ным в виде втулки 10, на цилиндрической поверхности которой закреплены зажимные элементы, вьтолненные в виде спиральных пластин 14 из бимагни- тострикционной ленты. Обмотка намагничивания 13 выполнена из двух .час1
Изобретение относится к области металлообработки, а именно к устройствам для закрепления деталей на металлорежущих станках.
Целью изобретения является повышение точности закрепления посредством увеличения поверхности закрепления.
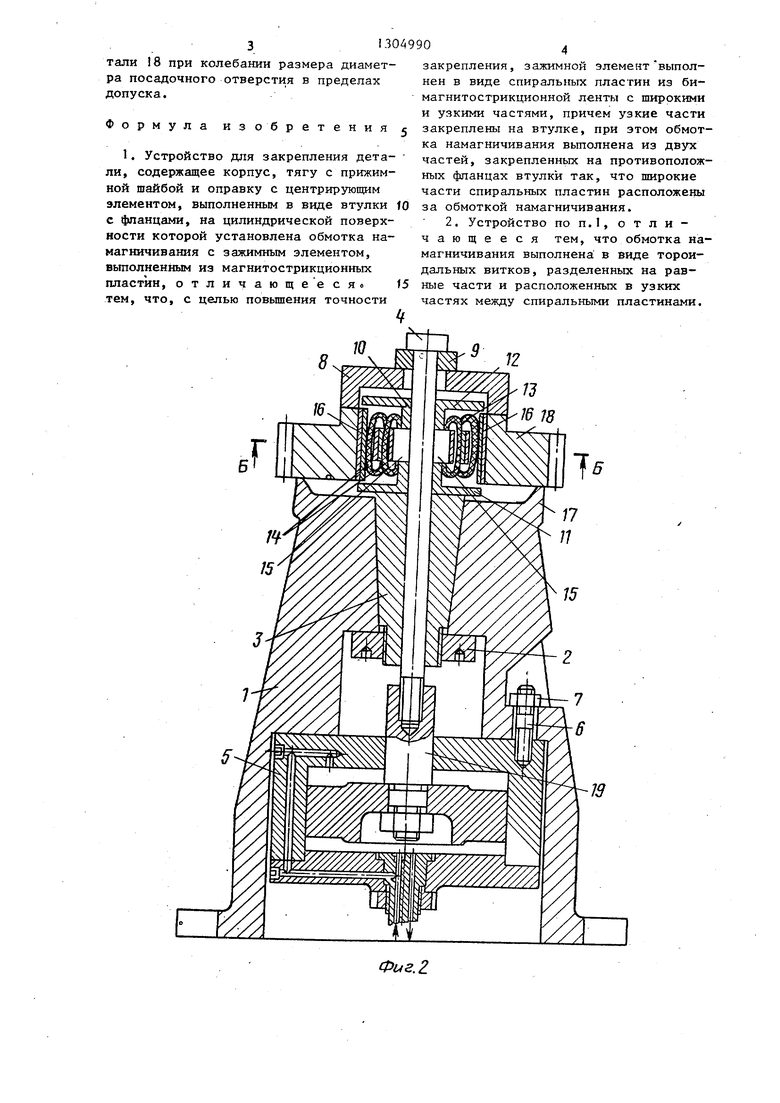
На фиг.1 представлено устройство для закрепления деталей; на фиг.2 - устройство с тороидальной обмоткой намагничивания; на фиг.З -.разрез А- А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2.
Устройство состоит (фиг.1) из корпуса I, в котором жестко закреплена гайкой 2 сменная оправка 3, в которой размещена с возможностью перемещения вдоль оси тяга 4, нижний конец которой связан с приводом 5 закрепления , выполненным в виде вращающегося гидроцилиндра, закрепленным в цилиндрической р асточке корпуса 1 при помо- .щи шпилек 6 и гаек 7, при этом на .верхний конец тяги 4 надеты кольцо 8 и прижимная шайба 9, а на оправке 3 установлен центрирующий элемент, вы- полненЕый в виде магнитопроводящей втулки 10 с фланцами 11 и 12, обмотки 13 намагничивания, разделенной на две равные части, намотанных согласно и разнесенных по высоте втулки 10 бимагнитострикционных лент в виде спиральнь1х пластин 14, имеющих узкие концы 15, причем каждая из спиральных пластин 14 закреплена узким концом 15 во втулке 10, а их широкие конць 16 расположёны за обмоткой 13 намагничивания и магнитосвязаны с фланцами 11 и 12 втулки 10. На корпусе 1 вьтолнен базовьй фланец 17, в которьш упирается деталь 18, а тяга 4 связана со штоком 19.
Устройство с тороидальной обмот- йой намагничивания (фиг.2) состоит
тей, закрепленных на противоположных фланцах 1 и 12 втулки 10. Обмотка намагничивания 13 может быть также выполнена в В1аде торойдальньпс витков, расположенных между спиральными пластинами 14. 1 з.п.ф. 4 ил.
