Изобретение относится к машиностроению, может использоваться на непрерывных станах, оборудованных барабанными летучими ножницами, и является усовершенствованием системы по автосв. У 1426788.
Цель изобретения - повышение надежности системы путем исключения влияния на ее работу реверса заготовки на входе стана после фиксации ее датчиком.
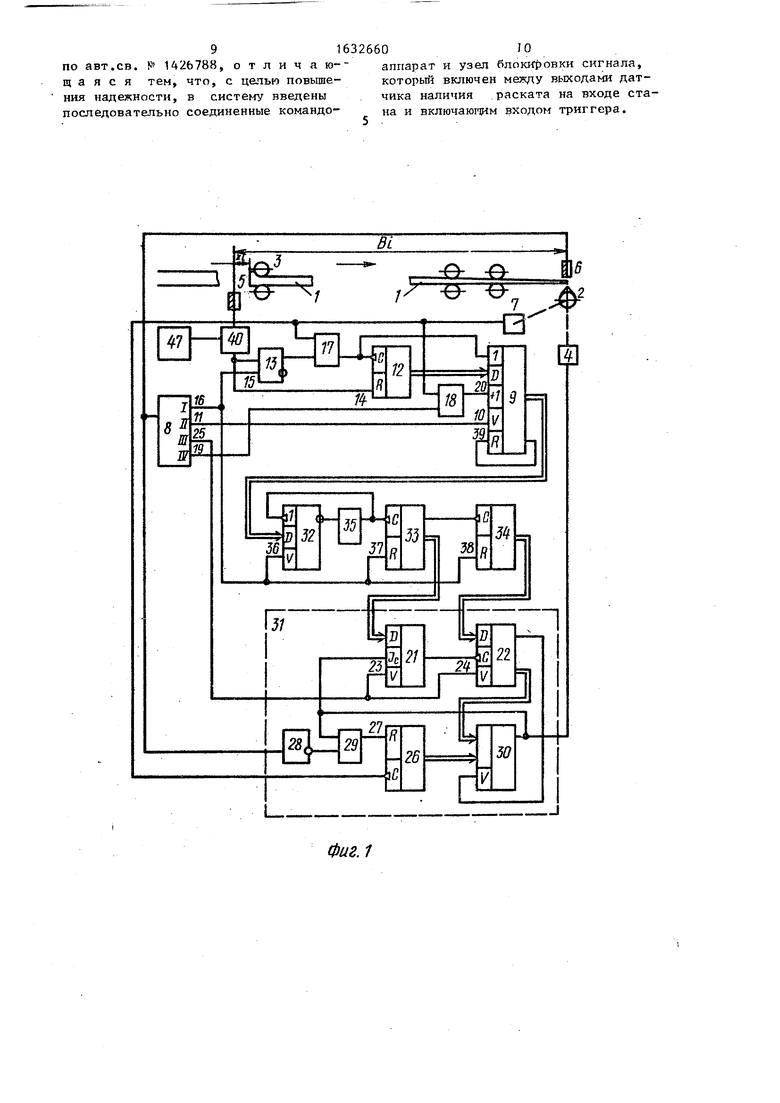
На фиг.1 представлена функционал ь9
пример
ная схема системы; на фиг. выполнения узла блокировки сигнала; на фиг.З - временные диаграммы работы узла блокировки сигнала.
Система управления раскроем сортового раската 1 летучими ножницами 2 на стане 3 содержит блок 4 включения реза, датчик 5 наличия раската на входе в стан и датчик б наличия проката на выходе стана, датчик 7 импулью
сов, кинематически связанный с барабаном летучих ножниц 2, программный блок 8, вход которого соединен с датчиком 6 наличия проката, основной счетчик 9, управляющий вход 10 которого соединен с выходом 11 программного блока 8, дополнительный счетчик 12, информационный выход которого соединен с информационным входом основного счетчика 9, триггер 13, включающий вход которого соединен с входом 14 установки в О дополнительного счетчика 12, а отключающий вход 15 - с выходом 16 программного блока 8, элемент И 17, один из вхо- дов которого соединен с выходом триггера 13, а выход - со счетным входом дополнительного счетчика 12, элемент И 18, один из входов которого соединен с выходом 19 программного бло гка 8, а выход - с суммирующим входом 20 основного счетчика 9,выполненные в виде счетчиков и последова- /гельно соединенные регистры 21 и 22, управляющие входы 23 и 24 которых соединены с выходом 25 программного блока 8, счетчик 26 текущей длины полосы, вход 27 установки в О которого через инвертор 28 и элемент ИЛИ 29 соединен с датчиком 6 наличия проката, а счетный вход - с датчиком 7 импульсов, блок 30 сравнения, информационные входы которого соединены с информационными выходами регистра 22 ичсчетчика 26, управляющий вход - с выходом О регистра 22, а выход - со счетным входом регистра 21, вторым входом элемента ИЛИ 29 и блоком 4 включения реза.
