(Л
to
4
СО к1
ката на заданное число полос п вы- Цисляится длина 1 полосы для равног Мерного раскроя. При поступлении раската в се.чение резания измеритель 19 отсчитывает тeкyr yю длину полосы. 1оменты равенства вычисленной и теку- 1чей длин полос отмечаются элементом 16 сравнения, который через блок 4 реза включает летучие ножницы 3. При Ьтрезании от начала одного из раскатов короткой полосы ее длина 1 измеряется блоком 25 коррекции, который вычисляет частное от деления этой длины на заданное число п полос. Вычисленная величина поступает в измеритель И 13 и изменяет его состояние таким образом, чтобы отрезаемые от этого раската полосы соответствовали скорректированной длине, найденной из соотношения l l/n-l /n. 2 с.п. ф-лы, 6 ил.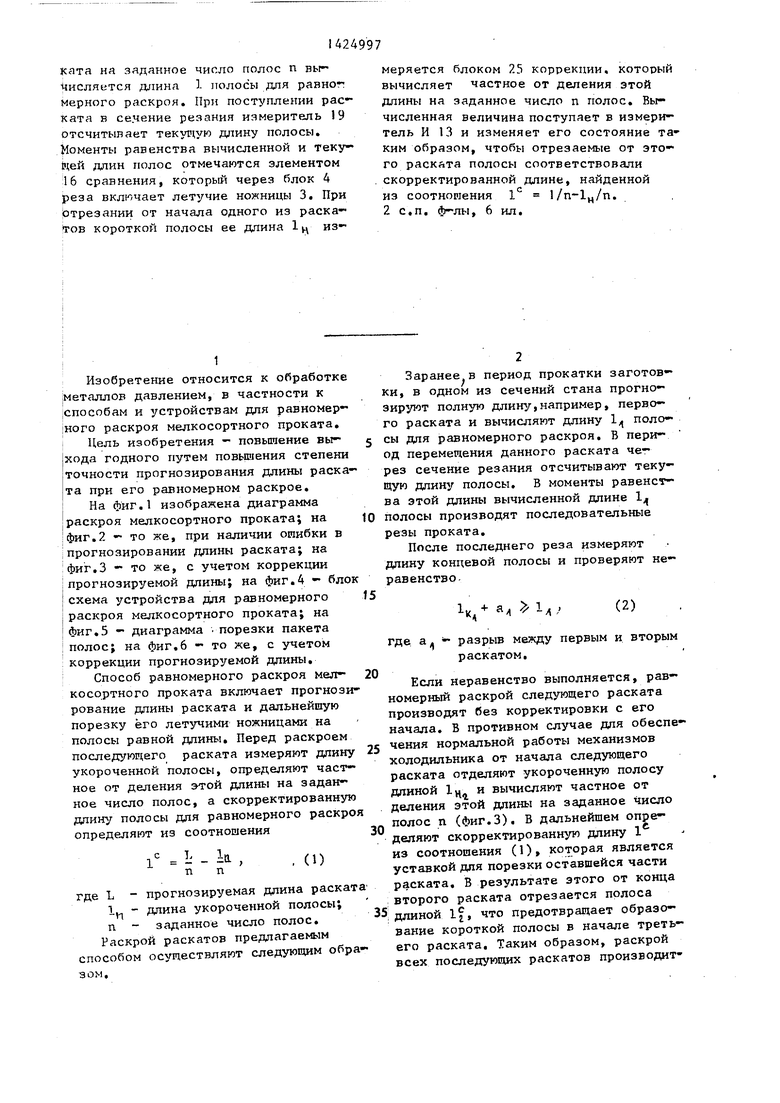

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для равномерного раскроя мелкосортного проката. Целью изобретения является повы шение выхода годного путем