Изобретение относится к черной металлургии, точнее к машинам непре-рывного литья заготовок (МНЛЗ. с электромагнитньп перемешиванием и может быть использовано в системах автоматического управления процессом непрерывного литья стгшьных заготовок. Целью изобретения является улучшение качества литого металла и повы шение стойкости роликов МНЛЗ, На фиг, 1 изображена блок-схема устройства для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения МНЛЗ; на фиг, 2 - внутренняя структура блока коррекции теплового режима по силе тока индуктора электромагнитного перемешивания (эмп). Устройство для автоматического уп равления тепловым режимом слитка в зоне вторичного охлаждения МНЛЗ, которая, например, содержит шесть секций охлаждения и один электромагнитный перемешиватель 1, расположенный на участке третьей и четвертой секций охлаждения, состоит для каждой секции из расходомера 2 охладителя, подсоединенного к регулятору 3 расхо да, выход которого подсоединен к регулирующему органу расхода охладителя 4 с приводом, измерителя 5 скорости вытягивания непрерьюного слитк 6, внутри которого на определенном участке имеется незатвердевшая жидка фаза 7, Выход измерителя 5 скорости подсоединен через задатчики врасхода охладителя к вторым входам регуляторов 3 для первой, второй, пятой и шестой секций охлаждения, расположен ных вне зоны ЭМП, и к первым входам сумматоров 9 для третьей и четвертой секций охлаждения, расположенных в зоне ЭМП. Выход датчика 10 тока индуктора ЭМП подсоединен к входу блок 11 коррекции теплового режима, выход которого соединен с вторыми входами двух сумматоров 9. Блок 1 I коррекции теплового режима по величине тока индуктора ЭМП фиг. 2| имеет один вход, на который подается сигнал с датчика 10 тока индуктора, задатчик 12 теплового режима слитка в зоне ЭМП, квадратор 13 и функциональный блок 14 нелинейных преобразований. Выход задатчика 12 соединен с первым входом квадратора 732 13, второй вход которого соединен с выходом датчика 10 тока индуктора. Выход квадратора 13 соединен с входом блока 14 нелинейных преобразований, выход которого соединен с вторыми входами каждого сумматора 9. Реализация устройства для автоматического управления тепловьп режимом слитка в зоне вторичного охлаждения МНЛЗ может быть осуществлена на стандартной аппаратуре, выпускаемой промышленностью, например, серии АКЭСР. Задатчик расхода охладителя может быть моторного типа, расходомер - датчик типа ДМ в паре с диафрагмой и вторичным прибором.Устройство работает следующим образом. В процессе непрерывной разливки расходомером 2 осуществляется измерение расхода охладителя на секции вторичного охлаждения и в зависимости от скорости, измеряемой измерителем 5 этот расход постоянно корректируется путем изменения задания от задатчика 8 регулятору 3 с помощью регулирующего органа 4, который может быть с электрическим или пневматическим приводом. При включении системы ЭМП датчиком 10 тока индуктора ЭМП измеряется сила тока индуктора и сигнал, пропорциональный этому току, поступает на вход блока 11 коррекции теплового режима. Блок 11 коррекции фиг, 2j может быть набран из серийных средств, например, системы АКЭСР. Сигнал с датчика 10 поступает на второй вход квадратора 13, где возводится в квадрат, с одновременным умножением на коэффициент К, поступающий на первый вход квадратора от задатчика 12 теплового режима слитка в зоне ЭМП., с помощью которого в начале разливки устанавливается величина коэффициента К. , пропорциональный величине (KI ), с выхода квадратора 13 поступает на вход блока 14.нелинейных преобразований, где реализуется логарифмическая зависимость изменения расхода охладителя uQ в функции тока индуктораGc/l| ln(KI, U Q -; величина коррекции расхода охладите.пя в зависимости
от тока питания индуктора ЭМП,
(U - коэффициент пропорциональ.ности, зависящий от конструкции зоны охлаждения и системы электромагнитного перемешивания, т 0,71,4 К - коэффициент, зависящий от
марки и сортамента разливаемой стали и учитывающий величину силы тока индуктора ЭМП, которая может изменяться от 8000 до 11000 А, К (0,16-0,4) з4 I - сила тока индуктора ЭМП, А. Выход блока 11 коррекции соединен с вторым входом сумматора 9, на первый вход которого поступает сигнал с задатчика 8 расхода охладителя. Сигнал коррекции расхода охладителя (пропорциональный току индуктора ЭМП) из блока 11 суммируется с сигналом, пропорциональным скорости разливки, и результирующий сигнал от сумматора 9 подается на регулятор 3 для тех
секций охлаждения, в зоне которых установлен электромагнитный перемешиватепь данном примере это третья и четвертая секции). Регулятор 3 отрабатывает на регулирующий орган 4 сигнал, изменяющий расход охладителя поддерживая заданный задатчиком 12 тепловой режим слитка.
Таким образом, система предусматривает автоматическое регулирование расхода охладителя в зоне ЭМП МНЛЗ в зависимости от скорости вытягивания слитка и тока питания индуктора или эквивалентной ему интенсивности перемешивания жидкой стали с целью поддержания заданного теплового режима слитка.
