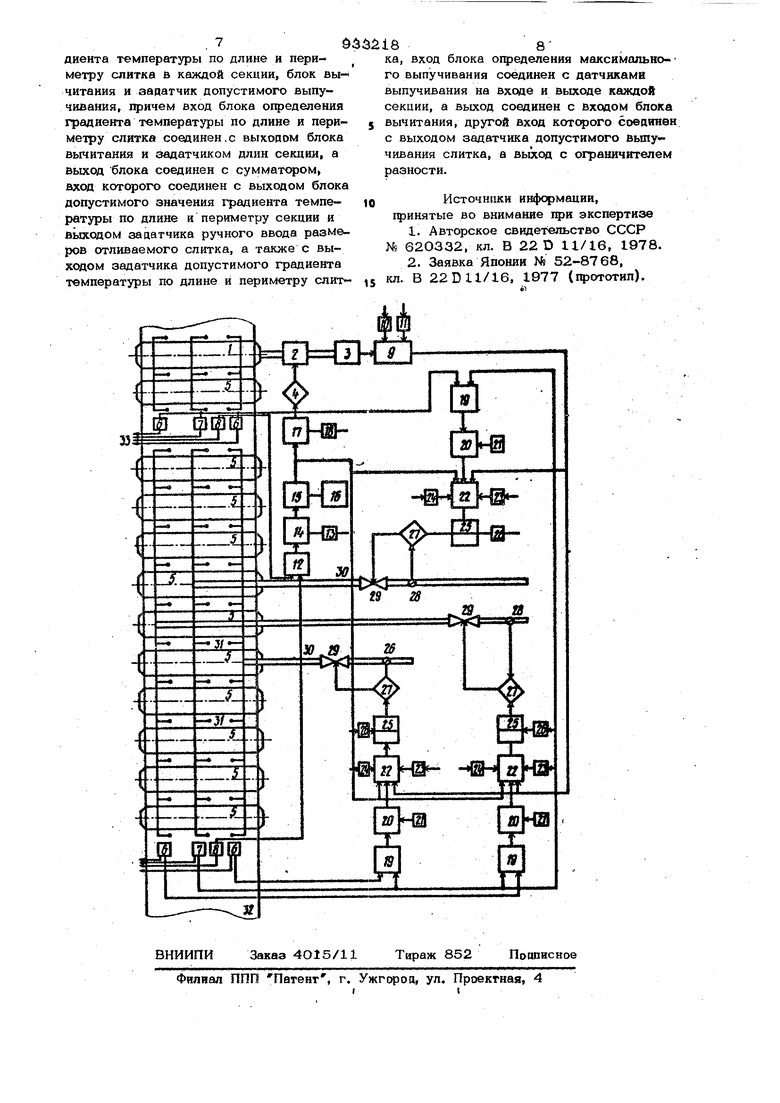
ры н измерители расхода воды, исполнительные механизмы ГЗ. Недостатком этого устройства является то, что оно не позволяет осуществлять корректировку режима охлаждения в зависимости от градиента температуры поверхности по длине и периметру заготовки, от выпучивания корочки под воздействием ферростатического давления жидкого металла. Целью изобретения является повышение качества непрерывнолитого слитка. Цель достигается тем, что в устройство для регулирования режима охлаждения непрерывнолитого слитка, содержащее электродвигатель приводного ролика, тахо генератор, регулятор скорости вытягиваНИН слигка, датчики температуры поверхности слитка, датчики выпучивания слитк блоки умножения, задатчики химсостава, температуры и скорости вытягивания жид кого металла,-блоки вычитания и ограничения разности, блок индикации, сумматоры, зацатчики длин секций и геометрических размеров слитка, делители, задатники задержки времени, регуляторы и измерители расхода воды, исполнительные механизмы, введены блок определения градиента температуры по длине и периметру слитка, блок определения максимал ного выпучивания, задатчик допустимого градиента температуры по длине и периметру, слитка в каждой секции, блок вычитания и задатчик допустимого выпучивания, причем вход блока огределения градиента температуры по длине; и периметру слитка соединен с выходом блока вычитания и задатчиком длин секции, а выход блока соединен с сумматором, вхо которого соединен с выходом блока допус тимого значения градиенгга температуры по длине и периметру секции и выходом аадатчика ручного ввода размеров отливаемого слитка, а также с (Выходом задатчика допустимого градиента температуры по длине и периметру слитка, вход блока определения максимального выпучивания соединен с датчиками выпучивани на входе и выходе каждой секции, а выход соединен с входом блока вычитания, другой вход которого соединен с выходом задатчика допустимого выпучивания слитка, а выход - с ограничителем разности. На чертеже представлена схема предлагаемого устройства. Устройство состоит из приводного, ролика 1, электродвигателя 2, тахогенератора 3, регулятс а 4 вытяги &3 84 вания слитка поддерживающих роликов 5 секции, датчиков 6 и 7 температуры пов хности слитка, датчиков 8 выпучивания слитка, блока 9 умножения, задатчика 10 ручного ввода химсостава разливаемого металла, дадатчика И отклонения температуры жидкого металла от оптимального значения, соединенных с блоком 9 умножения. Датчики 8 выпучивания слитка, в качестве которых могут быть использдваны, нагфимер, дифтрансформаторные, установленные в начале и конце форсуночной секции вторичного охлаждения, соединены с блоком 12 вьщеления максимального выпучивания слитка, Задатчик 13 ручного ввода допустимого значения выпучивания слитка соединен с блоком 14 вычитания и блоком 12. Выход блока 14 соединен с ограничителем 1& разности, к которому присоединены блок 16 индикации во астания выпучивания слитка и блок 17 вычитания. Вход регулятора 4 скорости вытягивания слитка соединен с выходом блока 17 вычитания. которому поцсоецинен задатчик 18 ручного ввода скорости вытягивания слитка, Датчики 6 и 7 температуры поверхности слитка, установленные в трех точках вдоль широкой грани, соединены с блоками 19 вычитания. Выход блока 19 соединен с входом блока деления 20, вход которого соединен с вьисодом задатчика длины 21. Входы сумматоров 22 соединены с выходами задатчика 23 размеров слитка и задатчика 24 ручного ввода градиента температур поверхности слитка. Вход блока 25 деления соединен с выхо дом задатчика 26 задержки времени, а Выход - с входом регулятора расхода воды. Вход регулятора 27 соединен с выходом измерителя 28 расхода воды, а выход - с входом исполнительного механизма 29, от которого отходят трубопроводы 30. В процессе не1Ч)ерывной разливки разливают сталь в кристаллизатор, например, сечением 25OV 165О мм, из которого вытягивают слиток со скоростью О,8м/мин. В зоне вторичного охлаждения слиток охлаждается водой, разливаемой форсунками 31 сгруппированными по блокам в ceKHUHt Температура поверхности слитка 32 измеряется пщ)ометрами спектрального отношения, установленными по ширане слитка в начале и конце форсуночной секции. По ширине слитка измерение температуры поверхности осуществляется тремя