из тех же элементов, только обмотка намаг ничивания разделена на равные части, которые намотаны на узких концах 15 каждой спиральной пластины 14.
Устройство (фиг..1) работает следующим образом.
Перед установкой детали 18 шток 19 находится в верхнем положении, кольцо 8 и прижимная щайба 9 сняты, а ток, подводимый к обмотке 13 намагничивания, отключен., при этом спиральные пластины I4 находятся в исходном состоянии, характеризующимся минимальным размером их наружных диа- метров. Деталь 18 свободно надевается до. упора на базовый фланец 17 корпуса 1. Включается ток питания обмотки 12 намагничивания, при этом возникают противоположные потоки, которые замыкаются через втулку 10, ; фланцы 11 и 12 и спиральные пластины 14. Под действгием магнитного пог тока каждая спиральная пластина l4 изгибается в сторону увеличения ее диаметра и тем самым происходит базирование всего посадочного отверстия детали по изгибающей поверхности спирали.
Дпя закрепления детали 18 на верхний конец тяги 4 надеваются кольцо 8 и прижимная шайба 9, затем включается привод 5 закрепления. Тяга 4 перемещается вниз в осевом направлении и . надежно закрепляет деталь 18.
Работа и направление магнитного потока в устройстве с тороидальной обмоткой намагничивания (фиг.2) аналогичны описанному.
Изменение величины магнитного по- 0 тока обмотки 13 намагничивания позволяет сравнительно легко и точно регулировать наружный диаметр бимагнитострикционных спиральных пластин 14, что обеспечивает точную установку де0
5
0
5
тали 18 при колебании размера диаметра посадочиого отверстия в пределах допуска.
Формула изобретения
1. Устройство для закрепления дета- ли, содержащее корпус, тягу с прижимной шайбой и оправку с центрирующим элементом, выполненным в виде втулки с фланцами, на цилиндрической поверхности которой установлена обмотка намагничивания с зажимным элементом, выполненным из магнитострикционньпс пластин, отличающееся тем, что, с целью повьшения точности