Технико-экономический эффект предлагаемого устройства заключается в улучшении качества литого металла за счет снижения количества внутренних и внешних дефектов макроструктуры слитков в повьшзении стойкости роликов за счет снижения на них нагрузки, связанной с раздутием слитка и улучшения условий их охлаждения.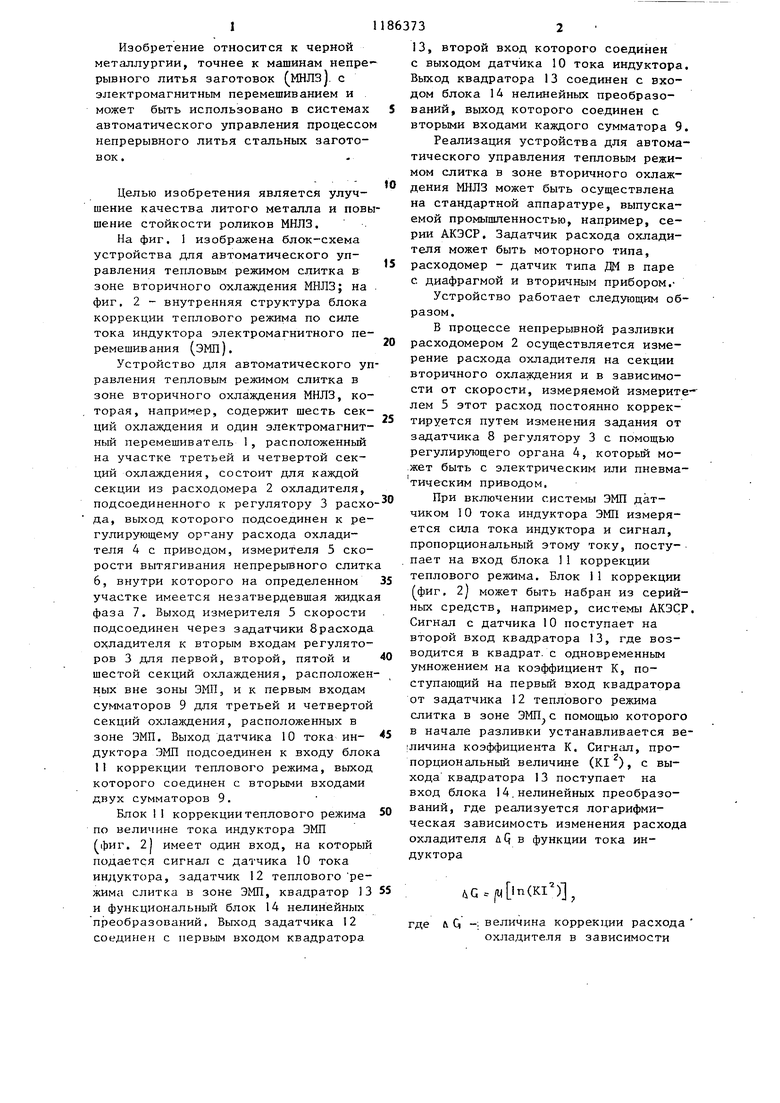

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU869947A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| Устройство для автоматическогоупРАВлЕНия ТЕплОВыМ РЕжиМОМ зОНыВТОРичНОгО ОХлАждЕНия МАшиНы HE-пРЕРыВНОгО лиТья зАгОТОВОК | 1977 |
|
SU831299A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1729688A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Способ управления непрерывным литьем заготовок | 1986 |
|
SU1364390A1 |
| Устройство для контроля охлаждения непрерывнолитого слитка | 1979 |
|
SU772694A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |

1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕПЛОВЬМ РЕЖИМОМ СЛИТКА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЬЮНОГО ЛИТЬЯ ЗАГОТОВОК (МНЛЗ) с электромагнитным перемешиванием, содержащее для каждой секции зоны охлаждения расходомер и эадатчик расхода охладителя, подсоединенные к регулятору, выход которого подсоединен к регулирующему органу расхода охладителя, измеритель скорости вытягивания, выход которого подсоединен к- входам каждого из задатчиков расхода охладителя. тем, что, отлИ чающееся с целью улучшения качества литого металла и повьшгения стойкости роликов МНЛЗ, оно дополнительно содержит датчик тока индуктора электромагнитного перемешивателя, блок коррекции теплового режима по току индуктора и два сумматора по одному на каждую секцию охлаждения зоны электромагнитного перемешивания, причем вход блока коррекции теплового режима соединен с выходом датчика тока индуктора, а выход блока коррекции соединен с вторыми входами каждого сумматора, а первые их входы соединены с выходами соответствующих (Л задатчиков расхода охладителя. i 2. Устройство по п. 1, отличающееся тем, что блок коррекции теплового режима по току индуктора электромагнитного перемешивателя содержит задатчик теплового сх режима слитка, квадратор и функциоОд нальный блок нелинейных преобразова00 ний, причем выход задатчика соединен с первым входом квадратора, второй со вход которого соединен с выходом датчика тока, выход квадратора соединен с входом блока нелинейных преобразований, выход которого соединен с вторыми входами каждого сумматора. . 
| Системы и средства автоматизации, производств и управления | |||
| - М; Металлургия, 1974, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