повышения степени точности прогнозирования длины раската при его равномерном раскрое. В период прокатки заготовки на входе в стан блоком 18 прогнозирования путем деления общей длины L рас-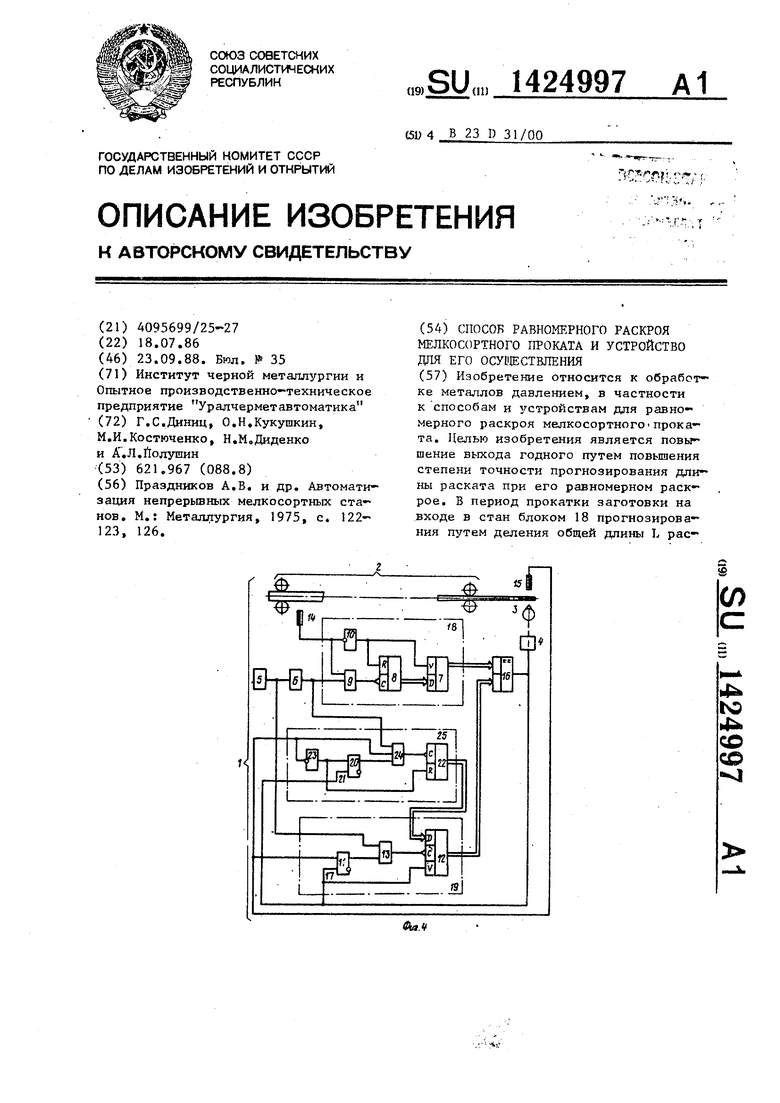
1
Изобретение относится к обработке металлов давлением, в частности к |способам и устройствам для равномерного раскроя мелкосортного проката,
Цель изобретения - повышение вы- хода годного путем повышения степени точности прогнозирования длины раската при его равномерном раскрое.
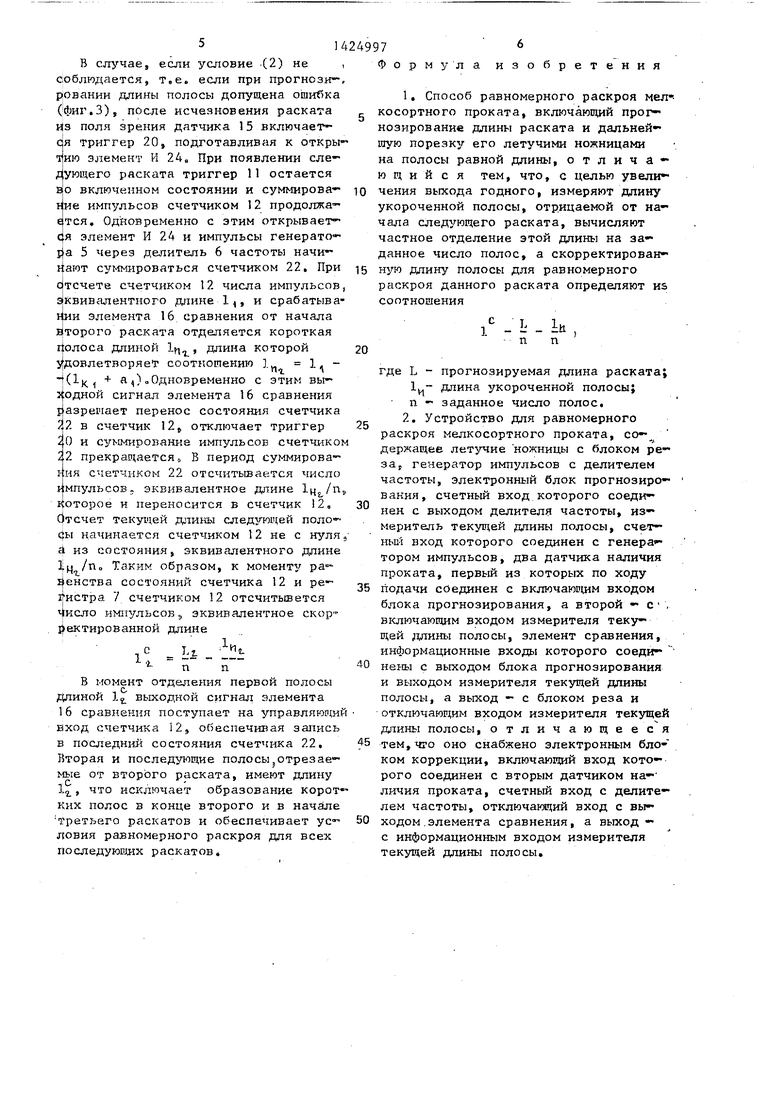
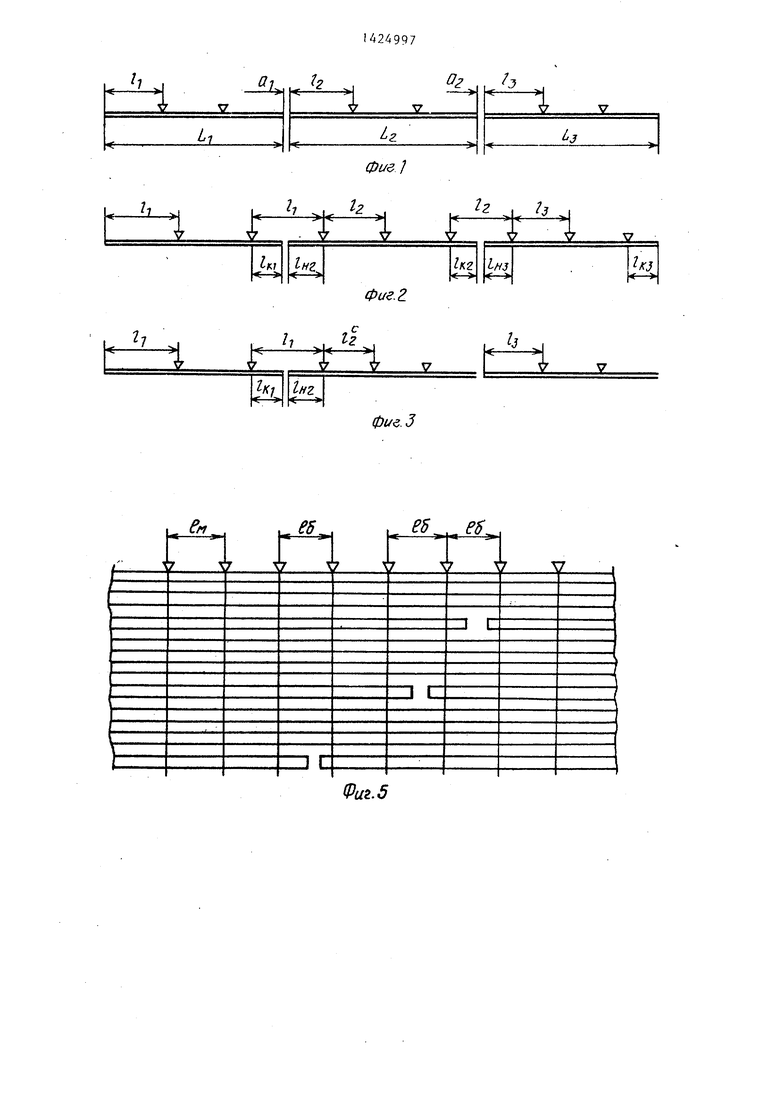
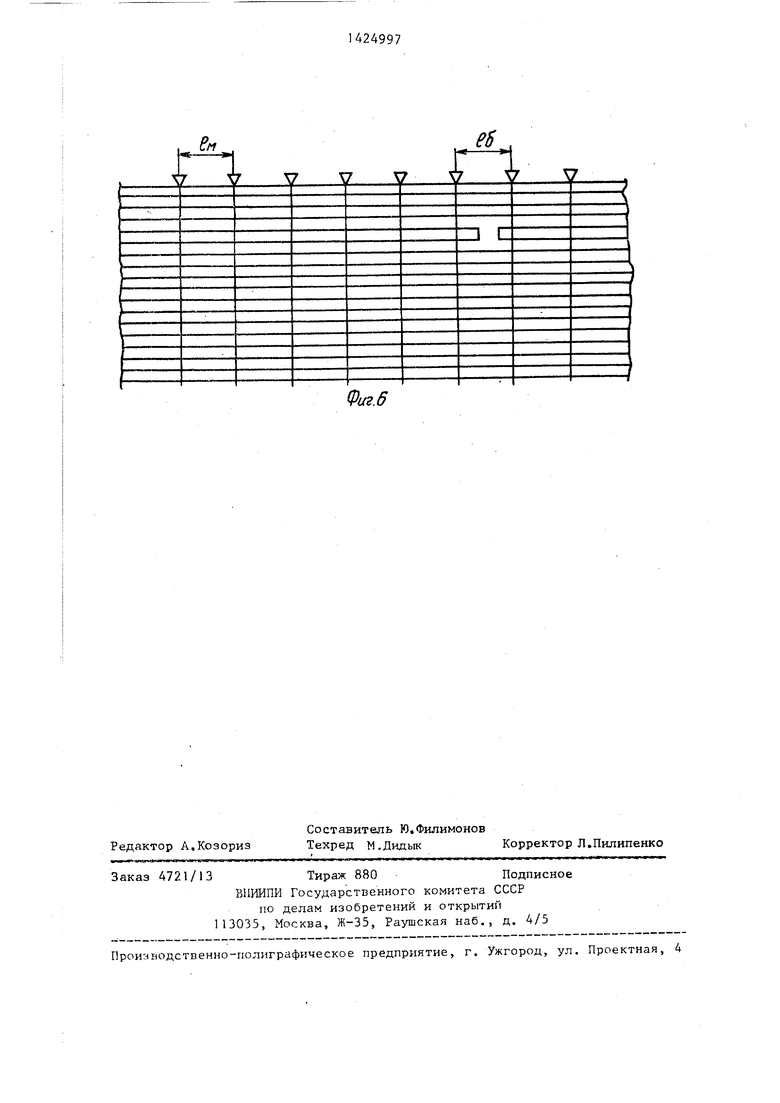
На фиг.1 изображена диаграмма раскроя мелкосортного проката; на фиг.2 - то же, при наличии ошибки в прогнозировании длины раската; на фиг.З - то же, с учетом коррекции прогнозируемой длины; на фиг.А - бло схема устройства для равномерного раскроя мелкосортного проката; на фиг.З - диаграмма .порезки пакета полос; на фиг.6 - то же, с учетом коррекции прогнозируемой длины.
