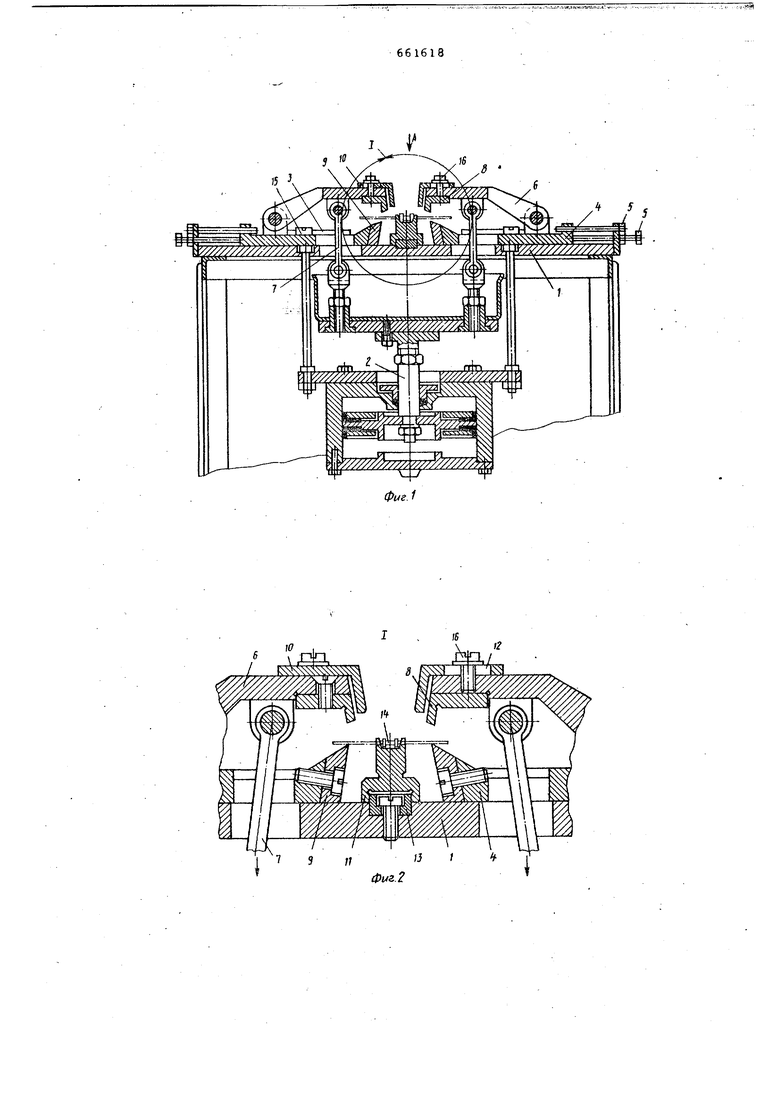
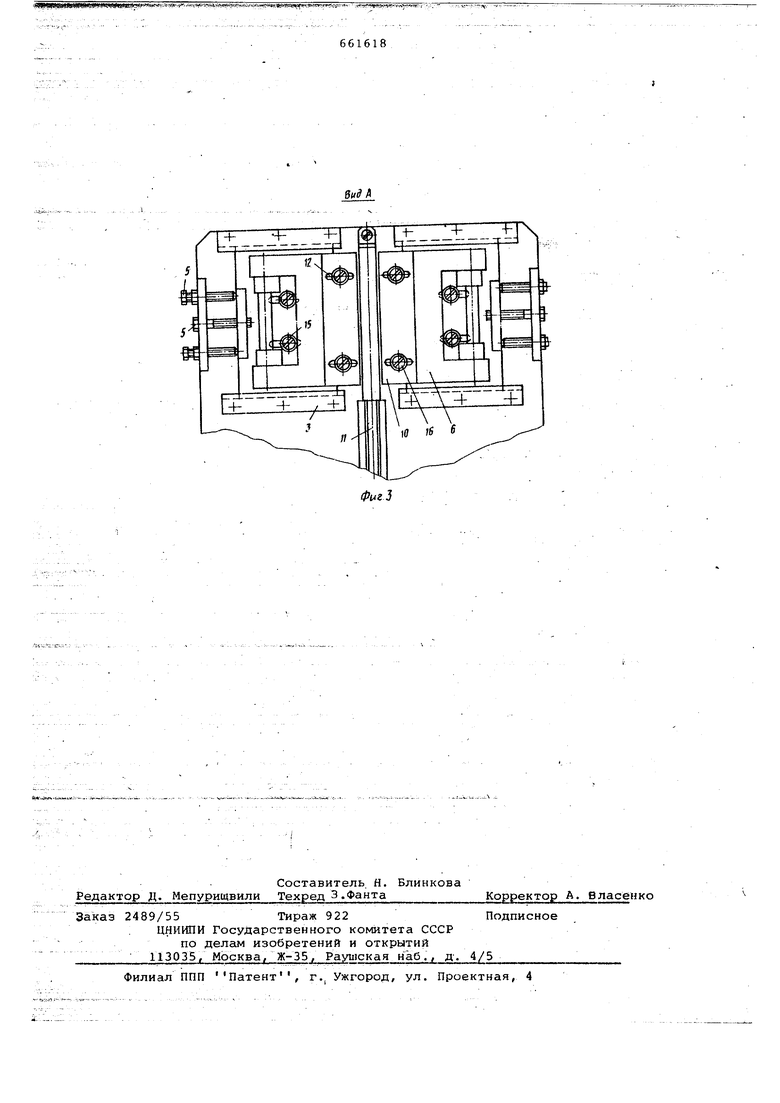
Изобретение относится к области радиоэлектроники, в частности к устройствам для обрезки и формовки выводов радиоэлементов. Известно устройство для обрезки и формовки выводой радиоэлементов, состоящее из основания, ножей, пневмоцилиндра со штоком, плит, установленных на основании, связанных с ним.регулировочными винтами, служащими для изменения расстояния между ножами, шарнирно закреплённых на плитах и кинематически связанных со штоком пневмоцилиндра. Прототипом изобретения является устройство для обрезки и формовки выводов радиоэлементов, содержащее основание, загрузочную матрицу, при вод, установленные на основании под вижнЁле плиты, связанные с ним регулировочными винтами, служащими для изменения расстояния между ножами. Ножи - подвижные формующие и неподв ные обрезные - шарнирно закреплены на плитах и кинематически связаны с приводом 1. Однако это устройство не обеспечивает формовку деталей с разными длинами выводов. Целью изобретения является расипгрение функциональных возможностей. Данная цель достигается тем, что устройство для обрезки и формовки выводов радиоэлементов, состоящее из основания, ножей, пневмоцилиндра со штоком, установленных на основании плит, связанных с ним регулировочными винтами, служащими для изменения расстояния между ножами, шарнирно закрепленными на плитах и кинематически связанных со штоком пневмоцилиндра, снабжено формовочными пуансонами, закрепленными на подвижных ножах с возможностью ре- гулирования расстояния между пуансоном и режущей кромкой упомянутых ножей. . Сущность изобретения поясняется чертежами. На фиг, 1 представлен общий вид устройства нафиг. 2 - вид Г на фиг. 1; на фиг. 3 - вид А на фиг. 1. Устройство содержит основание 1, с закрепленным ва нем приводом 2. На основании 1 расположены направляющие 3, с установленными с возможностью перемещения плитами 4, положение которых регулируют винтами 5. На плитах 4 шарнирно смонтированы держатели 6, 3 соединенные посредством тяг 7 с при водом 2. Яа держателях 6 установлен ножи 8, а на плитах 4 - н подвижные ножи 9. На верхней поверх ности держателей 6 установлены формовочные пуансЪны 10, которые выпол нень. в виде угольников. В формовочных пуансонах 10 для регулирования положения их относительно продольно оси матрицы 11 выполнены поперечные пазы 12. Загрузочная матрица 11 расположена на направляющей 13 с возможностью перемещения по ней. Устройство . работает следующим образом. По типу радиоэлементсГв и виду формовки производится настройка уст ройства. Для настройки ножей 8, 9 и формовочных пуансонов 10 загрузочная матрица 1 с радиоэлементами 14 по направляющей 13 переводится в зону обработки. Вначале настр1аивается