закрепления, зажимной элемент выполнен в виде спиральных пластин из би- магнитострикционной ленты с широкими и узкими частями, причем узкие части закреплены на втулке, при этом обмотка намагничивания выполнена из двух частей, закрепленных на противоположных фпанцах втулки так, что широкие части спиральных пластин расположены за обмоткой намагничивания.
2. Устройство по п.1, с т л и - чающееся тем, что обмотка намагничивания выполнена в виде тороидальных витков, разделенных на равные части и расположенных в узких частях между спиральньми пластинами.
Ю
12
7J
Is
.г
Л-4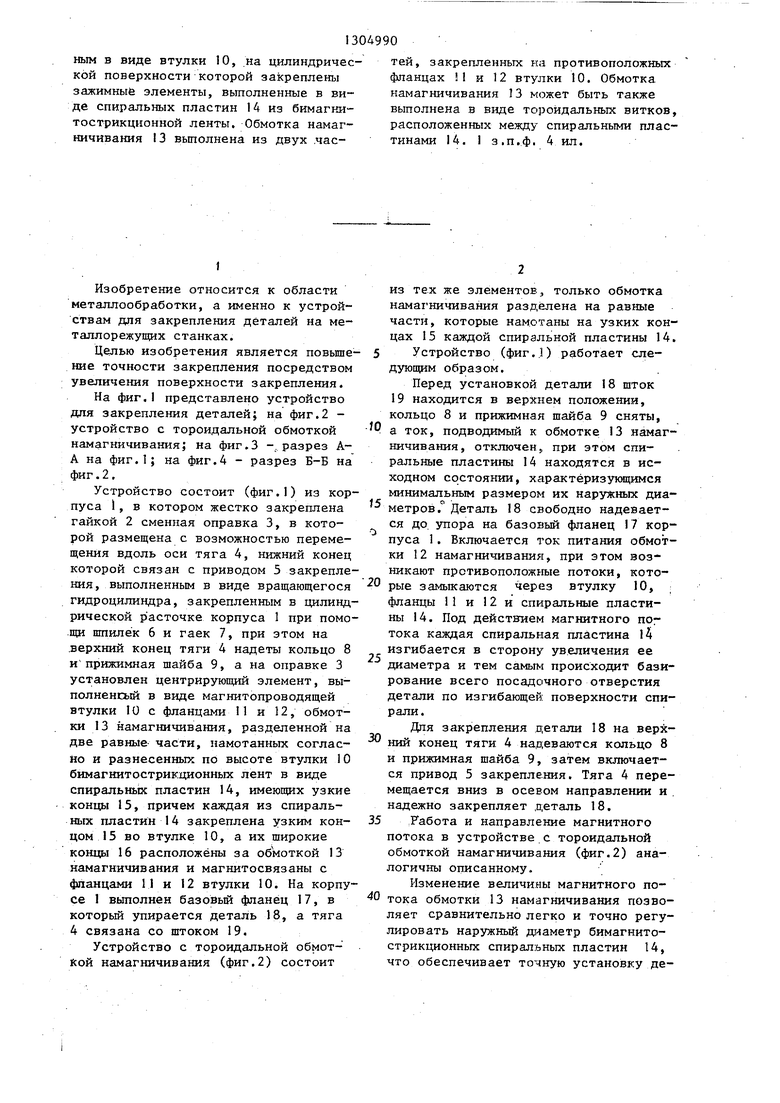
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1987 |
|
SU1423295A1 |
| Устройство для закрепления деталей | 1980 |
|
SU931358A1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
| Оправка | 1984 |
|
SU1196157A1 |
| Раздвижная оправка | 1980 |
|
SU906646A1 |
| Оправка | 1983 |
|
SU1138259A1 |
| Разжимная оправка | 1981 |
|
SU986630A1 |
| Оправка для крепления разъемных деталей | 1977 |
|
SU738777A1 |
| Устройство для центрирования деталей | 1980 |
|
SU963712A2 |
| Оправка | 1987 |
|
SU1504008A1 |
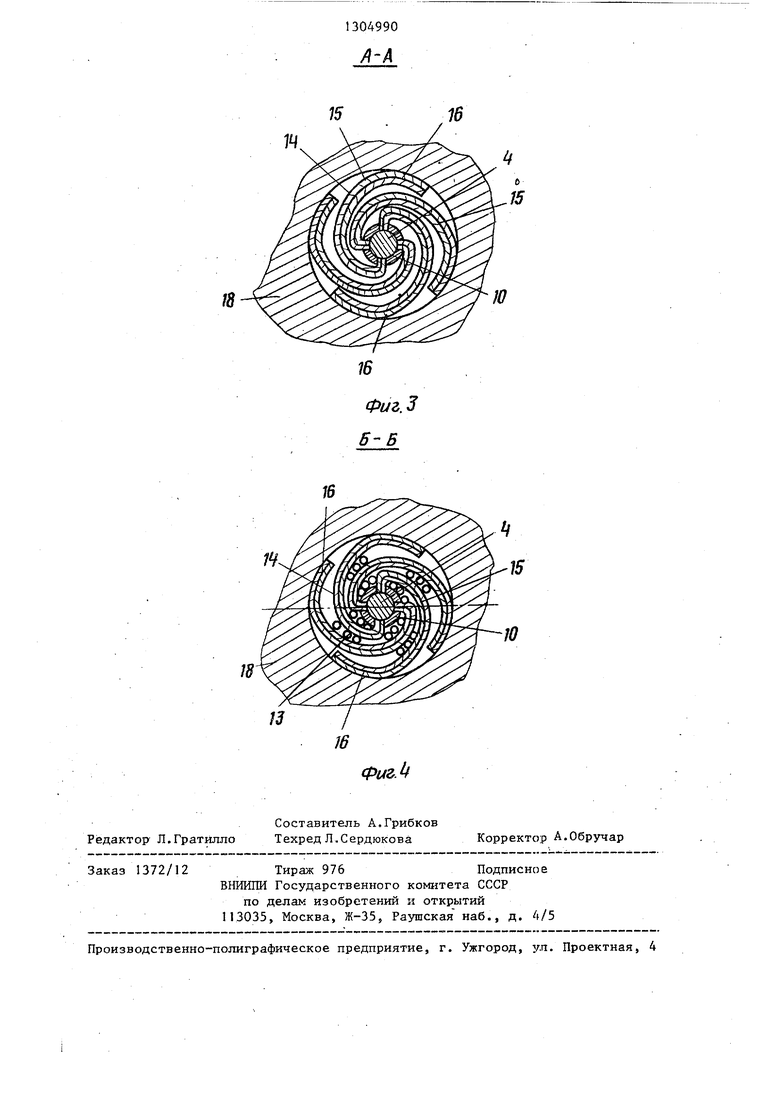
Изобретение относится к области металлообработки и предназначено для закрепления детали. Цель изобретения - повьшение точности закрепления посредством увеличения поверхности закрепления. Устройство содержит корпус 1, в котором установлена оправка 3 с центрирзтощим элементом, выполнен-. (Л оо о со со О ФигЛ
Ю
П
/J
Редактор Л.Гратйлло
Составитель А.Грибков Техред Л.Сердюкова
Заказ 1372/12
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская иаб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Обручар
| Устройство для закрепления деталей | 1980 |
|
SU931358A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , Ю -ГТП | |||
