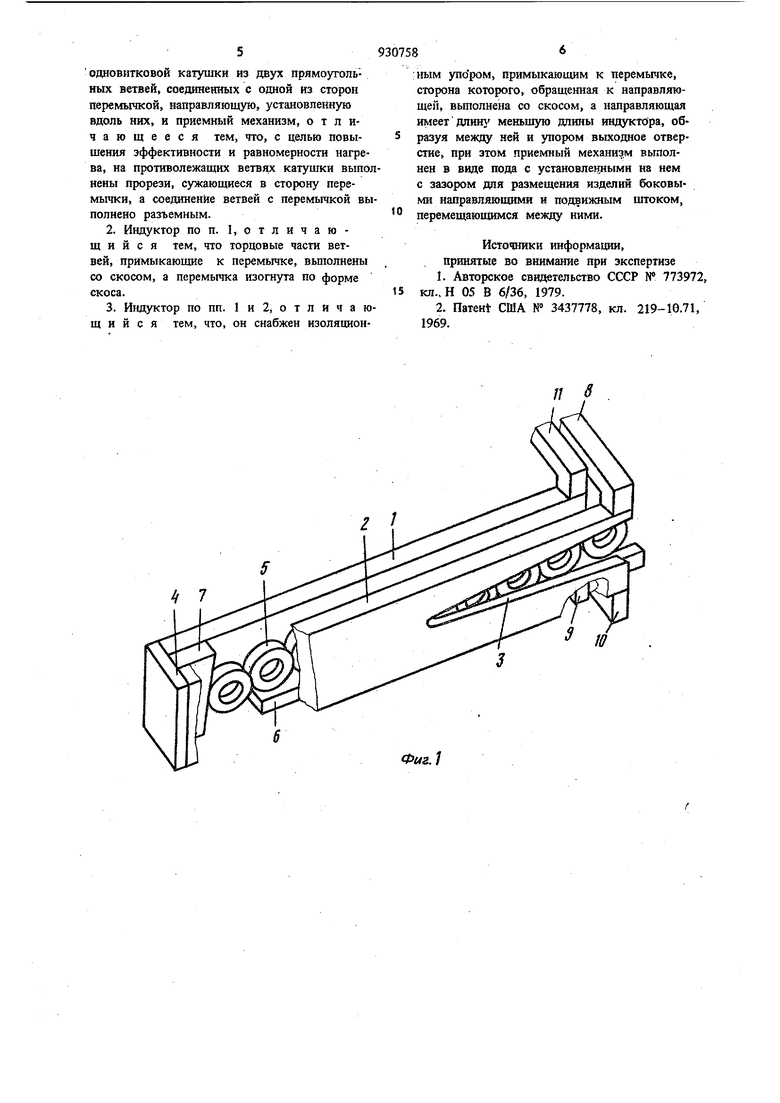
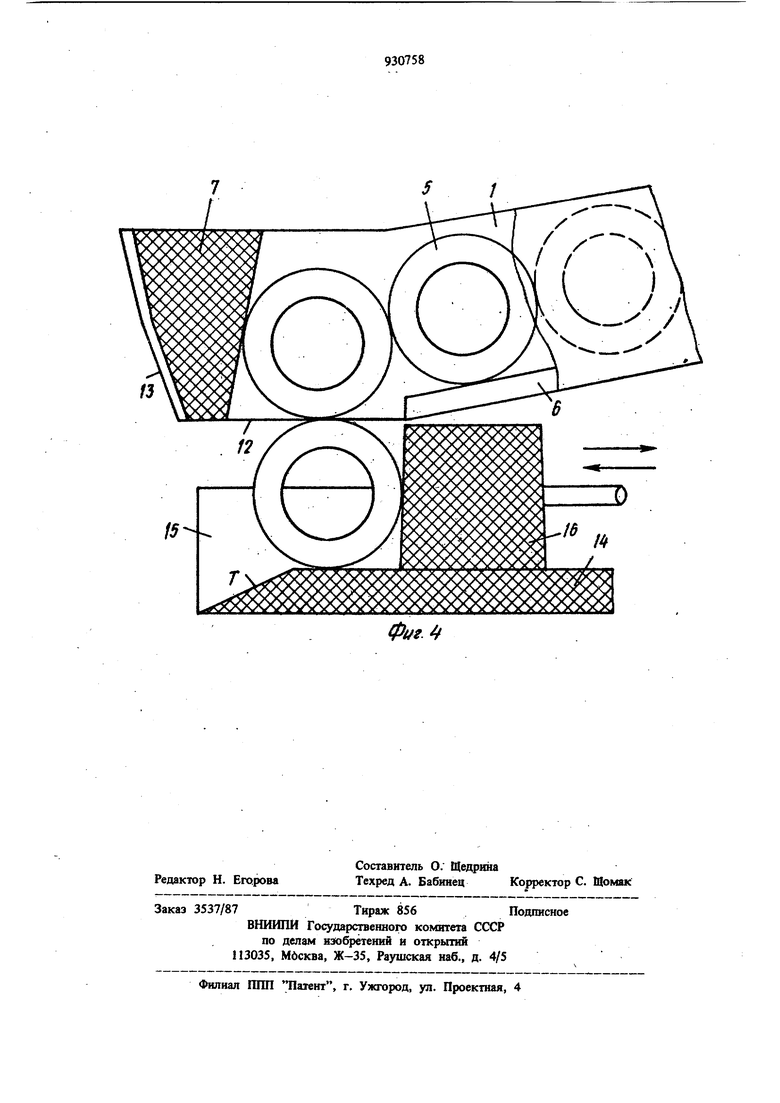
Индуктор может быть снабжен изоляционным упором, примыкающим к перемычке, сторона которого, обращенная к направляющей, выполнена со скосом, а направляющая при этом имеет длину, меньшую длины индуктора, образуя между ней и упором выходное отверстие, при этом приемный механизм выполнен в виде пода с установленными на 39 нем с зазором для размещешм изделий боновыми направляющими и подвижным штоко перемещающимся между ними. На фиг. 1 изображен индуктор, общий вид на фиг. 2 - перемычка индуктора; на фиг. 3 - индуктор после перемеще1гая перемычки; на фиг. 4 - часть устройства с приемным механизл.ом. Устройство содержит тадуктор из двух уд линенных ТОКОПрОВОДОВ 1 и 2. ТоКОПрОВОДЫ в начале выполнены с. постепе шо сужающими ся прорезями 3 и в конце соединены пере1ЙЫЧКОЙ 4, которая установлена на торцовых частях токопроводов. Токопроводы перекрывают диаметр перекатываемых изделий 5. Направляющая 6 выполнена, как правило, из изоляционного материала, но она может быть и из токопроводящего материала, например, немагнитной стали. В последнем случае она должна охлаждаться и быть изолированной от токопроводов. Изоляционный упор 7 предохраняет изделие от контакта с перемычкой. Последнее изделие может свободно выпадать из индуктора благодаря укороченному выполнению направляющей. ТокопровоI дящие щинки 8-11 служат для подвода кон турного тока. Для равномерного подвода и отвода тока токопроводящие щинки подводятся к верхним и нижним точкам токопроводов. Прорезь 3 выполнена таким образом, чтоб активная поверхность токопроводов располага лась напротив только верхних и нижних частей изделий, находящихся в начале токопроводов. По мере перекатывания изделий все больщне и большие части изделий перекрываются поверхностью токопроводов и затем все изделие размещается в активной зоне токопроводов. Перемычка 4 выполнена с пазами для ее перемещения (фиг. 2). За счет пазов можно менять угол (фиг. 3) между токопроводами. Перемычка присоединяется к торцовым поверхностям токопроводов при помощи щпилек, проходящих сквозь пазы и вворачиваемых в резьбовые отверстия, выполненные, на торцах токопроводов. Шпильки могут привариваться к торцам токопрово дов, на них надевается перемычка с пазами и затягивается гайками. Горизонтальная поверхность 12 в конце токопроводов служит для механизированной выгрузки нагретых изделий из индуктора. Скос 13 на торцовой части токопроводов служит для стяпгаания линий токов в токопроводах в направлении последнего изделия, поскольку оно находится не на направляюще а ниже, т.