величина выводов. Отпускаются винты 15, с помощью регулировочных винтов 5 устанавливаются плиты 4 с подвижными 8 и неподвижными 9 ножами на необходимый размер обрезки выводов. После настройки винты 15 затягиваютс окончательно. Затем настраиваются формовочное пуансоны 10. Отпускаются винты 16, формовочные пуансоны 10 по пазам 12 сдвигаются к загрузочной матрице 11 При этом-необходимо обеспечить зазор между загрузочной матрицей 11 и формовочными пуансонами 10, равный диаметру вывода. После регулировки формовочные пуансоны 10 закрепляются винтам 16. По окончании регулировки включает ся привод 2 и тяги 7 тянут вниз подвижные ножи В и формующие пуансоны 10. Йожи 8, 9 производят обрезку выводов необходимой величины. При даль нейшем Опускании держателей 6 формующие пуансоны 10 производят формовку, .изгибая обрезанные выводы 4 вдоль формовочной поверхности матрицы 1 1 . При необходимости получения разных длин отформованных частей выводов настрой icy обрезки и формовки производят следующим образом.С помощью регулировочных винтов 5 устанавливаются плиты 4 на 1еобходимую величину обрезки выводов.При этом правую плиту отодвигают соответственно на большее расстояние. Для обеспечения формовки устанавливают формовочные пуансоны 10. Путем сдвигания их к матрице 11 обеспечивают зазор, равный диаметру вывода между загрузочной матрицей 11 и формовочными пуансонами 10. При этом, правый пуансон выдвигается соответственно на большую величину. Таким образом, формовочные пуансоны, установленные на держателях подвижных ножей предлагаемого устройства, позволят производить формовку выводов радиоэлементов с различной . длиной изогнутой части, а также с различными диаметрами корпуса радиоэлементов, так как в устройстве обеспечивается изменение длины изогнутой части выводов, без замены ножей. Формула изобретения Устройство для обрезки и формовки выводов радиоэлементов по авторскому свидетельству № 434632, отличающееся тем, что, с целью расширения функциональных . возможностей, оно снабжено формовочными пуансонами, закрепленными на подвижных ножах с возможностью регулирования расстояния между пуансОнами и режущей кромкой упомянутых ножей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельс гво СССР 434.632, кл. .Н 05 К 13/00, 14Х)4;72.
I. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ И ФОРМОВКИ ВЫВОДОВРАДИОЭЛЕМЕНТОВ | 1972 |
|
SU434632A1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1336274A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1988 |
|
SU1704305A1 |
| Устройство для обработки выводов радиоэлементов | 1988 |
|
SU1580604A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1611515A1 |
| Устройство для обработки радиоэлементов с однонаправленными выводами | 1989 |
|
SU1758923A1 |
0