Регистры 21 и 22, счетчик 26, инвертор 28, элемент ИЛИ 29 и блок 30 сравнения входят в состав измерителя 31 длины полосы.
Кроме того, система содержит промежуточный счетчик 32, информационный вход которого соединен с информационным выходом основного счетчика 9,последовательно соединенные делитель 3 частоты и результирующий счетчик 34, информационные выходы которых соответственно соединены с информационными входами регистров 21 и 22, генератор 35, вход которого соединен с выходом О промежуточного счетчика 32, а выход - с вычитающим входом по следнего и счетным входом делителя 33 частоты, причем выход 16 программного блока 8 соединен с упраяляю0
щим входом 36 промежуточного счетчика, входом 37 установки в О делителя 33 частоты и входом 38 установки в О результирующего счетчика 34, выход элемента И 17 соединен с вычитающим входом основного счетчика 9, выход О которого соединен со своим входом 39 установки в О, а вторые входы элементов И 17 и 18 соединены с датчиком 7 импульсов, первый вход узла 40 блокировки сигна ла подключен к датчику 5 наличия раската, второй вход служит для за- 5 Дания сигнала Назад, а выход соединен с включающим входом триггера 13.
Узел 40 блокировки сигнала (фиг,2) содержит инвертор 41, элементы И 42 и 43, триггер 44, элемент ИЛИ 45 и одновибратор 46.
Сигнал Назад поступает в узел 40 блокировки от командоаппарата 47 (органа управления), с помощью которого оператор перемещает заготовку, вышедшую из нагревательной печи обратно в печь.
Узел 40 блокировки работает следующим образом.
В исходном положении при отсутствии раската 1 в поле зрения датчика 5 триггер 44 находится в нулевом состоянии и сигнал на его выходе отсутствует.
При появлении раската 1 в поле зрения датчика 5 его сигнал подго0
5
0
5
0
5
0
5
тавливает к работе элементы 42 и И 43 и при отсутствии сигнала Назад (фиг.З) на втором входе узла 40 блокировки приводит к срабатыванию элемента И 42. На выходе элемента И 42 появляется сигнал, который подтверждает установку триггера 44 в нулевое состояние. Кроме того, сигнал от датчика 5 через элемент ИЛИ 45 поступает на вход одновибра- тора 46 и подготавливает его к работе.
При выходе раската 1 из поля зрения датчика 5 сигнал на его выходе и на выходе элемента ИЛИ 45 исчезает. При этом запускается одновибратор 46. На выходе узла 40 блокировки формируется сигнал, который поступает далее в систему управления раскроем на включающий вход триггера 13 и на вход 14 счетчика 12.
Если после фиксации раската 1 датчиком 5 в узел .40 блокировки поступает сигнал Назад, то узел 40
работает следующим образом. При наличии двух сигналов (от датчика 5 и Назад) срабатывает элемент И 43 и триггер 44 устанавливается в единичное состояние. Сигнал с выхода триг гера 44 дублирует через элемент ИЛИ 45 сигнал на входе одновибратора 46, поэтому при уходе раската 1 обратно в печь и выходе его из поля зрения датчика 5 одновибратор 46 не срабатывает. При уходе раската в нагревательную печь сигнал Назад исчезает, а триггер 44 остается в единично состоянии.
При появлении заготовки вновь в зоне датчика 5 сигнал с выхода датчика поступает на элемент ИЛИ 45, дулируя на его выходе сигнал от триггера 44. Поскольку сигнал Назад отсутствует, элемент И 42 через инветор 41 подготовлен к работе. По сигналу от датчика 5 элемент И 42 срабатывает и устанавливает триггер 44 в нулевое состояние. При этом дублирование сигнала на элементе ИЛИ 45 от триггера 44 прекращается.
