ю
О)
4 ел
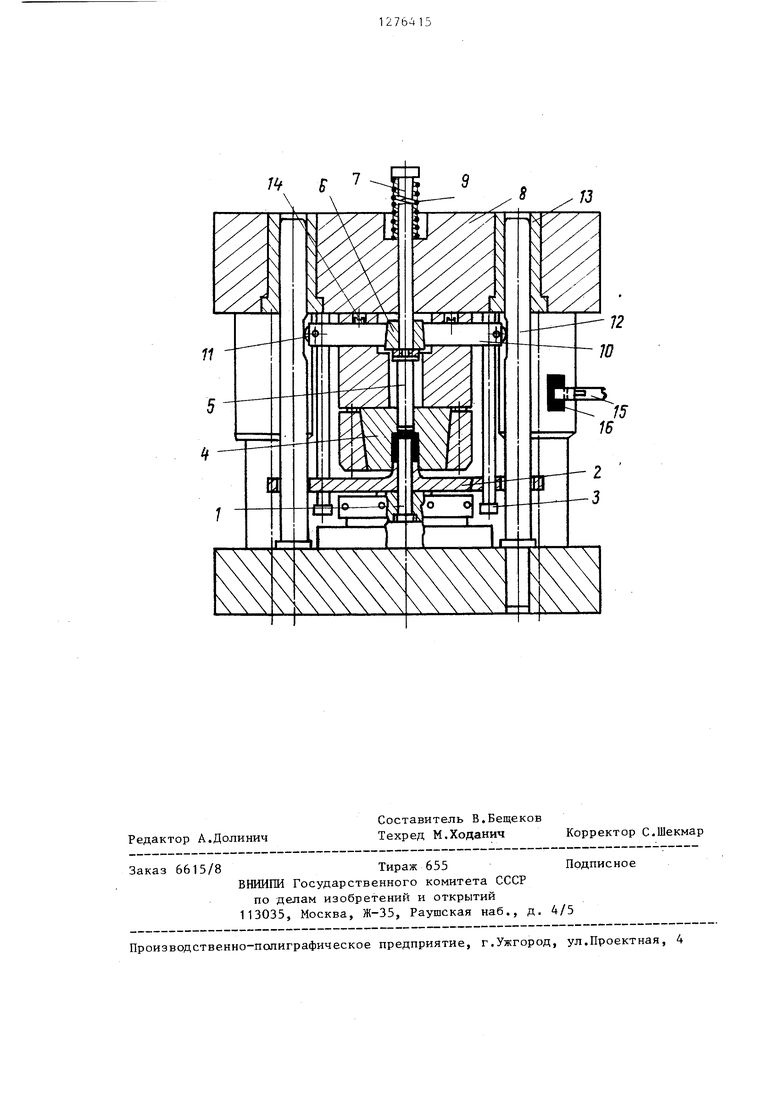
гч Изобретение относится к обработк металлов давлением, а именно к конст рукциям штампов для изготовления деталей типа ролика цепи обратным вьщавливанием, и является дополнительным к основному авт.св. № 1202681. Целью изобретения является повышение производительности и надежнос ти работы. На чертеже изображено предлагаемое устройство. Штамп для вьщавливания деталей типа ролика содержит пуансон 1, съемник 2, который подвижно сидит на тягах 3, служащие для удержания и настройки исходного положения съемника, Матрица 4 имеет внутренний кольцевой выступ и закреплена на верхней плите. Выталкиватель 5 опирается на втулку 6 и жестко связан со стержнем 7, который выпол нен с фланцем. Между плитой 8 и фланцем размещена пружина 9 сжатия. Втулка 6 и стержень 7 образуют толкатель. Втулка 6 имеет боковую коническую поверхность, связанную со скоса ми ползушек 10. На других концах ползушек закреплены ролики 11, имею щие контакт с профилированной повер ностью колонок.12. Внутри втулок 13 находятся постоянно колонки 12. Сто порные винты 14 удерживают ползушки 10 от выпадания, В случае применения заготовок с двойным и более отношением длины к диаметру пуансон 1 устанавливаетс в кольцевом выступе съемника 2 на о ну треть высоты заготовки, а выталкиватель 5 находится всегда в верхнем (по чертежу) положении, причем торец выталкивателя расположен выше внутреннего кольцевого выступа матр цы 4. Это обеспечивает надежную фик сацию детали, подаваемой клещевым захватом 15. Позицией 16 обозначена .заготовка. Штамп работает следующим образом В верхнем положении ползуна прес са съемник 2 находится выше среза пуансона 1 на одну треть высоты заготовки и удерживается тягами 3. По зушки 10 прижаты к колонкам 12 и втулке 6, Выталкиватель 5, жестко связанный со стержнем 7 под действи ем пружины 9, прижат к втулке 6, То рец выталкивателя 5 находится выше кольцевого выступа матрицы 4. 152 Заготовка 16 устанавливается клещевым захватом 15 в полость пуансонсъемник, захват отводится в исходное положение. Приходе ползуна пресса вниз верхний торец заготовки попадается в кольцевой выступ матрицы 4 до соприкосновения с выталкивателем 5. Одновременно съемник скользит по пуансону 1 и садится на выступ пуансонодержателя. При дальнейшем ходе ползуна пресса происходит выдавливание с раздачей и формирование детали, наружный диаметр которой больше диаметра заготовки. Истечение металла происходит навстречу пуансону до соприкосновения с цилиндрическим кольцевым выступом съемника 2, Высота детали, т.е. расстояние между торцом цилиндрического кольцевого выступа на съемнике 2 и площадкой втутреннего выступа матрицы 4 устанавливается ходом ползуна пресса. Настройка момента схода ролика 11 ползушки 10 в вытачку на колонке 12 производится по величине, равной примерно (1,05-1,1) Н, где Н - высота готовой детали. При дальнейшем ходе ползуна пресса происходит подсадка металла стенок детали до чертежного размера, при этом избыток металла перетекает через кольцевой зазор между пуансоном 1 и внутренним кольцевым выступом матрицы 4 в сторону выталкивателя 5, имеющего свободный.ход. При обратном ходе ползуна пресса усилие выталкивания через стержень 7 передается выталкивателю 5. Происходит удаление выдавленной детали из матрицы 4 и возвращение деталей штампа в исходное положение. Съем детали с пуансона 1 осуществляется съемником 2 посредством тяг 3. Формула изобретения Штамп для выдавливания деталей типа ролика по авт.св. № 1202681, отличающийся тем, что, с целью повышения производительности и надежности в работе, толкатель выполнен составным в виде стержня и охватьгоающей его втулки с коничес. кой боковой поверхностью, при этом стержень подпружинен относительно верхней плиты и соединен с выталкивателем.
74
;j
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления деталей типа ролика цепи, и является усовершенствованием изобретения по авт.св. № 1202681. Целью изобретения является повышение производительности и надежности работы штампа. Толкатель штампа выполняется составным в виде стержня и охватывающей его втулки с конической боковой поверхностью. Стержень подпружинен относительно верхней плиты и соединен жестко с выталкивателем, осуществляющим удаление выда-вленной детали из матрицы и возвращение деталей штампа в исходное положение. 1 ил.
| Штамп для выдавливания деталей типа ролика | 1984 |
|
SU1202681A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