Способ равномерного раскроя мел- косортного проката включает прогнозирование дпины раската и дальнейшую порезку его летучими ножницами на полосы равной длины. Перед раскроем последующего раската измеряют длину укороченной полосы, определяют частное от деления этой длины на заданное число полос, а скорректированную дпину полосы для равномерного раскро определяют из соотношения
L - k ,
п п
, (1)
где L - прогнозируемая длина раската 1., - длина укороченной полосы; п - заданное число полос. Раскрой раскатов предлагаемым способом осуществляют следующим образом.
Заранее в период прокатки заготовки, в одном из сечений стана прогнозируют полную длину,например, первого раската и вычисляют длину 1 полосы для равномерного раскроя. В период перемещения данного раската через сечение резания отсчитывают текущую длину полосы, в моменты равенства этой длины вычисленной длине 1 полосы производят последовательные резы проката.
После последнего реза измеряют длину концевой полосы и проверяют неравенство.
а 1,
(2)
где а. - разрыв между первым и вторым раскатом.
Если Неравенство выполняется, равномерный раскрой следующего раската производят без корректировки с его начала. В противном случае для обеспечения нормальной работы механизмов холодильника от начала следующего раската отделяют укороченную полосу длиной 1ц и вычисляют частное от деления этой длинь: на заданное число полос п (фиг.З), В дальнейшем определяют скорректированную длину 1 из соотношения (1), которая является уставкой для порезки оставшейся части раската. В результате этого от конца второго раската отрезается полоса длиной Ij, что предотвращает образование короткой полосы в начале третьего раската. Таким образом, раскрой всех последующих раскатов производится на полосы равной длины, без образования коротких полос, на стыке смежных раскатов.