Далее, при выходе заготовки из зоны датчика 5 и исчезновении сигнала на его выходе сигнал на выходе элемента ИЛИ 45 исчезает, что приводит к срабатыванию одновибратора 46 и формированию сигнала на выходе узла 40 блокировки.
Таким образом, узел 40 блокировки
и сигнал Назад, поступающий на его второй вход, позволяют запретить начало процесса прогнозирования длины раската при возврате раската в нагревательную печь.
Система (фиг.1) работает следующи образом.
В исходном положении, при отсутствии проката в линии стана, счетные элементы системы установлены в нулевое состояние, сигнал на выходе триггера 13 отсутствует. Коэффициент деления делителя 33 частоты и регистра 21 равен числу п полос, на которое разрезается раскат. При ИСЧРЗНОЕРНИИ раската из сечения стана, контролируемого датчиком 5, и отсутствии сигнала Назад на втором входе узла 40 блокировки на выходе этого узла появляется короткий импульс. При появлении раската в поле зрения датчика 6 включается программный блок 8 и на его выходах 16, 11, 25 и 19 последовательно появляются управляющие сигналы. Первые три сигнала - импульсные, четвертый - длительный (потенциальный) и исчезает при отключении программного блока, которое происходит в момент выхода раската из поля зрения датчика 6. В состав блока 30 сравнения входят элемента сравнения и задатчик длины полосы (не показано).
При| состоянии регистра 22,отличном от нуля,блок 30 осуществляет сравнение состояний счетчика 26 и регистра 22. В противном случае осуществляется сравнение состояний счетчика
26 и задатчика длины полосы. Выбор канала сравнения определяется управляющим сигналом на выходе О регистра 22.
Длина Lj 1-го раската определяется из соотношения
В ; (- X ;
(1)
где В
i-(
приведенная к выходу стана базовая длина раската, эквивалентная расстоянию между контрольными сечениями на входе и выходе стана в период прокатки (i-1)-ro раската; X1 - приведенная к выходу стана координата 1-го раската относительно контрольного сечения на входе в стан, определенная в момент пересечения его началом контрольного сечения на выходе стана. При вычислении базовой длины В используется соотношение
X,
+ Т,
1-1 )
(2)
где X ( - координата конца (i-1)-ro
раската;
, - длина Ц-1)-го раската. Преобразуя (1) и (2), получим
Ч
Х}-,+
м-. -х;(3)
50
Длина полосы 1, для равномерного раскроя 1-го раската вычисляется из соотношения
55
(4)
rv
по
где п - заданное число полос. Первый раскат разрезается заданной уставке.
В период его прокатки определяется базовая длина В,, т.е. элементы системы подготавливаются к раскрою последующего раската на полосы равной длины. Второй раскат задается в стан с паузой, обеспечивающей приемку последней полосы первого оаската механизмами холодильника.
При исчезновении конца первого раската из поля зрения датчика 5 и отсутствии сигнала Назад узел 40 блокировки сигнала формирует короткий импульс, который включает триггер 13, открывается элемент И 17 и импульсы датчика 7 начинают суммироваться дополнительным счетчиком 12. Начинается отсчет величины Хр При этом основной счетчик 9 остается в
исходном состоянии, так как на его вход 39 поступает сигнал, запрещающий счет. При пересечении началом первого раската сечения, контролируемого датчиком 6, включается программный блок 8, на выходах которого последовательно появляются управляющие сигналы. Первый сигнал (выход 16) отключает триггер 13, и счет импульсов счетчиком 12 прекращается. К этому моменту счетчиком 12 будет накоплено число импульсов датчика 7, эквивалентное длине X,. Этим же сигналом делитель 33 частоты и результирующий счетчик 34 устанавлива- ется в О (в данном случае их состояние не изменяется, так как они были установлены в О в исходном положении) , а промежуточный счетчик 32 устанавливается в состояние, со- ответствующее состоянию основного счетчика 9, т.е. состояние О. Второй сигнал (выход 11) программного блока 8 разрешает перенос информации из дополнительного счетчика -12, эк- Бивалентной длине Х, в основной счетчик 9. Третий сигнал (выход 25) разрешает перенос информации из делителя 33 частоты и результирующего счетчика 34 в регистры 21 и 22. Так как включение генератора 35 не произошло (промежуточный счетчик 32 остался в нулевом состоянии), регистры 21 и 22 также не изменяют своего нулевого состояния. Четвертый сиг- нал (выход 19) открывает элемент И 18, через который импульсы датчика 7 начинают суммироваться основным счетчиком 9.
