(54) УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
1
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках.
Известно устройство для закрепления деталей, содержащее корпус, в котором размещены оправка с центрирующим элементом и тяга с прижимной щайбой 1.
Недостатком известного устройства является невысокая точность обработки, обусловленная наличием зазоров между центрирующим элементом и базовой поверхностью обрабатываемой детали.
Цель изобретения - повышение точности обработки путем беззазорного базирования детали по центрирующему элементу устройства.
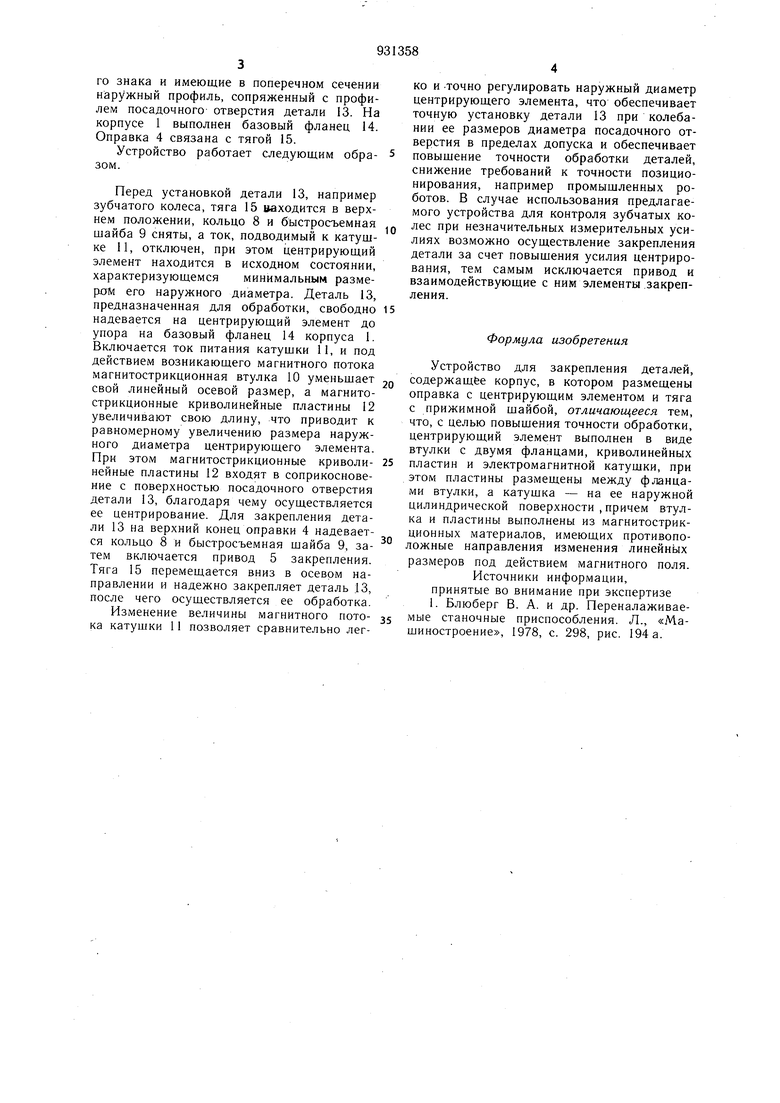
Указанная цель достигается тем, что центрирующий элемент выполнен в виде втулки с двумя фланцами, криволинейных пластин и электромагнитной катущки, при этом пластины размещены между фланцами втулки, а катущка - на ее наружной цилиндрической поверхности, причем втулка и пластины выполнены из магнитострикционных материалов, имеющих противоположные направления изменения линейных размеров под действием магнитного поля. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
5Устройство состоит из корпуса 1, в котором жестко закреплена гайка 2, сменная втулка 3, в которой размещена с возможностью перемещения вдоль оси оправка 4, нижний, конец которой связан с приводом 5,
10 закрепления, выполненным в виде вращающегося гидроцилиндра и закрепленным в цилиндрической расточке корпуса 1 при помощи щпилек 6 и гаек 7. На верхний конец оправки 4 надето кольцо 8 и быстросъемная щайба 9. На втулке 3 и оправке 4
установлен центрирующий элемент, выполненный в виде втулки 10 с двумя фланцами, выполненной из магнитострикционного материала с отрицательным знаком магнитострикции, на наружной цилиндрической поверхности которой расположена электромагнитная катущка И, а снаружи равномерно между фланцами втулки 10 установлены криволинейные пластины 12, обладающие магнитострикционным эффектом противоположного знака и имеющие в поперечном сечении наружный профиль, сопряженный с профилем посадочного отверстия детали 13. На корпусе 1 выполнен базовый фланец 14. Оправка 4 связана с тягой 15. Устройство работает следующим образом. Перед установкой детали 13, например зубчатого колеса, тяга 15 находится в верхнем положении, кольцо 8 и быстросъемная шайба 9 сняты, а ток, подводимый к катушке II, отключен, при этом центрирующий элемент находится в исходном состоянии, характеризующемся минимальным размерам его наружного диаметра. Деталь 13, предназначенная для обработки, свободно надевается на центрирующий элемент до упора на базовый фланец 14 корпуса 1. Включается ток питания катущки 11, и под действием возникающего магнитного потока магнитострикционная втулка 10 уменьшает свой линейный осевой размер, а магнитострикционные