Устройство I для равномерного раскроя мелкосортного проката на стане 2 содержит летучие ножницы 3 с блоком 4 реза, генератор 5 импульсов с делителем 6 частоты, регистр 7, сое диненый каналом информации со счетчи- ю ется в период перемещения раската в
ком 8, на счетном входе которого установлен элемент И 9, одновибратор 10, выход которого соединен с входом установки в О счетчика 8 и управляющим входом регистра 7, триггер 11, счетчик 12, злемент И 13, входы которого соединены с выходом триггера 11 и выходом генератора 5, а выход - со счетным входом счетчика 12, датчик 14 наличия проката, соединенный с входами одновибратора 10 и первым входом элемента И 9, второй вход которого соединен с делителем 6 частоты, датчик 15 наличия проката, соединен-
поле зрения датчика 14 путем сумми- рования счетчиком 8 через делитель 6 частоты импульсов генератора 5. По окончанию прогнозирования, в мо-
15 мент исчезновения раската из поля
зрения датчика 14, выходной одиночны импульс одновибратора 10, поступая на управлякщий вход регистра 7, разрешает перенос числа, эквивалентно О го длине , полосы, из счетчика 8 в регистр 7 о
При появлении начала раската в полости резания выходной сигнал датчика 15 включает триггер 11, открьша
ный с включающим входом триггера 11, 25 тем самым элемент И 13. Импульсы геэлеМент 16 сравнения, информационные входы которого соединены с выходами регистра 7 и счетчика 12, а выход - с блоком 4 реза и отключающим входом 17 триггера П. Регистр 7, счетчик 8 Элемент И 9 и одновибратор 10 входят в состав блока 18 прогнозирования. Триггер 11, счетчик 12 и элемент И 13 входят в состав измерителя 19 текущей длины полосы.
Блок коррекции содержит триггеп. 20, отключающийся вход 21 которого соединен с выходом элемента 16 сравнения, счетчик 22, выход которого
30
35
нератора 5 начинают поступать на счетный вход счетчика 12, т.е. начинается отсчет текущей длины первой полосы. В момент равенства состояния счетчиков 8 и 12 срабатывает элемент 16 сравнения, выходной сигнал которо- го включает блок 4 реза. От раската отделяется первая полоса длиной 1. Этот же сигнал, поступая на управляющий вход счетчика 12, разрешает перенос числа из счетчика 22 в счетчик 12. Так как счетчик 22 установлен в нулевое состояние, то счетчик 12 также оказывается в нулевом состо-
соединен с информационным входом янии. В дальнейшем, таким же образом, чика 12, одновибратор 23, вход которо- от раската отрезаются последующие го соединен с датчиком 15 наличия проката, а выход - с включающим входом триггера 20 и входом установки в О счетчика 22, элемент И 24, входы которого соединены с делителем 6
полосы.
Возможны два варианта работы устройства при обработке полос на стыке смежных раскатов.
50
частоты, датчиком 15 наличия проката и выходом триггера 20. Триггер 20, счетчик 22, одновибратор 23 и элемент И 24 входят в состав блока 25 коррекции.
Устройство работает следующим образом.
В исходном положении, при отсутствии проката в линии стана, счетчики 8,12 и 22 установлены в нулевое состо- но яние, триггеры 11 и 20 отключены, сигнал на их выходах отсутствует, коэффициент п деления делителя 6 час
В случае, если соблюдается неравенство (2)jT.e. если прогнозирование длины полосы выполнено без ошибок (фиг.1).в момент исчезновения первого раската из поля зрения датчика 15 через одновибратор 23 включается триггер 20, который после последнего срабатывания элемента 16 сравнения вновь отключается. Одновремен-
с этим отключается триггер 11 и устанавливается в О счетчик 12, Устройство готово к приемке следу- ющего раската.
тоты равен заданному числу полос. Блок 4 реза включается только при наличии проката в плоскости резания.
При появлении первого раската на входе в стан блок 18 прогнозирования начинает прогнозирование и вычисление длины полосы 1 для равномерного раскроя. Прогнозирование осуществля-
поле зрения датчика 14 путем сумми- рования счетчиком 8 через делитель 6 частоты импульсов генератора 5. По окончанию прогнозирования, в мо-
мент исчезновения раската из поля
зрения датчика 14, выходной одиночный импульс одновибратора 10, поступая на управлякщий вход регистра 7, разрешает перенос числа, эквивалентного длине , полосы, из счетчика 8 в регистр 7 о
При появлении начала раската в полости резания выходной сигнал датчика 15 включает триггер 11, открьшая
0
5
нератора 5 начинают поступать на счетный вход счетчика 12, т.е. начинается отсчет текущей длины первой полосы. В момент равенства состояния счетчиков 8 и 12 срабатывает элемент 16 сравнения, выходной сигнал которо-s го включает блок 4 реза. От раската отделяется первая полоса длиной 1. Этот же сигнал, поступая на управляющий вход счетчика 12, разрешает перенос числа из счетчика 22 в счетчик 12. Так как счетчик 22 установлен в нулевое состояние, то счетчик 12 также оказывается в нулевом состо-
янии. В дальнейшем, таким же образом, от раската отрезаются последующие
полосы.