Сигнал датчика 6 разрешает отсчет текущей длины полосы счетчиком 26. Так как на выходе О регистра 22
сигнал отсутствует, то блок 30 осуществляет сравнение состояний этого регистра и счетчика 26. При равенстве этих состояний выходной сигнал блока 30 сравнения включает блок 4
реза, и от раската отделяется первая полоса.Одновременно с этим выходной сигнал блока 30 устанавливает в О счетчик 26 и увеличивает состояние регистра 21 на единицу. Начинается
отсчет текущей длины второй полосы, отрезание которой вновь приводит к увеличению на единицу состояния регистра 21, т.е. состояние становится эквивалентным заданному коэффициенту деления, например, п 5). В результате этого состояние регистра 22 увеличивается на единицу.
При исчезновении конца второго раската из поля датчика 6 отключается программный блок 8. Элемент И 18 закрывается. К этому моменту состояние основного счетчика 9 станет эквивалентно значению В2.
Раскрой всех последующих раскатов осуществляется в аналогичной последовательности.
РОЛИ в процессе прокатки оператор перемещает заготовку, зафиксированную датчиком 5, обратно в печь, то на втором входе узла 40 блокировки появляется сигнал Назад „При этом триггер 44 (фиг.2) устанавливается в единичное состояние и при выходе заготовки из зоны датчика 5 сигнал на выходе -элемента ИЛИ 45 (фиг. 2) не
исчезает, так как он задублирован сигналом от триггера 44. Одновибратор 46 при этом не запускается и система раскроя не начинает очередного цикла прогнозирования. При новой фиксации заготовки датчиком 5 и отсутствии сигнала Назад триггер 44 устанавливается в нулевое состояние и не дублирует сигнал от датчика 5.
Таким образом введение в систему узла блокировки с задаваемым на его второй вход сигналом Назад исключает сбои в прогнозировании длины полосы и возникновение аварийных ситуаций на холодильнике прокат-ноГо стана . Формула изобретения)
Система управления раскррем сортового раската летучими,ножницами
по авт.св. У 1426788, отличающаяся тем, что, с целью повышения надежности, в систему введены последовательно соединенные командоаппарат и узел блокировки сигнала, который включен между выходами датчика наличия раската на входе стана и включаюгхим входом триггера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |

Изобретение относится к машиностроению, в частности к порезке раската на полосы. Цель изобретения - повышение надежности в работе. Система управления раскроем сортового раската летучими ножницами стана содержит блок включения реза, датчики на входе и выходе стана, датчик импульсов, программный блок,основной и дополнительный счетчики, триггер,два элемента И, измеритель длины полосы, промежуточный счетчик, делитель частоты, результирующий счетчик, генератор, узел блокировки сигнала датчика на входе стана, который включен мек- ду датчиком и триггером. На каждом раскате основным и дополнительным счетчиками вычисляется приведенная к выходу стана длина базового расстояния между датчиками на входе и выходе стана. При поступлении в стане следующего раската основным счетчиком прогнозируется длина этого раската, и далее информация поступает в промежуточный счетчик. Деление этой длины на заданный коэффициент позволяет получить в результирук ем счетчике значение длины полосы равномерного раскроя раската. Узел блокировки сигнала датчика на входе стана производит анализ наличия сигнапа Назад на возврат заготовки в нагревательную печь, по которому запрещается прогнозирование длит; раската. 3 ил. SS
Фиг. 1
4L
Редактор О.Юрковецкая
Составитель В.Родимов
Техред Л.ОлийныкКорректор Н.Король
Заказ 580
Тирлж 474
ВНИИПИ Государственногр .комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
45
46
КТРИГПЕpyt3
44
Подписное
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