криволинейные пластины 12 увеличивают свою длину, что приводит к равномерному увеличению размера наружного диаметра центрирующего элемента. При этом магнитострикционные криволинейные пластины 12 входят в соприкосновение с поверхностью посадочного отверстия детали 13, благодаря чему осуществляется ее центрирование. Для закрепления детали 13 на верхний конец оправки 4 надевается кольцо 8 и быстросъемная шайба 9, затем включается привод 5 закрепления. Тяга 15 перемещается вниз в осевом направлении и надежно закрепляет деталь 13, после чего осуществляется ее обработка. Изменение величины магнитного потока катушки 11 позволяет сравнительно легко и -точно регулировать наружный диаметр центрирующего элемента, что обеспечивает точную установку детали 13 при колебании ее размеров диаметра посадочного отверстия в пределах допуска и обеспечивает повышение точности обработки деталей, снижение требований к точности позиционирования, например промышленных роботов. В случае использования предлагаемого устройства для контроля зубчатых колес при незначительных измерительных усилиях возможно осуществление закрепления детали за счет повышения усилия центрирования, тем самым исключается привод и взаимодействующие с ним элементы закрепления. Формула изобретения Устройство для закрепления деталей, содержащее корпус, в котором размещены оправка с центрирующим элементом и тяга с прижимной щайбой, отличающееся тем, что, с целью повыщения точности обработки, центрирующий элемент выполнен в виде втулки с двумя фланцами, криволинейных пластин и электромагнитной катущки, при этом пластины размещены между фланцами втулки, а катушка - на ее наружной цилиндрической поверхности , причем втулка и пластины выполнены из магнитострикционных материалов, имеющих противоположные направления изменения линейнЫх размеров под действием магнитного поля. Источники информации, принятые во внимание при экспертизе 1. Блюберг В. А. и др. Переналаживаемые станочные приспособления. Л., «Машиностроение, 1978, с. 298, рис. 194 а.
73
11
с/г. г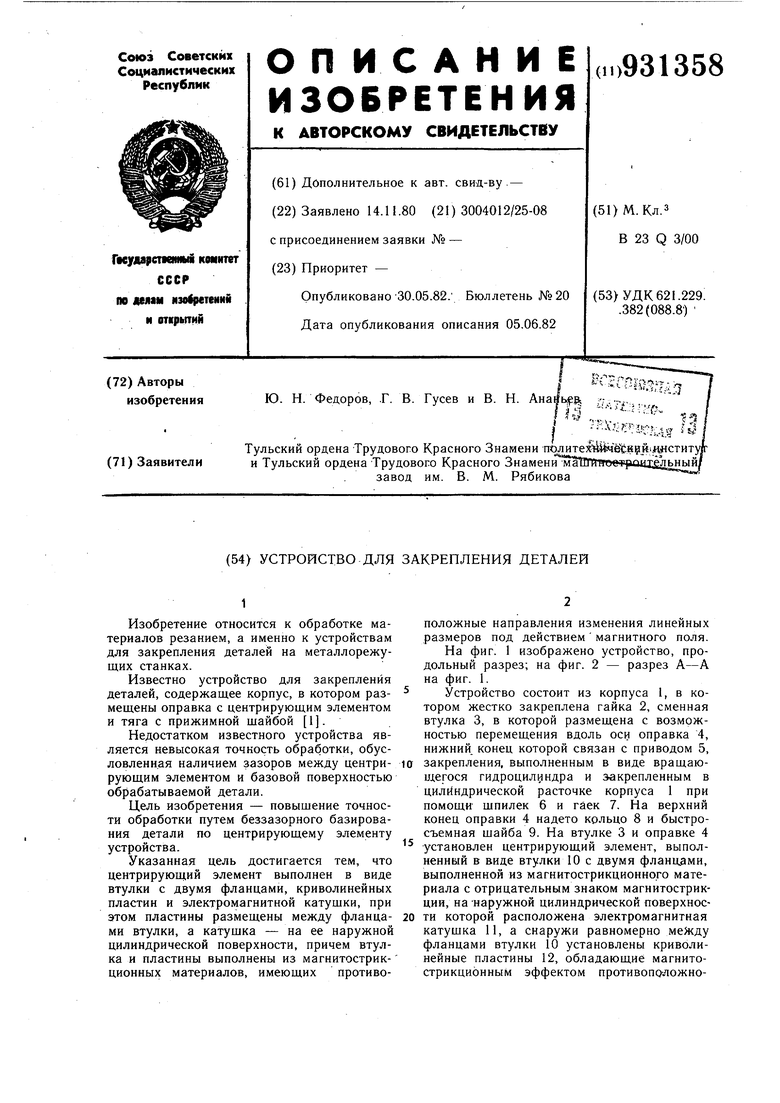
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления детали | 1985 |
|
SU1304990A1 |
| Устройство для зажима деталей | 1984 |
|
SU1180166A1 |
| Зажимное устройство | 1984 |
|
SU1161269A1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Устройство для закрепления деталей | 1982 |
|
SU1021555A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Электромагнитное фрикционное нормально заторможенное устройство | 1982 |
|
SU1032244A1 |
| Установка для гидростатического прессования с применением ультразвука | 1981 |
|
SU944706A2 |
| Устройство к зубофрезерному станку | 1977 |
|
SU1238910A1 |
| Электромагнитный фрикционный многодисковый тормоз | 1990 |
|
SU1776894A1 |