е. ниже всего столба изделийПри, вьшопнении торцовых частей токопроодов со скосами форма перемычки повторят контур торцовых частей. Приемный механизм для вьщачи и приема нагретых заготовок выполнен в виде приемного пода 14 с боковыми направляющими 15 и подвижным штоком 16. Устройство работает следующим образом. Шинки 8-11 присоединяются к источнику переменного тока и по токопроводам 1 и 2 проходит первичный ток, который наводит в изделиях вторичный ток, вызывающий их разогрев. Поскольку токопроводы расположены по боковым сторонам изделий, разогрев их происходит неравномерно. Прорези в токопроводах позволяют разместить их в непосредственной близости от изделий, поскольку они уменьщают сечение токопроводов и увеличивают плотность тока в тех частях индуктора, которые в обычных условиях подвергаются менее интенсивному нагреву. Прорези выполняются суживающимися, поскольку при перемещении изделия кг торцу индуктора магнитные свойства металла теряются и температура изделия поднимается менее быстро, чем в начале, и происходит более равномерное перераспределение тепла. При перемещении перемычки изменяется угол между токопроводами, увеличивается зазор между ветвями индуктора и изделиями, т.е. появляется возможность обеспечить дозированный нагрев изделий, что выбирается змпирически. Изделия после нагрева доходят до упора и скатываются в отверстие между направляющей и упором в брриемный механизм тогда когда шток находится в крайнем правом положении. Боковые направляющие препятствуют потере тепла с поверхности и выполняются для этого такой высоты, чтобы изделие перекрывалось не полностью, так как верхняя часть изделия дольще находится под влиянием поля индуктора. Высота направляющих подбирается змпирически. При перемещении штока влево изделие выталкивается из устройства. Таким образом, устройство обеспечивает равномерный нагрев перекатываемых изделий, а также позволяет механизировать и автоматизировать процесс нагрева и выхода изделий и повысить производительность всего устройства. Формула изобретения I. Высокочастотное нагревательное устройство для перекатываемых изделий, содержащее щелевой индуктор, выполненный в виде
одновитковой катушки из двух прямоугольных ветвей, соединенных с одной из сторон перемьржой, направляющую, установленную вдоль них, и приемный механизм, отличающееся тем, что, с целью повыщения эффективности и равномерности нагрева, на противолежащих ветвях катушки выполнены прорези, сужающиеся в сторону перемычки, а соединение ветвей с перемычкой выполнено разъемным.
Источники информащщ, принятые во внимание при экспертизе
С 7
Фиг.