Возможны два варианта работы устройства при обработке полос на стыке смежных раскатов.
0
но
В случае, если соблюдается неравенство (2)jT.e. если прогнозирование длины полосы выполнено без ошибок (фиг.1).в момент исчезновения первого раската из поля зрения датчика 15 через одновибратор 23 включается триггер 20, который после последнего срабатывания элемента 16 сравнения вновь отключается. Одновремен-
с этим отключается триггер 11 и устанавливается в О счетчик 12, Устройство готово к приемке следу- ющего раската.
если условие -(2) не
В сщ -чае,
соблюдается, т,е если при прогнози рованин длины полосы допущена ошибка (фиг.З), после исчезновения раската Из поля зрения датчика 15 включает - ся триггер 20, подготавливая к откры тию элемент И 24 При появлении еле- дующего раската триггер 11 остается во включенном состоянии и суммирование импульсов счетчиком 12 продолжается. Одновременно с этим открывает- с.я элемент И 2А и импульсы генерато- р|а 5 через делитель 6 частоты начи- Йают суммироваться счетчиком 22, При Отсчете счетчиком 12 числа импульсов 21квивалентного длине 1 , и срабатыва ции элемента 16 сравнения от начала BJTOporo раската отделяется короткая г|олоса длиной 1, длина которой Удовлетворяет соотношению . -|(1х, + а ,) .Одновременно с
1
«г
этим вы1о
L
И,
п
п
з одной сигнал элемента 16 сравнения разрешает перенос состояния счетчика 22 в счетчик 12, отключает триггер 20 и суммирование импульсов счетчико 22 прекра0;ается, В период суммирования счетчиком 22 отсчитьшается число :мпульсоБ. эквивалентное длине piOTOpoe и переносится в счетчик 12, Ьтсчет текущей длины следующей поло Сы начинается счетчиком 12 не с нуля и из состояния, эквивалентного длине 3|ц /п« Таким образом, к моменту pa- : енства состояний счетчика 12 и ре- з истра 7 счетчиком 12 отсчитьшется исло импульсов 3 эквивалентное скор™ Йектированной длине
,1,
мые ,с л.
В момент отделения первой полосы |линой 1 выходной CHrHaji элемента 16 сравнения поступает на управляющий Вход счетчика 12,, обеспечивая запись в последний состояния счетчика 22, Вторая и последу1 1щие полосы отрезае- от второго раската, имеют длину что исключает образование коротких полос в конце второго и в начале п ретьего раскатов и обеспечивает ус ловня равномерного раскроя для всех последуюсщх раскатов.
р м у л а
изобретения
,
20
п
п
5
0
5
0
5
0
где L - прогнозируемая длина раската; 1ц- длина укороченной полосы; п - заданное число полос, 2. Устройство для равномерного раскроя мелкосортного проката, содержащее летучие ножницы с блоком ре- зар генератор импульсов с делителем частоты, электронный блок прогнозирования, счетный вход которого соединен с выходом делителя частоты, измеритель текущей длины полосы, счет- ньш вход которого соединен с генератором импульсов, два датчика наличия проката, первый из которых по ходу подачи соединен с включаюп(им входом блока прогнозирования, а второй - С . включающим входом измерителя текущей полосы, элемент сравнения, информационные входы которого соеди- нены с выходом блока прогнозирования и выходом измерителя текущей длины полосы, а выход - с блоком реза и отключаюгдам входом измерителя текущей длины полосы, отличающееся тем, что оно снабжено электронным блоком коррекции, включающий вход которого соединен с вторым датчиком на- личия проката, счетный вход с делителем частоты, отключающий вход с выходом .элемента сравнения, а выход - с информационным входом измерителя текущей длины полосы.
-
д
/л-г
- tr-HHH
ilJ
е-
-
Фаг.5
фивЧ
Aj -
Ks «-
гЬ
фи.З
Фиг.б
| Праздников А.В | |||
| и др | |||
| Автоматизация непрерьшных мелкосортных станов | |||
| М.: Металлургия, 1975, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