пирометрами, установленными по середине и краям слитка. Сигналы с пирометров поступают на блоки вычитания и далее в сумматоры. На разливку подают сталераэливочный ковш с определенной температурой металла определенного химсостава. Скорость вытягивания слитка устанавливается в соответствии с заданием с помощью системы регулирования. Перед началом процесса разливки оператор подает сигналы на блок 9 умножения через задатчики Ю и 11 ручного ввода, соответствующие химсоставу разливаемой стали и отклонению температуры жидкого металла от оптимального значения. В этот же блок 9 умножения поступает сигнал от тахоге- нератора 3, соответствующий текущему значению скорости вытягивания слитка. В блоке 9 сигналы перемножаются и обоб-2о ix. щенный сигнал поступает в сумматоры 22. Перед началом процесса разливки оператор подает сигнал на блок 14 вычи тания через задатчик 13 ручного ввода величины допустимого выпучивания. Выпучивание слитка измеряется в его середине датчиками перемещения, установлен ,ными в начале и конце секции. Сигналы |с датчиковПеремещений сравниваются (по величине в блоке 12 определения мак симальйого выпучивания, которые посту|Пают в блок 14 вычитания. В этом бло )ке определяется разность допустимого и наибольщего измеренного выпучивания, которая поступает в ограничитель 15 разности. Выходной сигнал ограничителя 15 разности равен нулю, если сигнал меньще или равен О и равен некоторой величине гфи ее величине, больщей нуля. Таким образом, реакция устройства по выпучиванию слитка имеет место лищь |При его возрастании выще допустимого значения. Сигнал разности поступает в блок 16 индикации возрастания выпучивания слитка, в блок 17 для снижения скорости вытягивания слитка и в сумматоры 22 для увеличения расходов воды в форсуночных блоках секции вторичного охлаждения. В блоках 19 вычитания огфе деляется разность измеренных темпера-у тур поверхности по середине слитка в начале и в конце секции, и по щирине слитка - между ее краями и серединой в конце секции. В сумматорах 22 производится сравнение разности измеренных температур поверхности слитка с заданными их градиентами, и результаты суммируются с сигналами задатчиков 23 ограничителей 15 разности допустимого
и наибольщего из измеренных выпучива- i НИИ и блоков 9 умножения.
Полученные обобщенные сигналы, соответствующие заданной скорости вытягивания и указанным вьпие технологическим параметрам процесса разливки, 1юдаются в делительное устройство 25, в котором производится деление измеренного пере пада температуры поверхности на длину
соответствующей секции и определение градиента температуры, и далее - в регуляторы 27 расхода воды. Регуляторы 27 управляют исполнительными механиэмами 29, установленными на трубопроводах ЗО, а измерители 28 расхоаов вопы фиксируют текущие расходы всшы в форсуночных блоках секции вторичного охлаждения. Повыщение вытягивания слитка 32, вьшучивания выше допустизначений, разности температур поверхности приведет к повьшению необходимых расходов воды. Применение предлагаемого устройства позволит снизить ак по Наружным трещинам на 0,1%, а по внутренним - на 0,2%. Экономический эффект в условиях Ново-Липецкого металлургического завода при производстве 45О тыс. т, слитков °Д составит Э 47,8 (0,14-0,2) 45О,ООО1СГ 64530 руб., где 47,8 - стоимость брака 1 т слитков, руб./год. Формула изобретения Устройство для регулирования режима охлаждения нехферывнолитого слитка, содержащее электродвигатель щэиводного ролика, тахогенератор, регулятор скорости вытягивания слитка, датчики температуры поверхности слитка, датчики выпучивания слитка, блоки умножения, задатчики химсостава, температуры и CKqpoo ти вытягивания жидкого металла, блоки вычитания и ограничения разности, блок ивдикации, сумматоры, задатчики длин секций и геометрических размеров слитка, делители, задатчики задержки времени, регуляторы и измерители расхода воды, исполнительные механизмы, отличающееся тем, что, с целью повыще- ния качества непрерывнолитого слитка, в него введены блок определения градиента температуры по длине и периметру слитка, блок определения максимального выпучивания, задатчик допустимого гра-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Система автоматического управления процессом непрерывной разливки металла | 1984 |
|
SU1228965A1 |
| Устройство для измерения толщины затвердевшей оболочки непрерывного слитка | 1979 |
|
SU910336A1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| Способ прогнозирования прорывов металла в процессе непрерывной разливки | 1985 |
|
SU1279744A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
